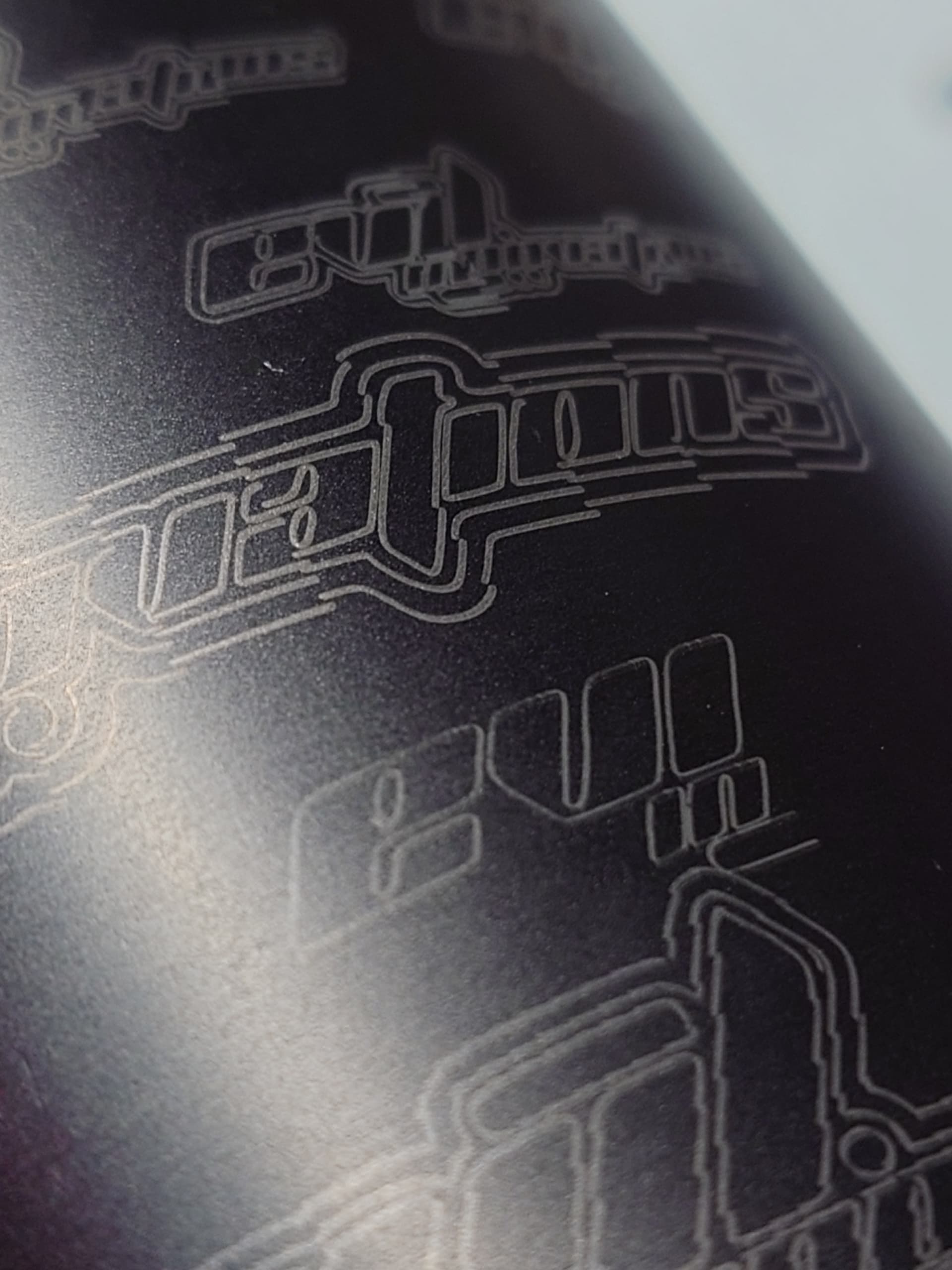
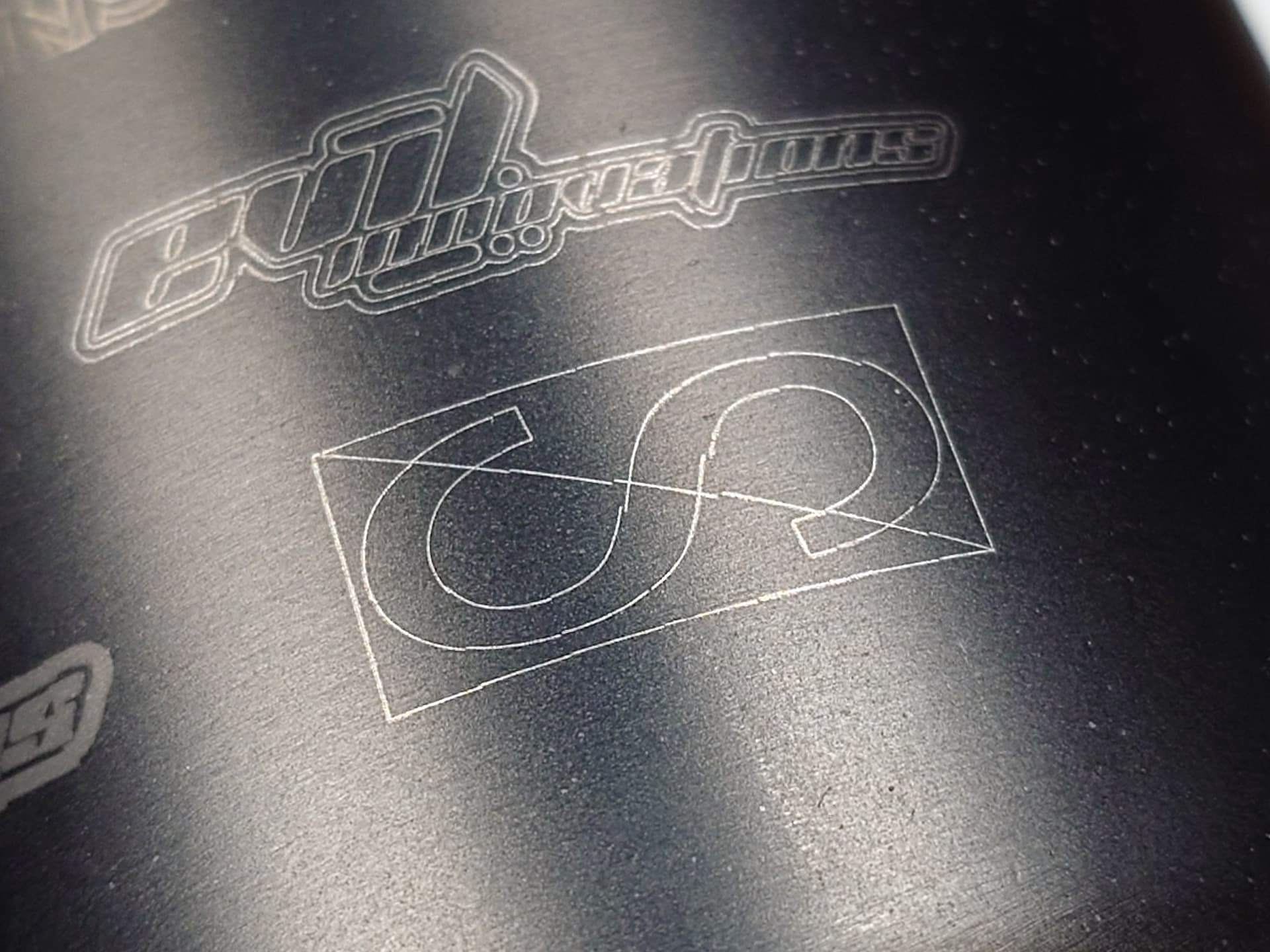
When I attempt to run engravings using my OMTech 30W laser w/ a Cloudray Rotary, along every “split” there is a noticeable misalignment.
I’ve ensured that my workpiece is square to the laser head, but that didn’t change the issue. Basically, along any “split” in the job, there is a large misalignment. I’ve tried various splits (5mm, 10mm, etc) and they all have the same issue if any splits are used - with a 10mm split the misalignment occurs at 10mm intervals, and so on.
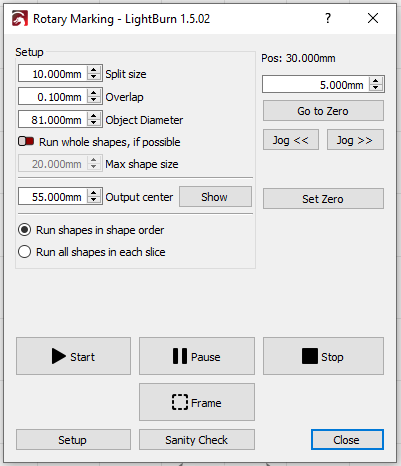
Take a look at my reply about 3 down in this thread. I think your split is too large, I would be less then 1mm for that sized cup. If you dial your settings in you can loose the overlap as well.
One other thing, may be nothing, but I have gotten same results when I had rotary set for 6400 on the microstep drivers DIP’s, LB set for 5000, and then stretched the Y scale of the image to make it the right size on the cup. Just throwing that out there.
This is at 0.1mm - it still has the issue, and is the lowest reasonable speed it seems (otherwise it takes over 2 minutes to do - perhaps partially due to the acceleration wait time?)
I’d suggest the split size be a multiple of your interval…
The takes forever problem is that Lightburn must send code to the controller to move the rotary, then wait, send the scan code and so on… It’s much faster to use a larger split size.
How far you can rotate it (split size) is related to the focal length and the size of the diameter.
The sawtooth isn’t a speed problem, it’s a step problem. Either steps per 360 is off or diameter is wrong or both.
But yes, tiny splits are slow. Fat steps distort. 3 bears kind of thing.
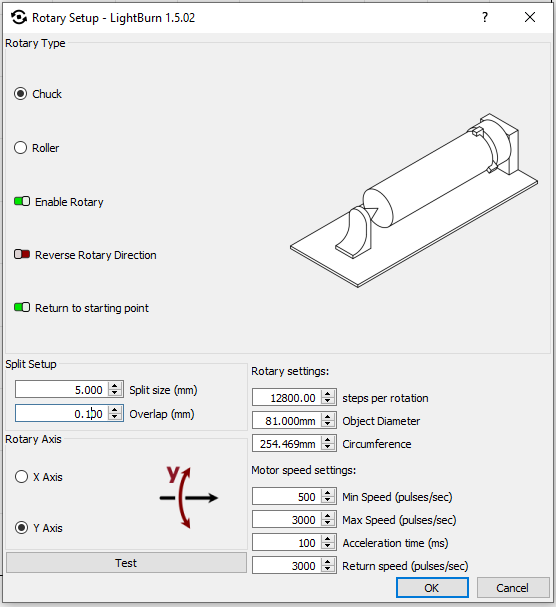
I asked Cloudray (the seller for my rotary axis) and they said 6400 or 12800 both are correct. I confirmed on my controller and its set to 12800. I marked the rotary base and the chuck with a line and it returns to the same spot. It also appears to be a direct drive stepper unit so I don’t think belt slack or anything would be causing it.
@jkwilborn I also tried swapping axis and had the same issue unfortunately… I’ll try the interval/split size method - and test some more straight lines
I’d suggest the split size be a multiple of your interval…
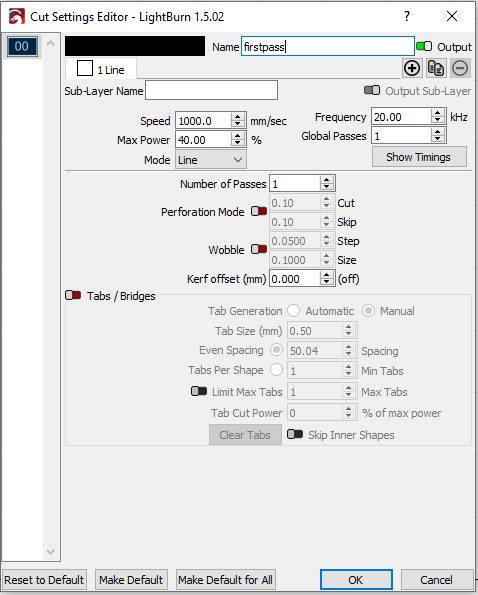
Does this apply when using a vector file? I don’t see a way to set interval on a vector. I’m guessing it doesn’t because its scanning theoretically a 1:1 copy of it instead of turning it into an LPI equation.
@Albroswift - I tried this with a 5x10 and a 10x20 and the results seem to be bang on when measured with a caliper. The mug is 81.04mm in diameter, and I had 84mm - however trying 81.04 seems to make no difference
So try this:
Diameter 81.04 circumference=254.594 steps= 12800 so for each step surface moves 0.02 (0.0198) can’t move half that, can’t move 1-1/2 times that, SO…
Try split size as a multiple of 0.02 (0.0198), like 0.02, 0.40, 1.98, and line intervals of 0.02, 0.01, 0.04, like that.
If you have overlap make it equal to or a multiple of 0.02 if not zero.