Been trying to use LB for over two years now and has never worked right with my DIY Engraver/Laser.
Tried everything the “experts” have suggested and nothing works right. The USB connection to my laser cuts on and off, won’t operate properly in continuous feed mode, switches axis direction on all
three axis whenever it wants to and is so frustrating I have resorted to designing in LB, exporting gcode file and burning in Open Builds. which operates flawless, I might add. When I try to home the laser in
LB it only homes ONE axis in each direction, therefore useless.
Using the arrow commands in the move menu is dangerous, I never know which way the machine will move or if it will move at all. None of the position indicators work properly. Had to put this out there for what it’s worth.
I looked over your post history to get a sense of what you’re dealing with. In all cases it looks like the issue was solved or you stopped responding. Normally that would indicate that the issue was resolved or perhaps you decided to move on.
Is this a continuation of those original issues or is this something new that you’re experiencing?
We need to break these down and handle them separately as they may or may not be related.
Please try to systematically address every question in this post. If you’re not sure about something don’t skip it. Ask for clarity or otherwise indicate that you’re not sure.
- You indicate issues with the jog controls. Can you describe this further. Does right move right, left moves left, etc? You seem to indicate that they will at times change direction. Is this correct?
What does this mean? What are you attempting to do? How are you doing it? What do you expect to happen and what is happening instead?
3.
Is this related to the jogging?
4. To which corner of the machine does your machine home?
5.
i don’t really follow this. How many axes per direction do you have? Can you describe in detail what happens when you home in LightBurn?
6. Provide a screenshot of Edit->Device Settings.
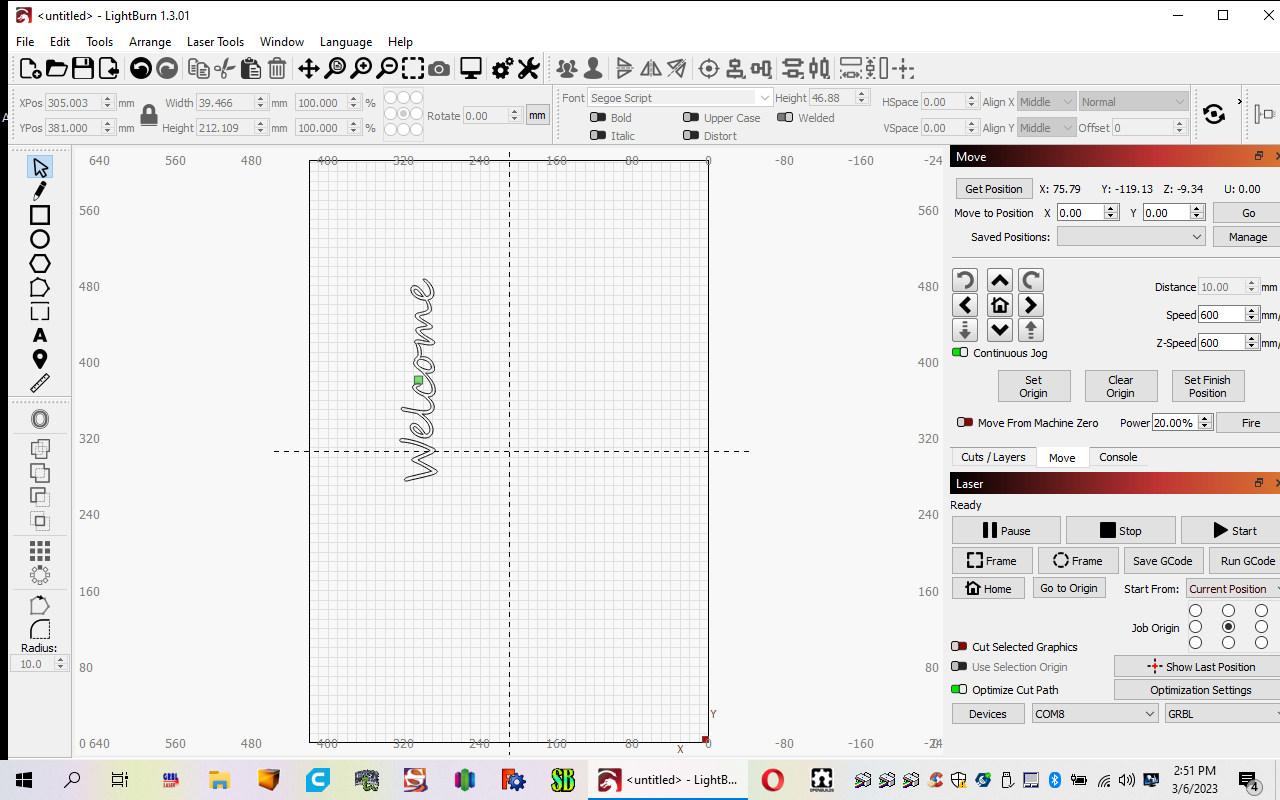
7. Provide a full screenshot of LightBurn with a design showing. Please make sure Move and Laser windows are showing
8. Run these commands in Console and return output. This would be preferable to be done after homing but if homing does not work then it’s fine without:
$I
$$
$#
?
[ $I ] [VER:1.1h.20190825:CUSTOM]
[ $I ] [OPT:V,15,128]
[ $I ] ok
13:53:19] [ $$ ] $0=10 ;Step pulse time, microseconds
[13:53:19] [ $$ ] $1=25 ;Step idle delay, milliseconds
[13:53:19] [ $$ ] $2=0 ;Step pulse invert, mask
[13:53:19] [ $$ ] $3=5 ;Step direction invert, mask
[13:53:19] [ $$ ] $4=0 ;Invert step enable pin, boolean
[13:53:19] [ $$ ] $5=0 ;Invert limit pins, boolean/mask
[13:53:19] [ $$ ] $6=0 ;Invert probe pin, boolean
[13:53:19] [ $$ ] $10=1 ;Status report options, mask
[13:53:19] [ $$ ] $11=0.010 ;Junction deviation, millimeters
[13:53:19] [ $$ ] $12=0.002 ;Arc tolerance, millimeters
[13:53:19] [ $$ ] $13=0 ;Report in inches, boolean
[13:53:19] [ $$ ] $20=0 ;Soft limits enable, boolean
[13:53:19] [ $$ ] $21=1 ;Hard limits enable, boolean
[13:53:19] [ $$ ] $22=1 ;Homing cycle enable, boolean (Grbl) / mask (GrblHAL)
[13:53:19] [ $$ ] $23=0 ;Homing direction invert, mask
[13:53:19] [ $$ ] $24=50.000 ;Homing locate feed rate, mm/min
[13:53:19] [ $$ ] $25=635.000 ;Homing search seek rate, mm/min
[13:53:19] [ $$ ] $26=250 ;Homing switch debounce delay, milliseconds
[13:57:06] [ $# ] [G54:-20.385,145.385,19.298]
[13:57:06] [ $# ] [G55:0.000,0.000,0.000]
[13:57:06] [ $# ] [G56:0.000,0.000,0.000]
[13:57:06] [ $# ] [G57:0.000,0.000,0.000]
[13:57:06] [ $# ] [G58:0.000,0.000,0.000]
[13:57:06] [ $# ] [G59:0.000,0.000,0.000]
[13:57:06] [ $# ] [G28:-156.140,-274.351,-292.864]
[13:57:06] [ $# ] [G30:0.000,0.000,0.000]
[13:57:06] [ $# ] [G92:0.000,0.000,0.000]
[13:57:06] [ $# ] [TLO:0.000]
[13:57:06] [ [ PROBE ] ] Probe move ERROR - probe did not make contact within specified distance
[13:57:06] [ $# ] [PRB:0.000,0.000,0.000:0]
[13:57:06] [ $# ] ok
[13:53:19] [ $$ ] $27=10.000 ;Homing switch pull-off distance, millimeters
[13:53:19] [ $$ ] $30=1000 ;Maximum spindle speed, RPM
[13:53:19] [ $$ ] $31=0 ;Minimum spindle speed, RPM
[13:53:19] [ $$ ] $32=1 ;Laser-mode enable, boolean
[13:53:19] [ $$ ] $100=88.890 ;X-axis steps per millimeter
[13:53:19] [ $$ ] $101=325.000 ;Y-axis steps per millimeter
[13:53:19] [ $$ ] $102=366.670 ;Z-axis steps per millimeter
[13:53:19] [ $$ ] $110=800.000 ;X-axis maximum rate, mm/min
[13:53:19] [ $$ ] $111=800.000 ;Y-axis maximum rate, mm/min
[13:53:19] [ $$ ] $112=800.000 ;Z-axis maximum rate, mm/min
[13:53:19] [ $$ ] $120=50.000 ;X-axis acceleration, mm/sec^2
[13:53:19] [ $$ ] $121=50.000 ;Y-axis acceleration, mm/sec^2
[13:53:19] [ $$ ] $122=50.000 ;Z-axis acceleration, mm/sec^2
[13:53:19] [ $$ ] $130=420.000 ;X-axis maximum travel, millimeters
[13:53:19] [ $$ ] $131=620.000 ;Y-axis maximum travel, millimeters
[13:53:19] [ $$ ] $132=200.000 ;Z-axis maximum travel, millimeters
[13:53:19] [ $$ ] ok
[13:53:43] [ $J=G91 G21 Y1000 F800 ] ok
[13:53:43] [ $G ] [GC:G0 G54 G17 G21 G90 G94 M5 M9 T0 F0 S0]
[13:53:43] [ $G ] ok
[ ? ] <Idle|MPos:-250.579,-355.723,-10.001|FS:0,0>
Thanx for the reply! Posted above all the info. I built my machine myself using generic materials. It is 24 x 36 with a 50 watt spindle head and a 30 watt laser attachment. When I try continuous feed the
head moves about half way across the table and stops, x or y axis. I have soft limits disabled and hard
limits enabled with limit switches. I can’t rely on the machine to jog properly as it tends to switch axis direction at will? When I try to home it only tests the upper z limit switch, one x axis limit and one y axis limit. Usually when I jog the x or y axis with continuous feed enabled the machine moves the same direction for both arrows, won’t reverse. The funny thing is that once I have a gcode file properly configured for Open Builds, LB will run the file perfectly, go figure.
I’m a bit of a novice at LB, but as I understand it, LB doesn’t “run” the code. It can generate g-code, but when passing g-code to a machine, it does not matter where or how the g-code was generated. The machine itself is running the g-code.
Once you have a g-code file, any software that can pass the g-code to your machine will suffice (as long as you don’t run into buffer issues).
This is the likely source of a good portion of your difficulty. You’re running in negative workspace.
Can you confirm if you ran these commands immediately after homing? If not, can you clear the offset, home and then rerun these commands? Clear the G54 offset with G10 L2 P1 X0 Y0. I’d like to understand where that leaves you.
Let’s revisit this after sorting out the negative workspace.
I see this as standard. Can you describe what you’d expect this to do? Homing in GRBL systems only identifies a start point, generally origin. It does not subsequently extend in positive direction to identify dimensions of the machine. Is that what you’re expecting?
You did not include some responses to questions. Can you answer these questions?
4. To which corner of the machine does your machine home?
6. Provide a screenshot of Edit->Device Settings.
You can forego 7. for the time being.


You’ve set Origin to bottom-right. Is this deliberate? I’m going to go out on a limb and assume your machine should be configured for bottom-left as bottom-right would be extremely unusual for your setup and rare in general.
Can you change your origin to bottom-left?
Post that, can follow these steps. You missed it from my previous post.
- Clear G54 offset by issuing in Console:
G10 L2 P1 X0 Y0
$#
?
- Return the output of those commands please.
- I wanted confirmation on expecting homing behavior. What you described seemed normal but you indicated that you were expecting something different. Can you elaborate?
What controller are you using?, When I ran my K40 I used a Mini-GRBL and had no issues at all. My Diode was a cheap one that came with the kit…it worked fine…it was the operator that ran into issues.
Just as a note - we have many resources available to help you get started:
Our YouTube Channel is a great place to start off: LightBurn Software - YouTube
Also, our documentation site is very comprehensive: LightBurn Software Documentation
And of course our Support Forum is very active, and is a great place to get ideas and pro tips from other fellow users (and here you are! )
I run a Lead 1010 with a JTech 7W laser. I had smilar issues when I first started. They were directly related to my USB cable. The way these things communicate, they require a 3ft max usb cable. The impedance on a longer cable affect the logic voltages that the controller and computer are sensitive to.
Hi Bob, I had some similar problems. I too use Open Builds, but fo rmy CnC; then added a laser module. All worked great in OB but Lightburn was a different animal. I had all kinds of directional and homing issues. I can’t actually help you since I just followed directions that the Lightburn pro helped me with. However, it may help to read his instructions. Now I love lightburn! Here’s the link in case you want to give it a try. (Keep in mind, his instructions were for my GRBL settings) Jog movements works correctly on LaserGRBL and OpenBuilds but not Lightburn
Note that I’m the same person on that thread that’s been posting here.
Oops. Thanks
Hi there! Just brand new on the forum, make sure your cell phone is NOT IN close proximity (12" or less) to the USB cable, port on PC or port on the Engraver. The radios in cell phones can interfere with the data transmission quite frequently. There’s very discreet signal flowing in that cable, it’s not shielded sufficiently to mitigate EM field saturation and will generally have less signal to noise which confuses the very rudimentary data acquisition at the PC. It has no error checking safeguard or none that are effective in this case. It’s happened to me on on multiple platforms and software applications. It’s akin to being tasered while trying to write a stream of numbers on a sheet of paper. You are interrupted due to an external interference and all goes haywire. Any radio device can affect on similar ways, especially cell phones since they don’t just send a single burst, but a barrage of intermittent full-duplex blaring energy episodes while working in normal operation, even if you’re not talking or texting. Good ![]() luck!!!
luck!!!