These pix were downsampled to be 1500 pixels tall, because the forum chokes on the original camera files. The key is to keep enough dots in the images so you can actually see the details.
Print it as full-page picture, apply a ruler, and find the lines are 1.89 mm apart, so multiply by 0.265 = 0.5 / 1.89 to get the actual 0.5 mm spacing. That distance will be different when you print it, but that’s how to get the scale factor.
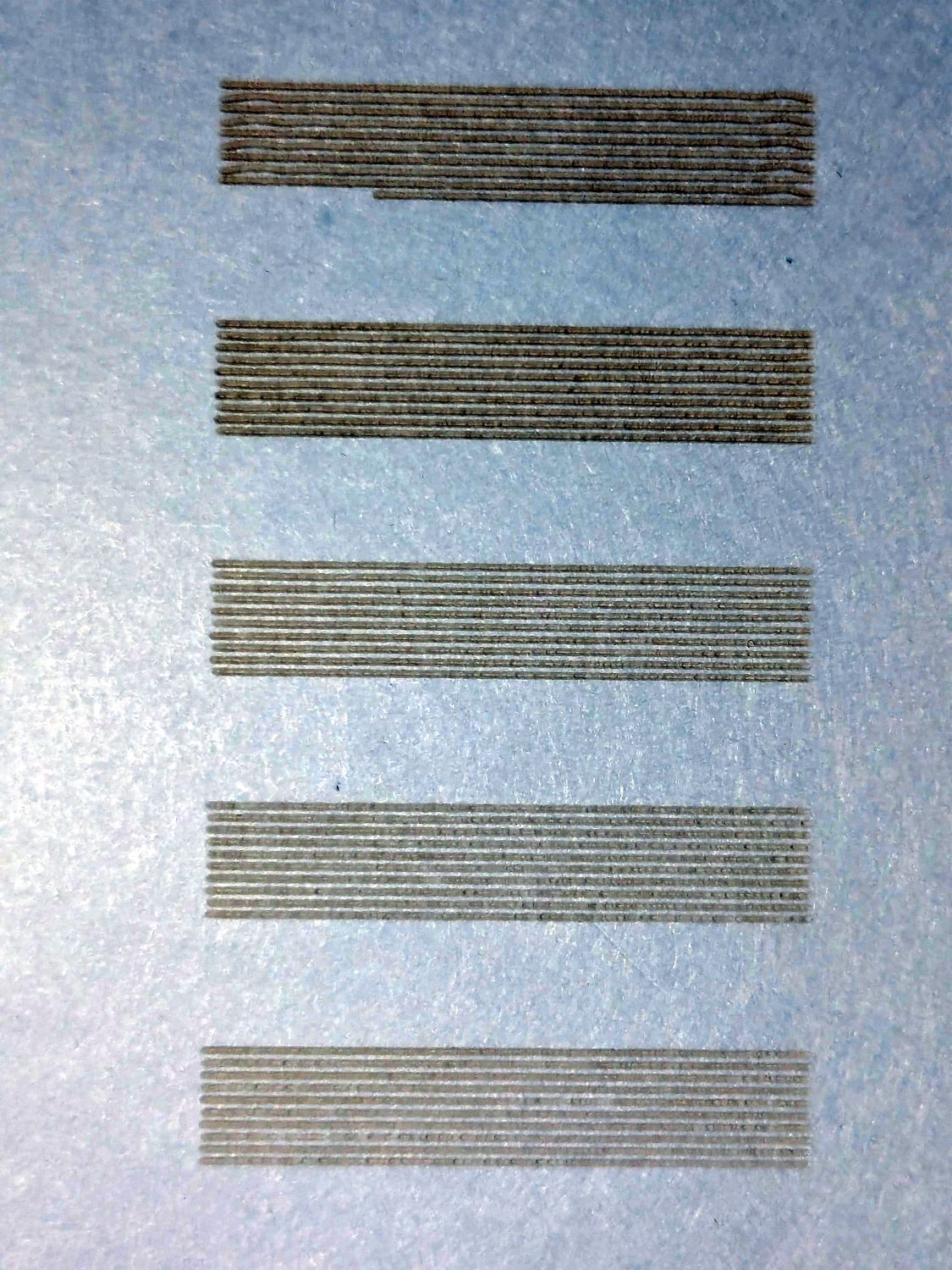
Then measure the offsets between adjacent line starts / stops:
100 = 3 mm → 0.79 mm
200 = 5 mm → 1.32 mm
300 = 6 mm → 1.59 mm
400 = 6 mm → 1.59 mm
500 = 7 mm → 1.85 mm
The 300 & 400 mm/s distances are the same here, although some averaging & pondering would likely show small differences.
On my machine and, I think, yours, the first line in each pattern is on the bottom. This may be due to the LightBurn Cut in direction order optimization, with From bottom selected. That line is processed from left-to-right, so its starting point is delayed from the nominal starting point.
Divide those numbers in half:
100 = 0.40 mm
200 = 0.66 mm
300 = 0.80 mm
400 = 0.80 mm
500 = 0.93 mm
Pop those values into the Scanning Offset Adjustment table, enable the adjustment, run the same patterns again, and let’s see what happens to the edges.
Y’know, we techies do have an … odd … idea of “fun”.
I’m willing to change my mind based on evidence: negative offsets are the right answer for your machine. There’s obviously some fine tuning possible for some of those speeds, but that’s what measuring magnifiers are for.
At this point (I think) you have:
Increased the axis speed limits to 500 mm/s
Tweaked the mirror angles for uniform results across the platform
Set up a good-enough scanning offset table
One more quick test for beam shape is in order:
Set the manual pulse parameters (using the machine console, per section 8.3.4 of the 6442 manual) for 10 ms
Set the power to 20%
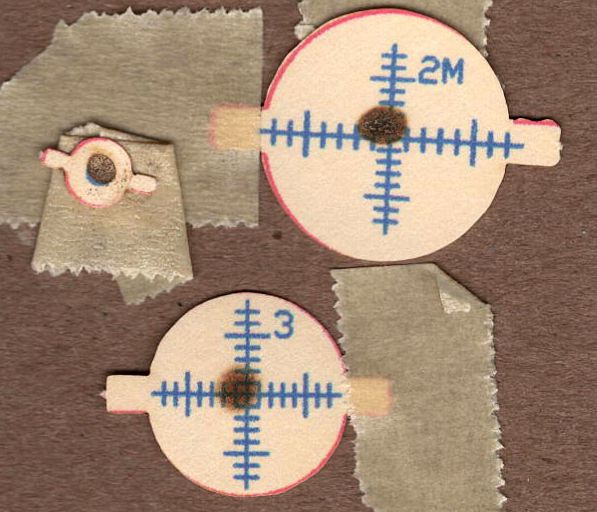
Put a paper target at the entrance to Mirror 1
Pulse the laser using the console Pulse button
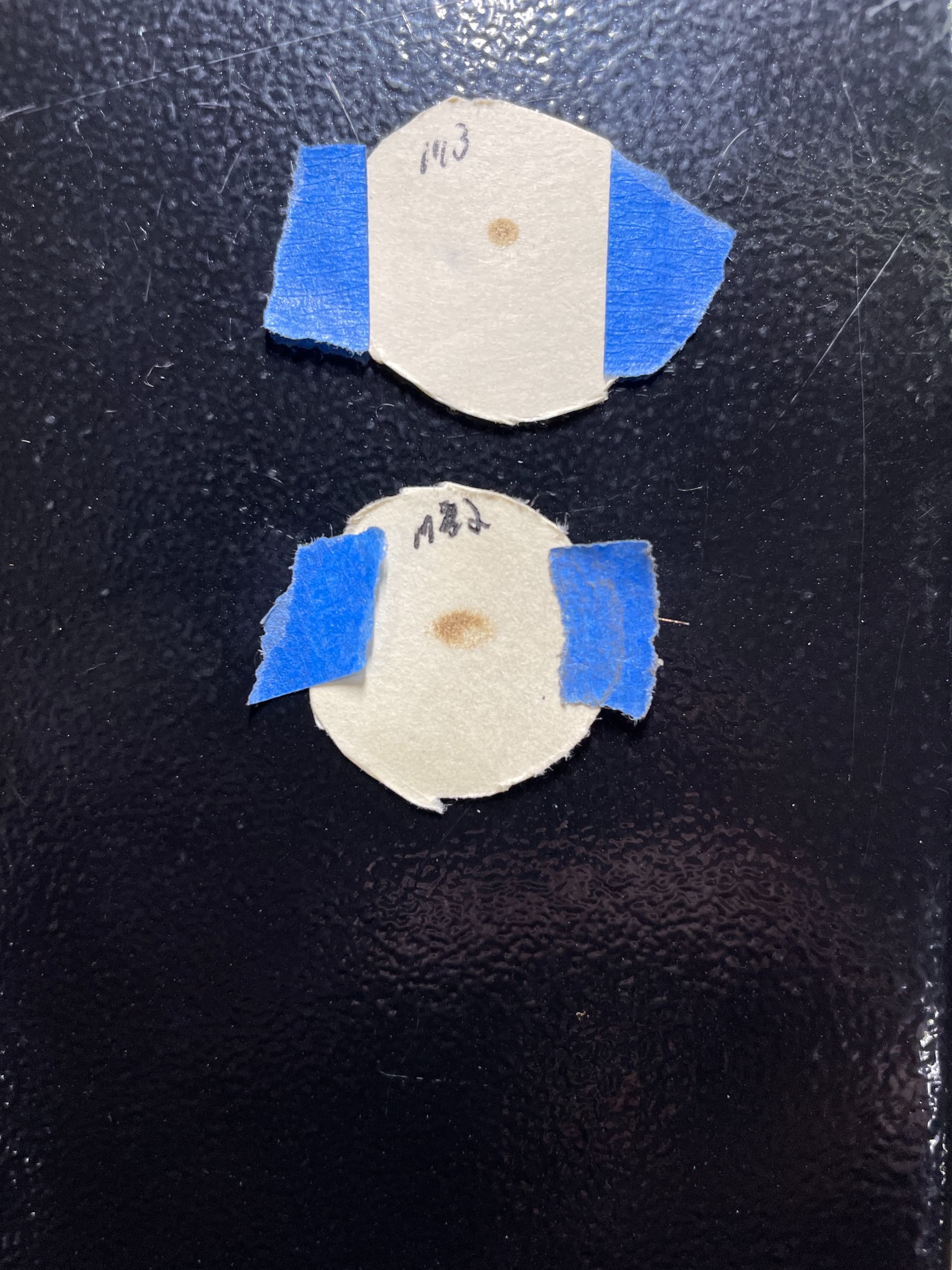
The result should be a light scorch darkening toward the center
Twiddle the power or time to get a toasty, not overdone, scorch.
If the spot looks like that (which is what I expect) then the tube is working just fine.
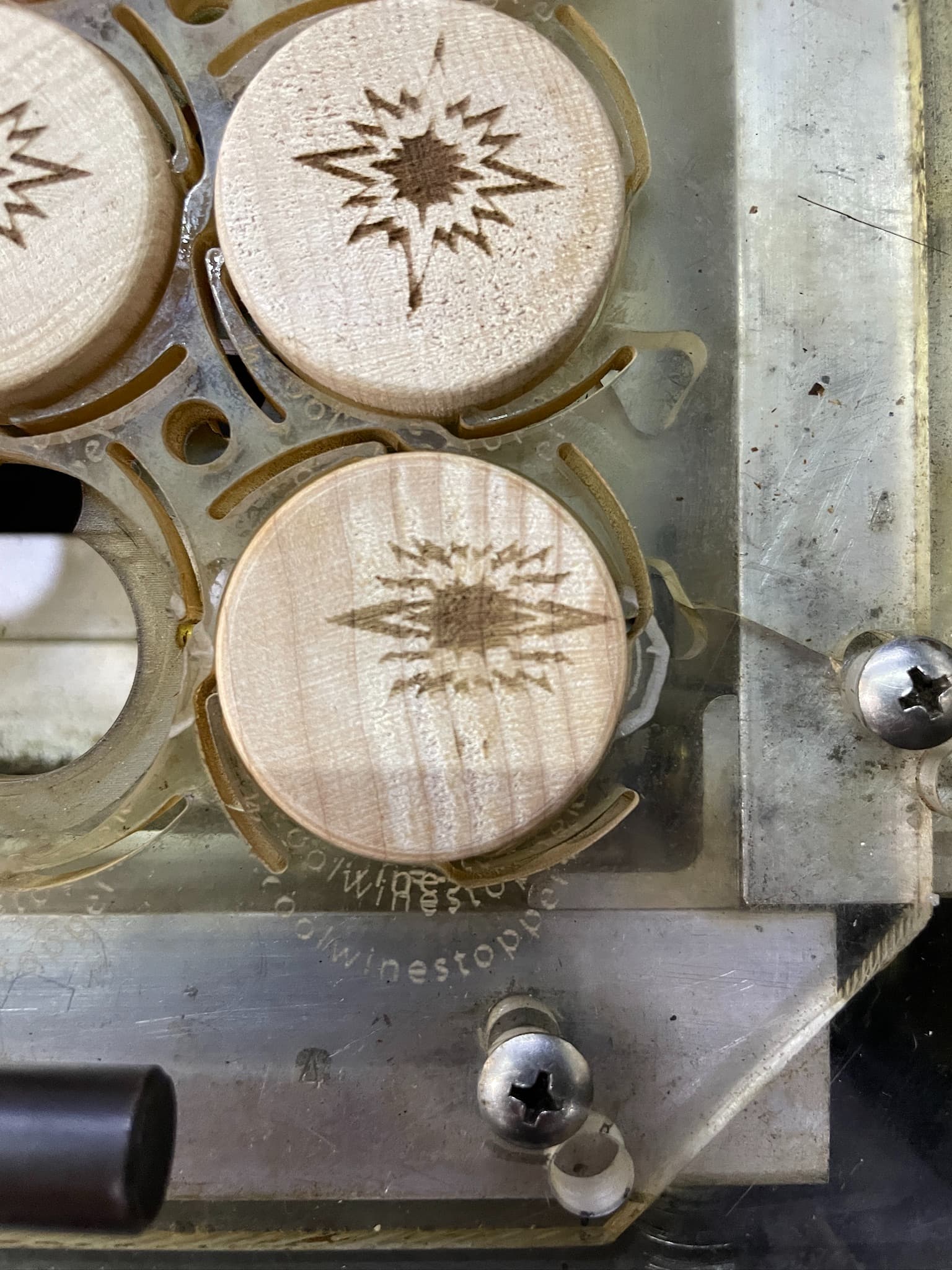
Then set up your original wood coin pattern, dial in the speeds & powers (having changed the configuration affecting those values) to get the darkness you expect, and let’s see what it looks like now.
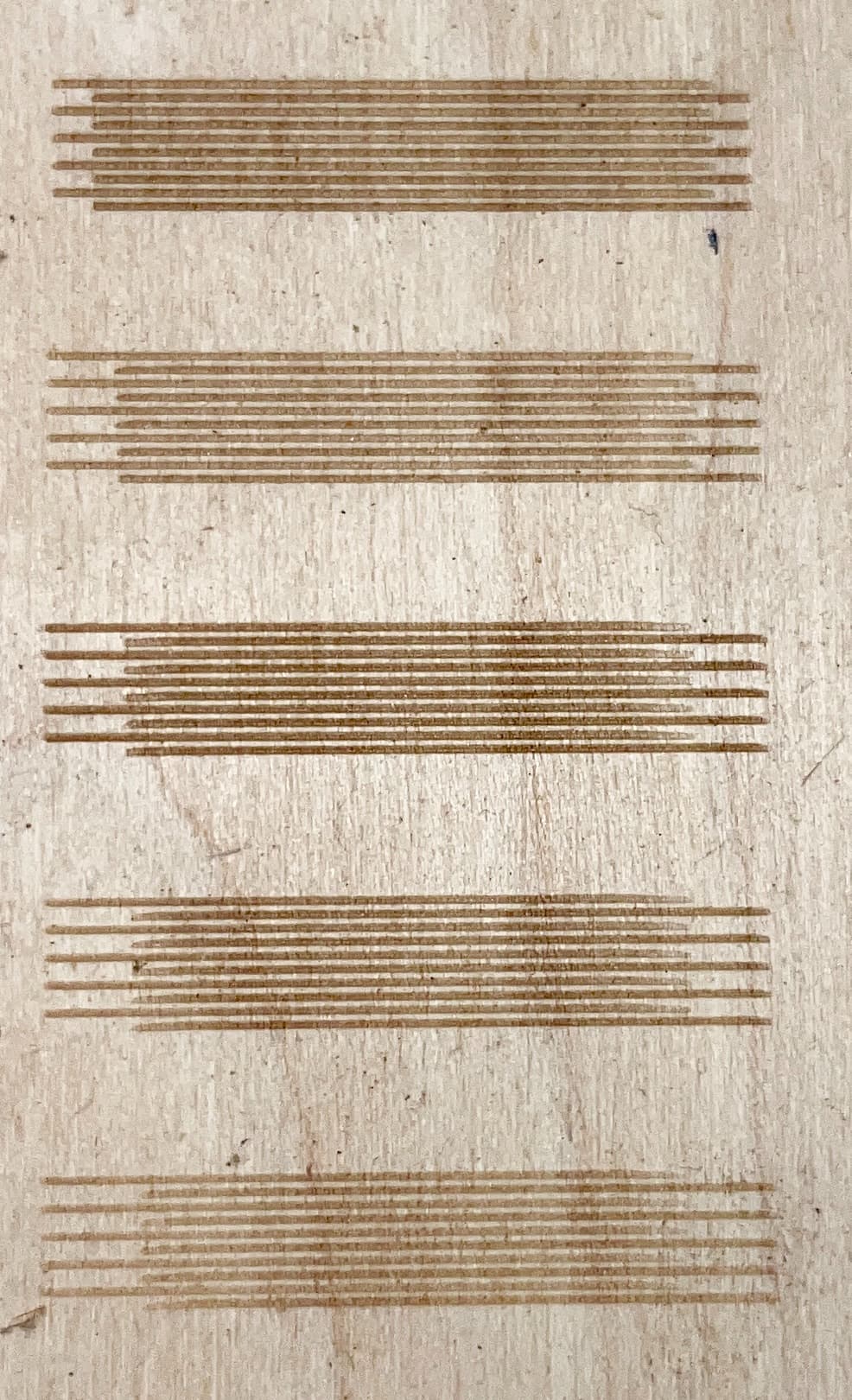
The results are…much worse. The left one shown here is from the bottom left corner of the machine (bottom as in closest to the operator), and the right one is on the bottom far right side of the machine. In the photo they look as if they are rotated slightly…that is only the photo. They engraved pointed up as they should.
They are not only skewed quite a bit more but also fuzzy and they lack even more detail.
And unfortunately, the weaker lasering still exists on the right side.
Notice the little fragments of the pattern scattered around where they shouldn’t be, with some looking inside-out.
Try this. Without changing anything else, make all the values in the Scanning Offset Adjustment table positive and run that pattern again. Yes, I know. Just do it. Then flip them back again.
The file you uploaded above comes from V 1.6.03, but uses the old-style *lbrn file format. Is there a reason for not saving as a compressed *lbrn2 file?
That’s why I want to see the beam shape. That won’t affect the scattered geometry problem, but if the tube is not behaving properly, it may be impossible to focus the beam.
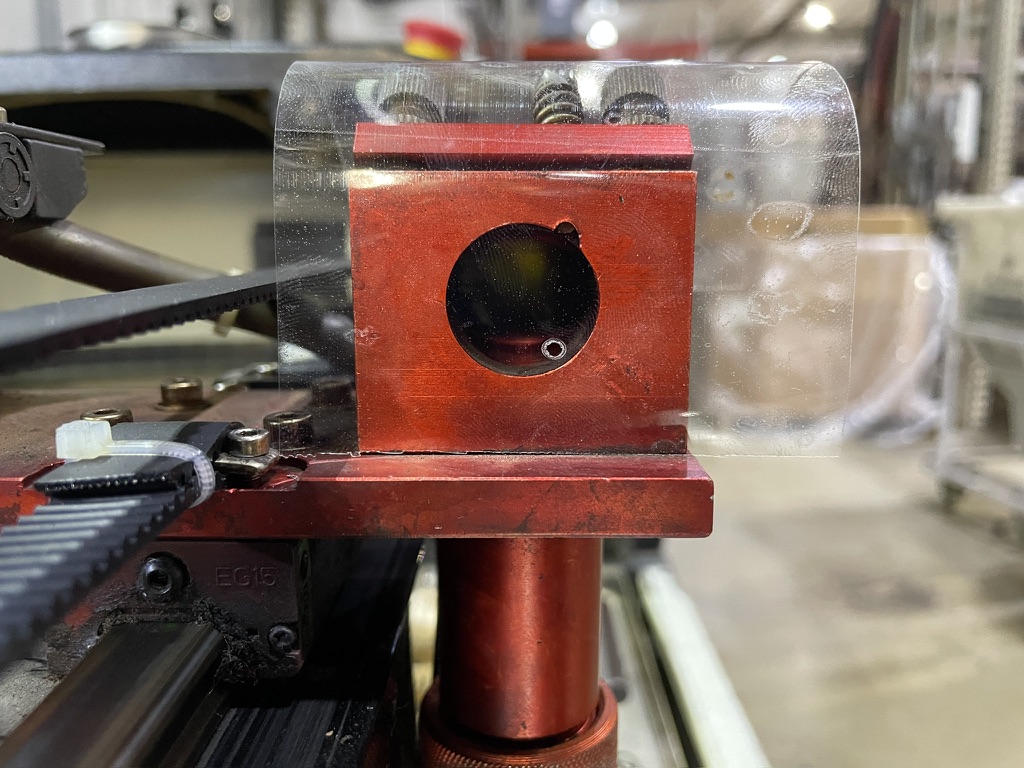
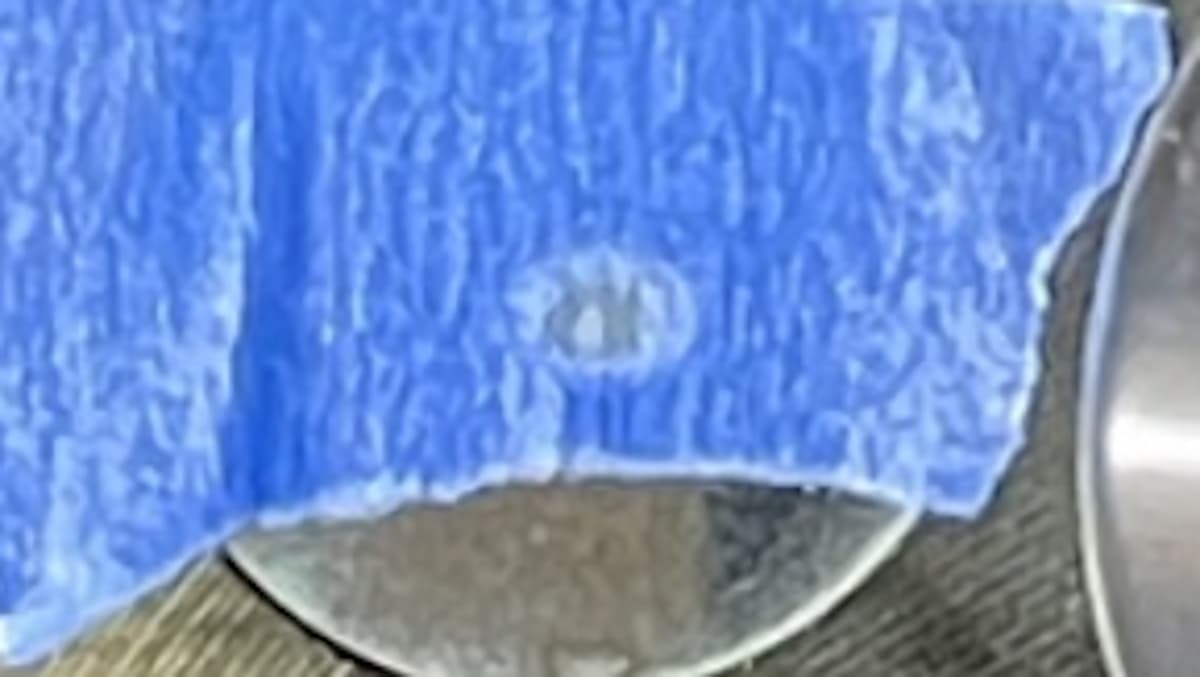
Also, the beam may be grazing the inside of the nozzle opening and generating a reflection off to one side. Stick a piece of masking tape over the nozzle, fire one pulse through it, and verify that the hole is in the middle of the aperture.
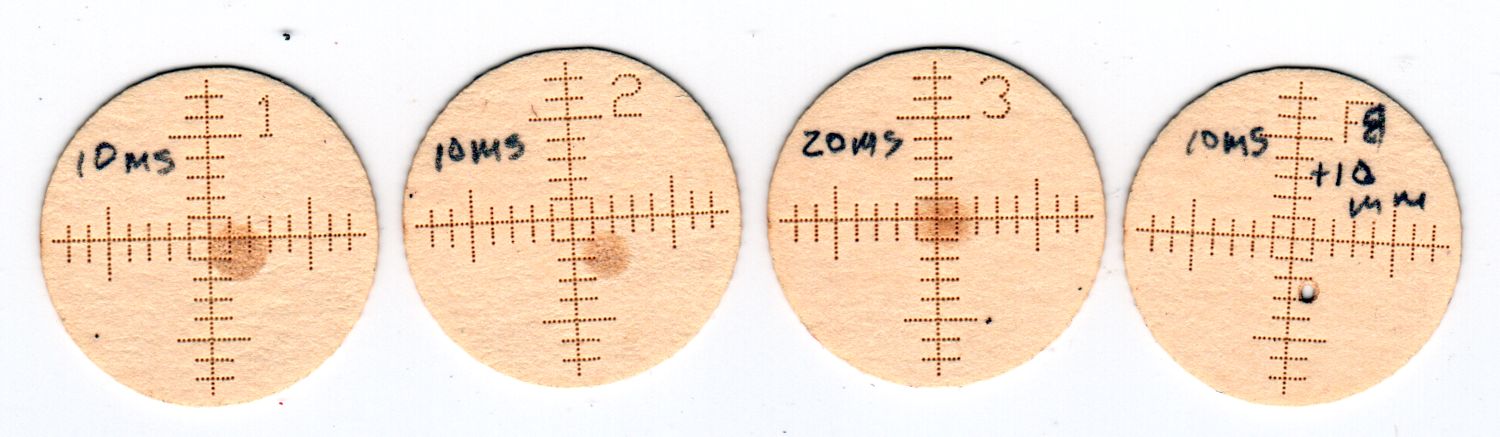
I use a little target with wings, but masking tape is fine:
I will try what you suggest. Although quick note. The faded arrows on the image are actually the top and bottom. The “6” in the image is actually at the top of the coin.
Also, with regards to the file type. Jack requested a .lbrn file. So I switched it from a .lbrn2 to a .lbrn. In hindsight he probably didn’t mean for that and he definitely has more experience on here and with lightburn so I would guess people have dropped the “2” since .lbrn2 is the new standard it seems. I however, did not know that. So I switched the file type🙂
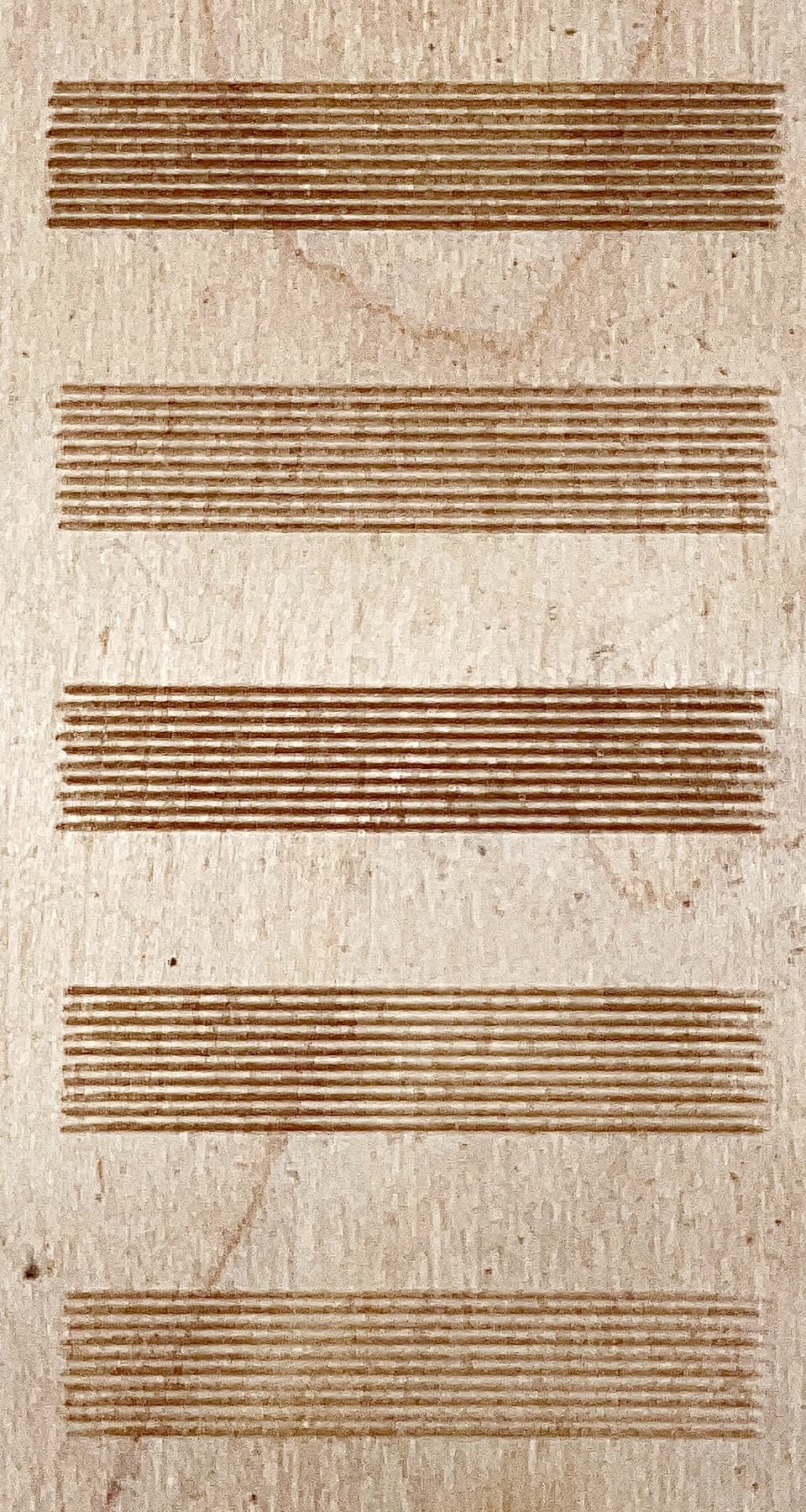
I switched the numbers back to positive and then ran it again. Not sure if you wanted to see the results or not. But here they are.
Far-left (the bottom one), not the one marked with 1.
And yes, I can see these are not aligned very well. I should clear something up. This laser is at a small shop and I was told as long as the laser comes out of the laser head module on the X/Y gantry is not super far off and is not hitting the sides, then all is good. And that since the other mirrors were aligned a while ago, it should be OK. I took this as the truth but, perhaps it isn’t.
Update: I have now aligned all the mirrors. They aren’t perfect but are much better than before.
They’re not “aligned” in any meaningful sense of the word.
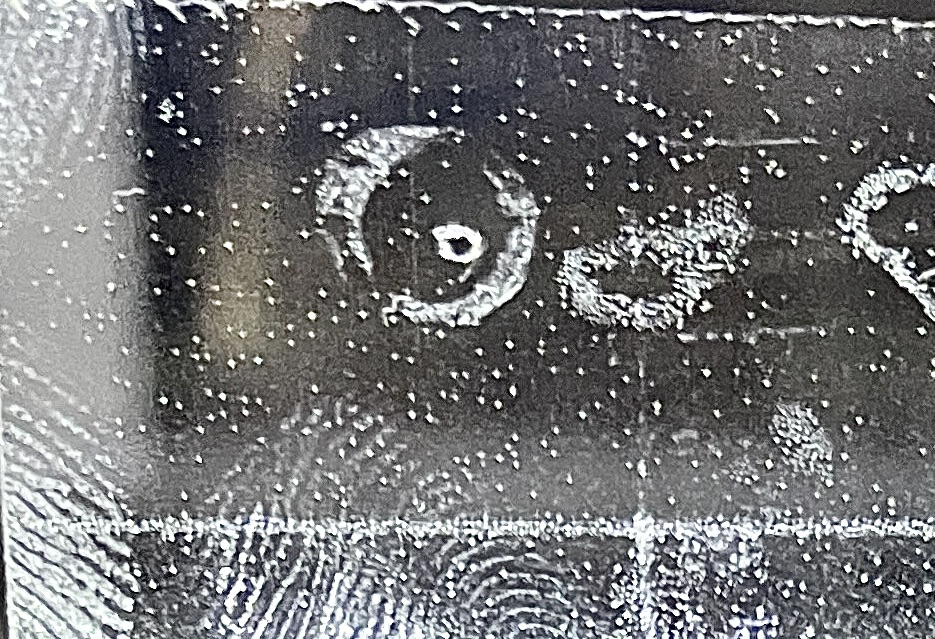
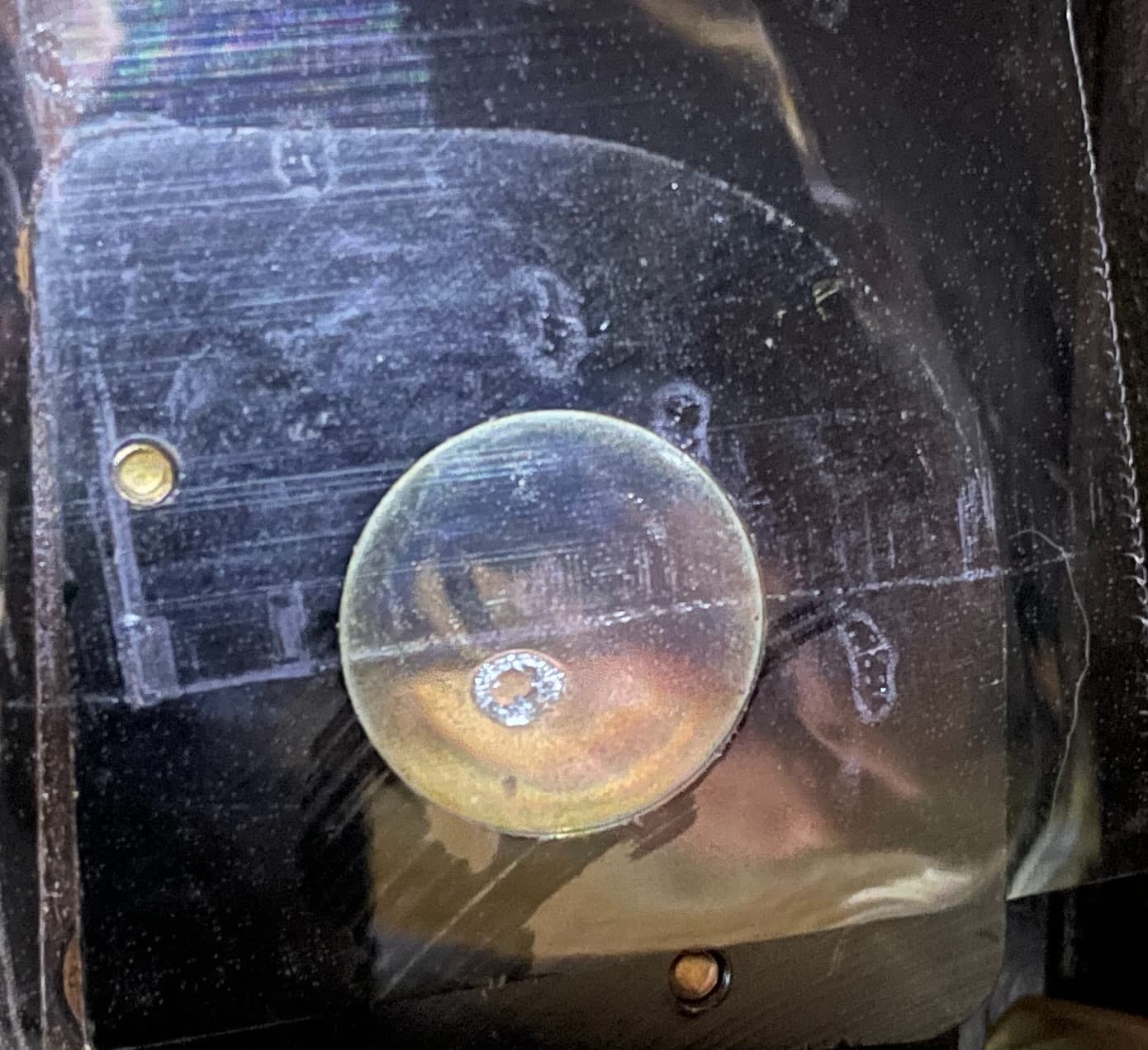
The grossly off-center spot on the entry to M3 says the beam is splashing off the inside of the nozzle and reflecting everywhere.
Until the beam is centered in all the mirrors and you get a single dot at both ends of the axis travel for both M2 and M3 and the beam is centered in the exit nozzle, then there is no point in doing anything else with that machine.
Note that I will insist on proof the machine is properly aligned, as in “photos of those spots on the targets or it didn’t happen”.
Also, take the lens out and make sure it’s nice & clean.
Heck, no need to get all fancy. Use tan or blue masking tape (not clear packing tape) like everybody else and get the job done. When the machine is up & running, lay out & cut your own targets from a manila folder to perfectly fit the apertures.
That’s why setting the controller for a timed pulse improves the outcome: you get the same pulse energy every time you poke the Pulse button and can tune for best scorch.
That said, I don’t like the look of the pulse at Mirror 1. If I’m seeing it right, there’s a little hole off-center in a ring, which is not the energy distribution of a good tube:
Sacrifice a manila file folder, slash it into little squares with a razor knife, tape 'em to the entrance apertures, find a pulse energy that gives a nice scorch, and let’s test that suspicion.
Also: beam alignment is an iterative process. First you twiddle the grub screws to get the beam parallel to the axes. Then you slide the mirror mounts back-and-forth to center the beam on the mirrors, which wrecks the angular adjustments. So you re-parallelize the beams & tweak the mounts again. Worst case, the machine has an immovable laser head, so you must shim the tube up-or-down to center the beam on M3.
What I went through the last time around turned into a series of posts:
Okay. After fiddling a little with the alignment, I have ended with this:
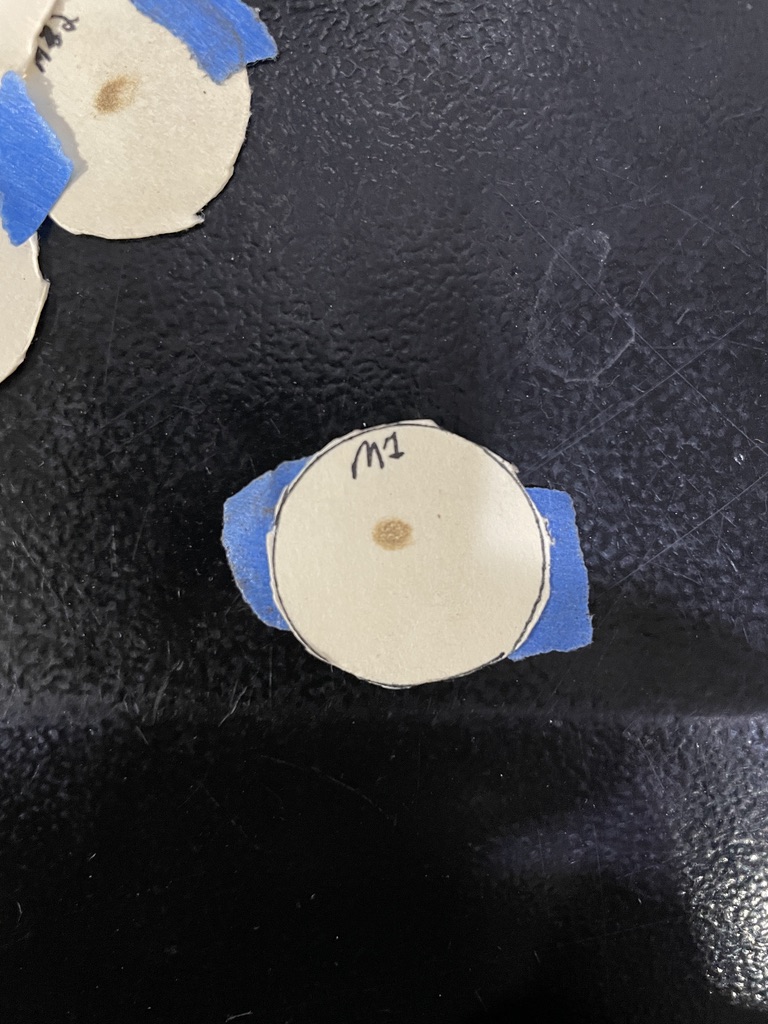
(BTW I labeled the mirror on the laser head as “M3”, the one in between “M2”, and the one next to the tube “M1”. I realized you spoke of them in the reverse order after I had labeled them all …sorry).
M1
To me, this looks like an oval. Now the power distribution looks okay to me. But then I realize I don’t know half as much about this stuff as you guys do. So, I will defer to you.
What would be the next steps to counter act the oval and lopsided shot? Replace the laser tube?