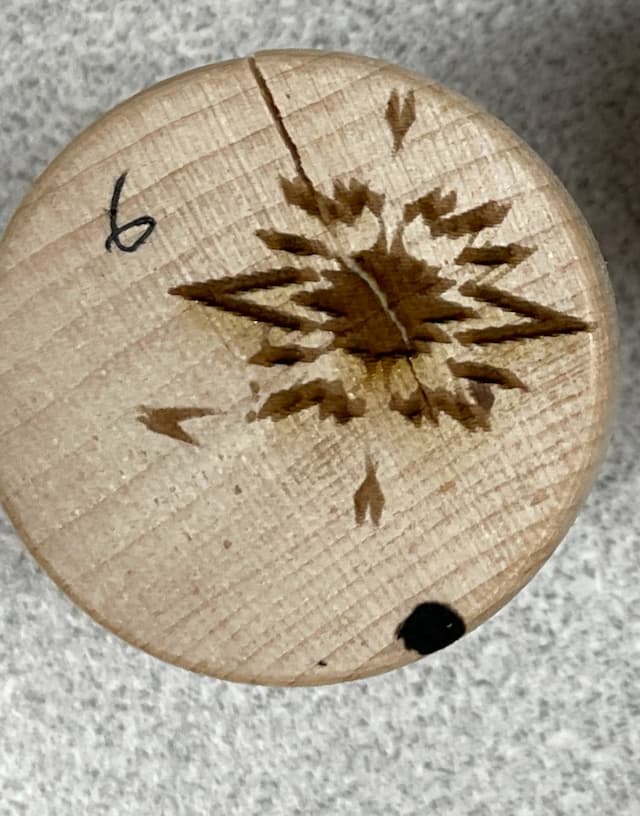
See what painstaking inspection & repair can accomplish? 
Re-doing the Scanning Offset Adjustment measurements will be beneficial, now that the beam is actually coming down to a point on the material and not splashing off the nozzle.
Well, you know where the jig sits, but the controller must also know where it is.
It’s entirely possible the original jig placement depended on the original janky machinery setup: that was then and this is now.
If I understand correctly, the “virtual jig” is in the CAD software, not LightBurn, so its position in the LightBurn workspace may not be fixed.
Would it be feasible to import the jig into LightBurn once, align it to the physical jig on the platform once, then import the day’s coin crop into LightBurn, snap them to the jig, and Fire The Laser?
This could be as simple as dragging the imported virtual jig / template to match up with the physical jig on the platform.
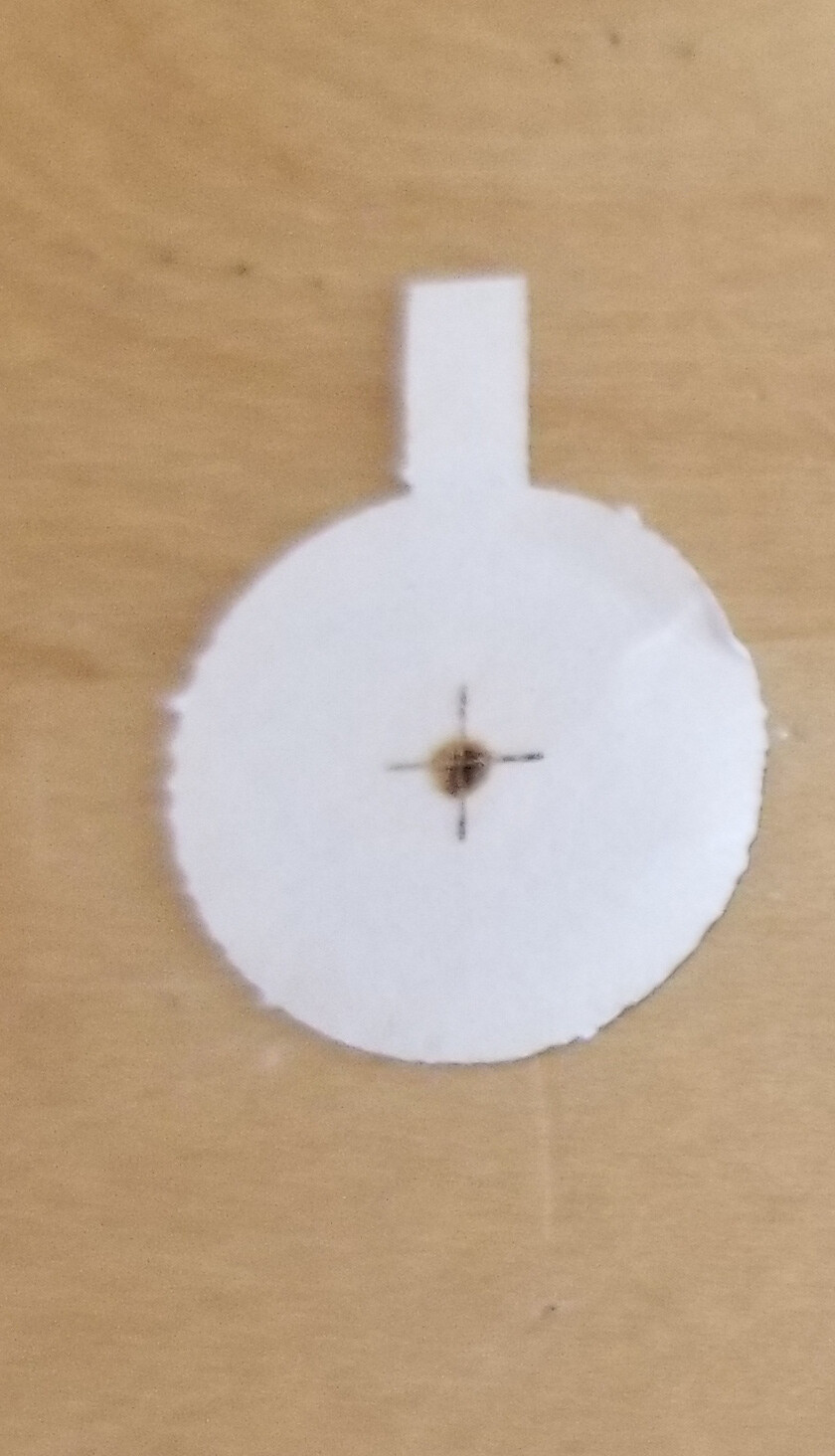
Put crosshair targets in the four corner pockets of the template, put four cardboard dummy disks in the corner pockets of the jig, then:
Click to Move to a target center point- Fire The Laser to mark that spot on the disk, probably not at its center
- Nudge the whole template on the LightBurn Workspace to move its center closer to the physical center
- Iterate until pulsing at the target center hits the disk center
- Verify the other three corners
Then lock the template in place so you can’t accidentally move it while mousing around, save that file, and you’re good to go. Assuming, that is, the machine homes dependably every time it starts up.
Or, more likely, I don’t understand how your work progresses, in which case none of that will make sense …