Framing illuminates correctly - but when I hit start the laser barely fires - marking is very weak - regardless of power setting. My machine works great with ezcad2.
Lightburn 1.2.00 installation was smooth on my new Dell Desktop 64bit PC running windows 10. Settings imported automatically from ezcad2 look to be correct.
Has anyone experienced similar problems?
I’d be grateful for any suggestions.
Im having the same problem on a JPT M7 60w mopa, evcad 2. I’ve tried it on a Panasonic toughbook running windows 10 with the new drivers installed and on a Mac book pro running OS Big Sur.
both are doing the exact same thing. The laser shows ready and I can Frame the job but will not fire when activated. the Galvo is making noise but no beam.
We’re having the same issue. It’s as if the laser isn’t activated at all. We’re able to frame the artwork, but we can’t engrave. Changing power and frequency settings has not effect.
Meanwhile, going back to EZCad2, everything works as expected.
“All of these settings should be imported from EZCAD, manually changing them to “guess and check” settings is not the correct course of action. Doing so may damage your laser, proceed with caution!”
I love Lightburn with my C02 gantry laser - but Galvo-wise I’m gonna stick with ezcad2 for now.
Same issue and have tried to tweak settings with no improvement and just reverted back to imported settings for various lenses. Will use lightburn for some work and Ezcad2 for others.
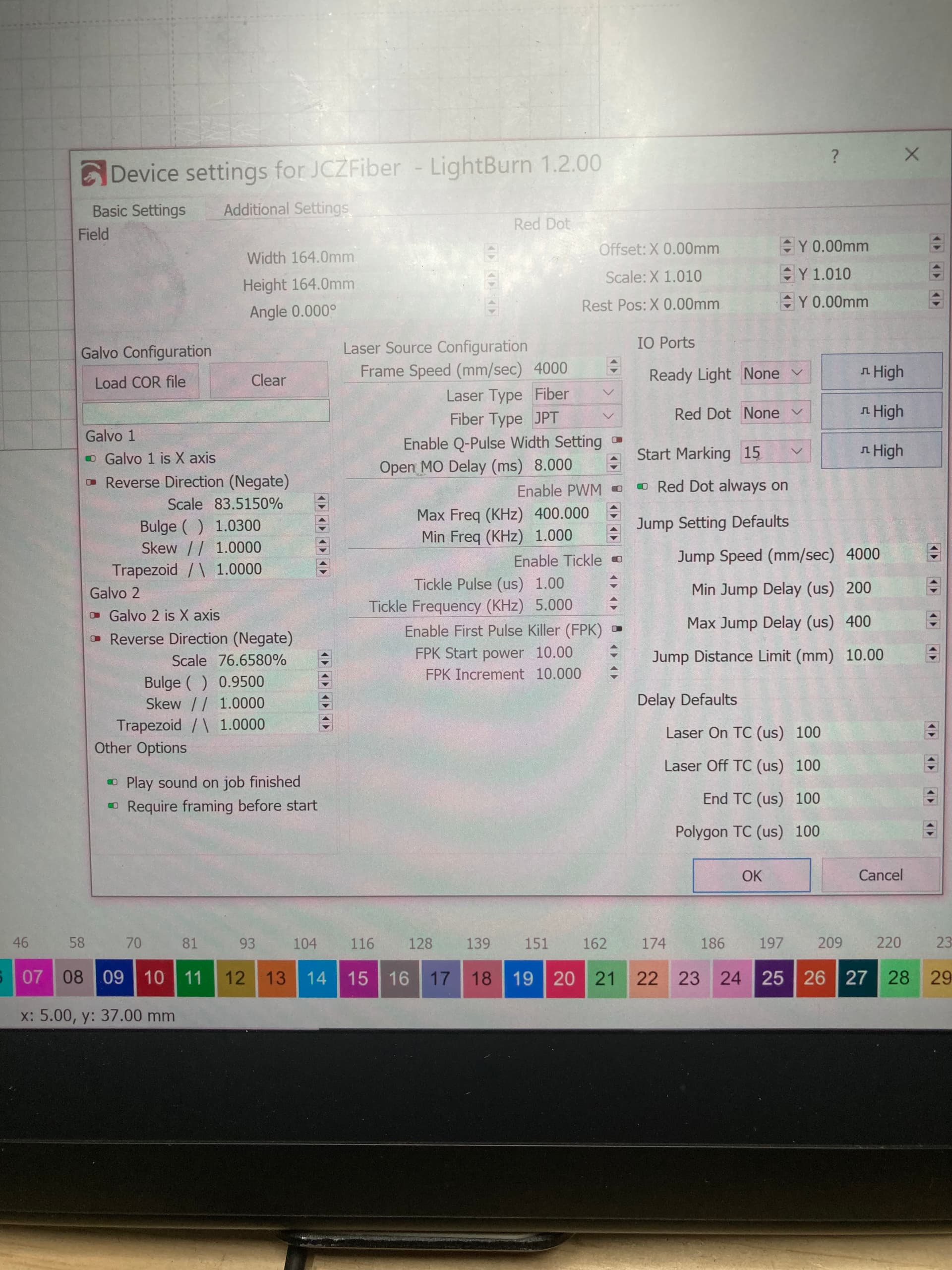
JPT MOPA sources do work with the IPG_YLPM setting. We haven’t seen every possible combination of laser source and card yet, so there are probably a few configurations that aren’t importing correctly.
We’re trying to gather settings information from EzCad users with these systems. If you have one that didn’t work when importing, can you email the following to support@lightburnsoftware.com?
Screen shots of the params (F3) screen in EzCad, taken with your laser connected and running, and include all the tabs
The Markcfg7 config file from your EzCad/Plug folder
I had a similar issue before. I was using standard (English) instead of Metric and my speed was too high. If the speed is faster than the laser can handle, it will only fire at the lowest setting it works for safety reasons. Try checking that you not moving faster than say 2000 mm/min and see if that helps at all.
Hope its as simple of a fix for you as well. Good Luck,
Brad
Galvo lasers easily move 7000mm/second, and don’t have the behavior you describe, so I suspect you have this confused with GCode machines, like diode lasers.
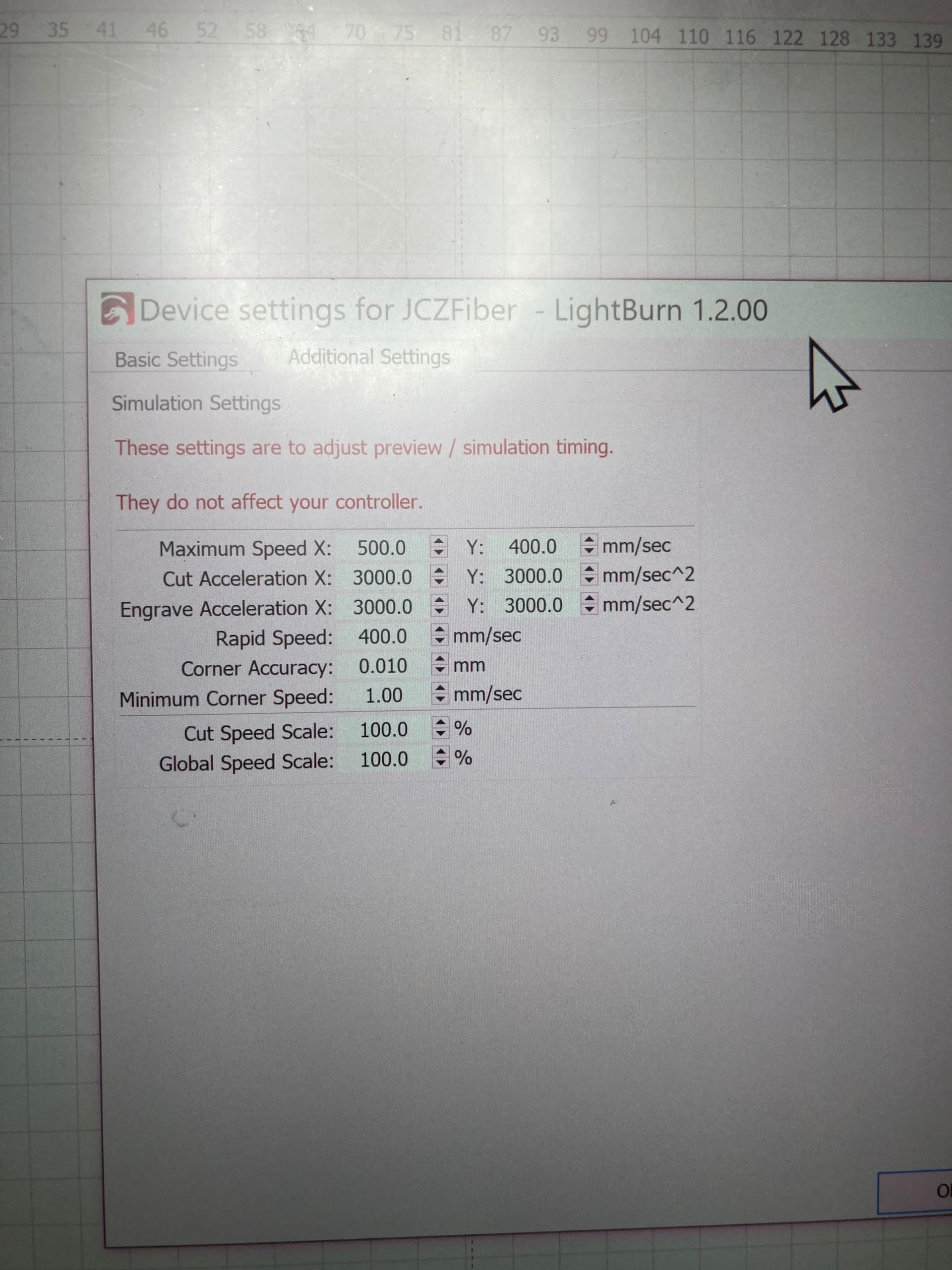
I too have jpt mopa 80w with same problem for days I been trying to solve it a few minutes ago I did. With laser on In device settings change your max speed x/y 500/400 -Cut acceleration x/y 3000.00-Engrave Acceleration 3000.00-Rapid speed 400.0 Press ok turn off laser and exit light burn. Reboot laser and light burn. My laser now work as good as it did before.