My GRBL chinese self assembled cnc/laser machine works with LaserGRBL and OpenBuilds software with no issue. But in Lightburn when I press movement arrows the x axis only travel right (+) UNLESS I’m homing; Then it works perfectly every time. Another symptom, it will travel fine for 100mm repeatedly, then suddenly takes off until it crashes! It’s done this on both the X and Y axis.
I’ve seen similar issue addressed in this forum…damaged cables, reversed cables, etc but nothing identical to my situation. Any ideas will be appreciated.
To what corner does your machine home?
Can you provide the following?
- After homing, run these commands in Console:
$I
$$
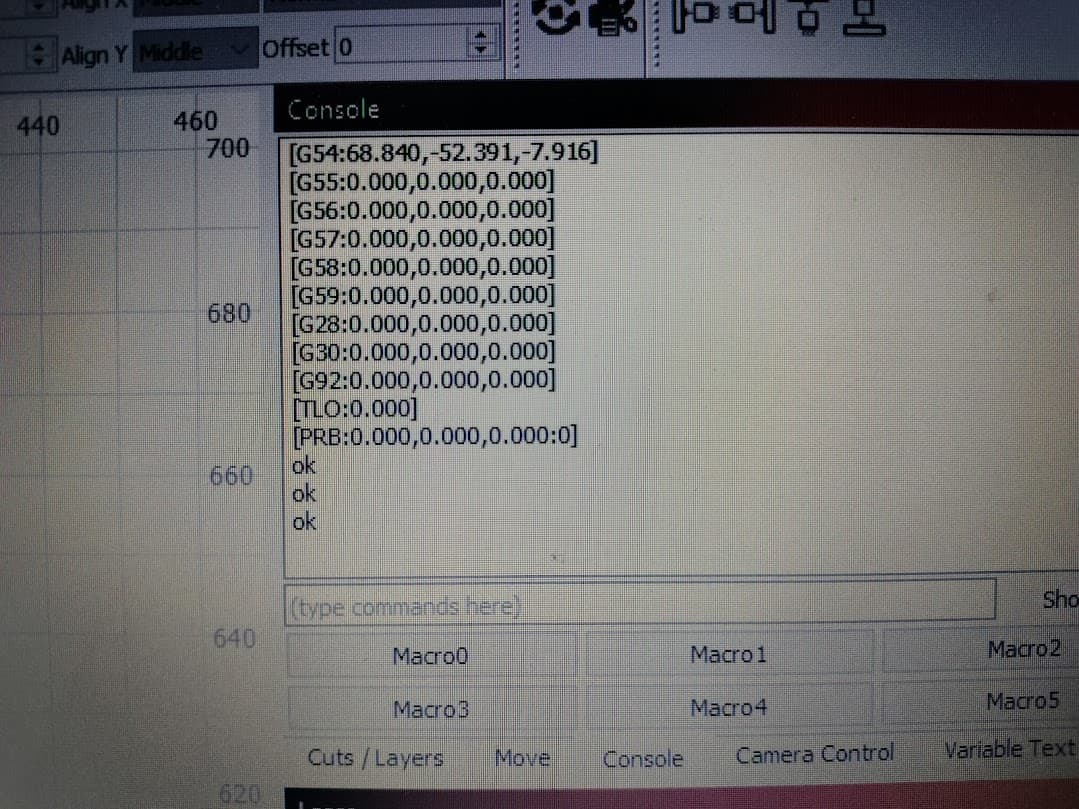
$#
?
- Screenshot of Edit->Device Settings
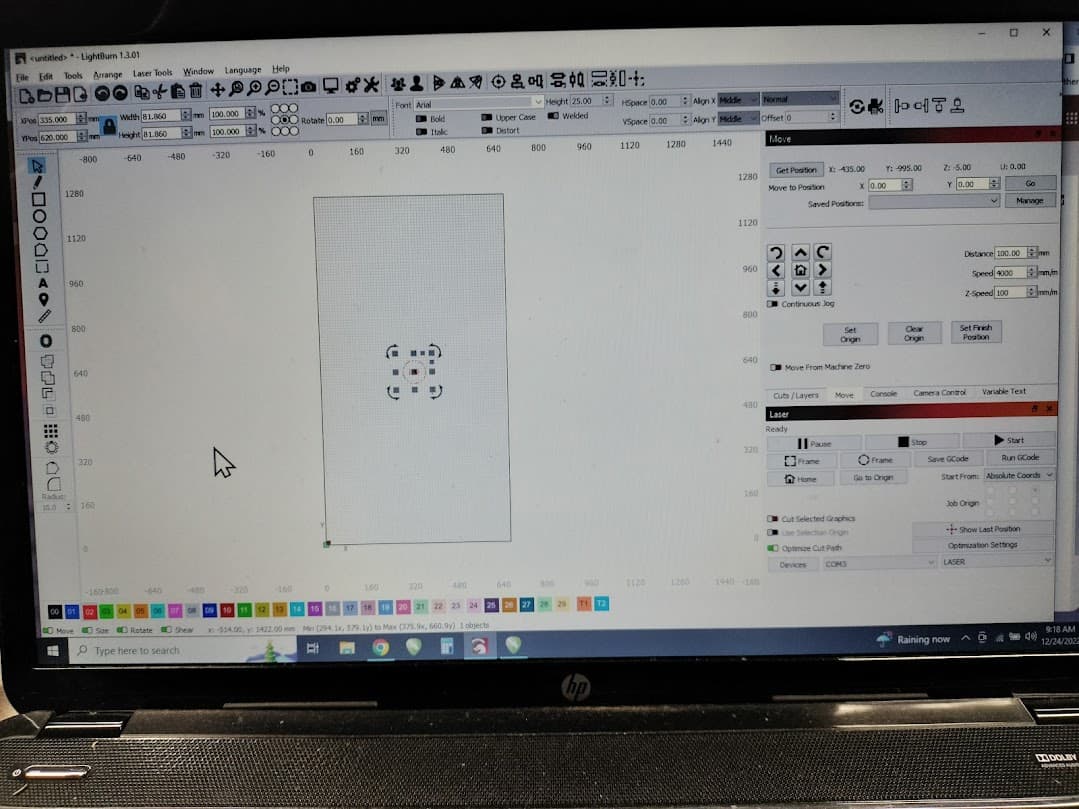
- Full screenshot of LightBurn with a design loaded and Move and Laser windows showing
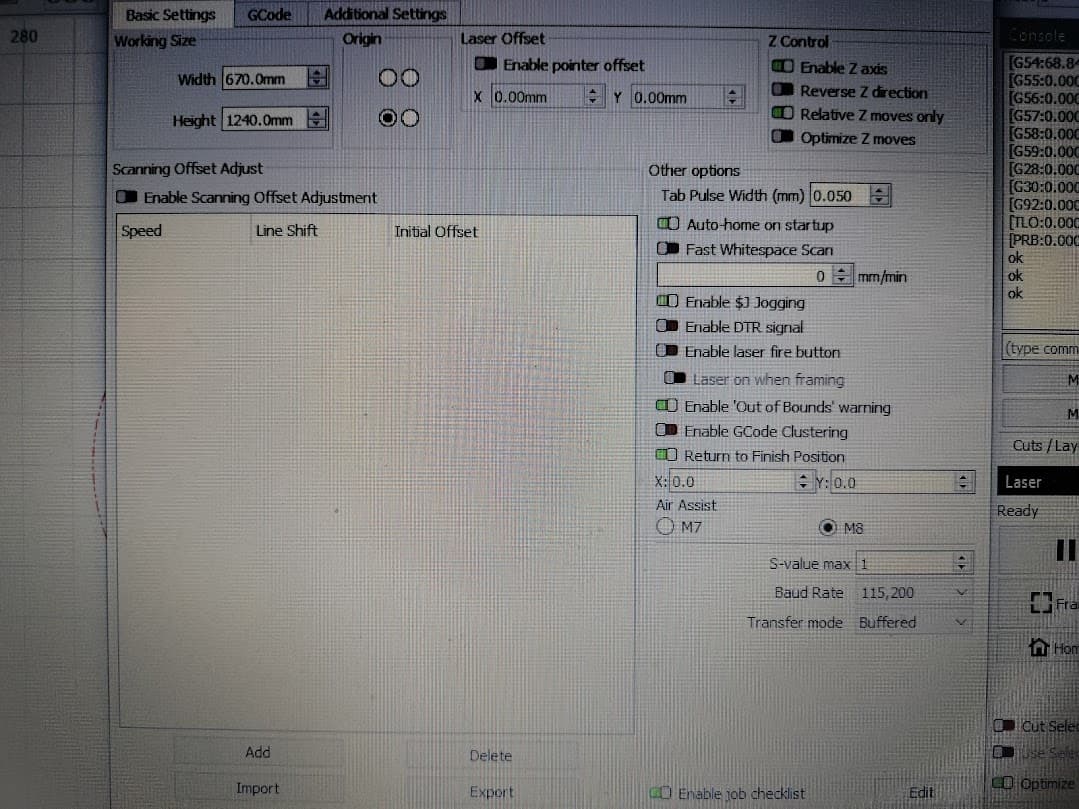
You’ve missed some of these commands. However, I can see from one of the screenshots that you have an offset configured. Is that deliberate?
Let’s remove the offset and then I’ll have you rerun some commands. Can you run these commands in Console. Then I’ll need you to copy/paste the output of these commands in a reply.
G10 L2 P1 X0 Y0
$H
$I
$$
$#
?
Enter each of those commands one at a time. The second command will home the machine so be prepared for it.
[quote=“berainlb, post:4, topic:86078”]
$
[/quote]Here Goes:
G10 L2 P1 X0 Y0
ok
$H
ok
ok
$I
[VER:1.1g.20181112:CUSTOM]
[OPT:V,15,128]
Target buffer size found
ok
ok
$$
$0=10
$1=255
$2=0
$3=3
$4=0
$5=0
$6=0
$10=1
$11=0.020
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=3
$24=100.000
$25=2000.000
$26=250
$27=5.000
$30=1
$31=10000
$32=1
$100=199.840
$101=199.747
$102=198.109
$110=4000.000
$111=4000.000
$112=400.000
$120=100.000
$121=100.000
$122=100.000
$130=640.000
$131=1200.000
$132=95.000
ok
[G54:0.000,0.000,-7.916]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
<Idle|MPos:-634.998,-1195.002,-5.002|FS:0,0|Pn:R|WCO:0.000,0.000,-7.916>
ok
Merry Christmas
Your machine is setup from factory as a negative workspace system. We’ll need to account for that.
However, you also have some conflicting measurements:
This implies that you have a 640x1200 work area. However, your settings in Device Settings indicate 670x1240. What’s the truth?
These values are completely off. Did you change these or compile GRBL yourself? Do you recall what the original value for $30 was?
If not, may be best to reset values…
Hello, I can see what you mean. When I set up my distances I used a template and all worked fine with the cnc. However, then I added a Laser on the side I change some figures to compensate for the size of laser. Then when I use lightburn I must have changed something that affected it also. Also, I must have fowled up the distances. Added to this, I must have messed up some other settings. But I don’t remember messing with $30. So, yes, in a manner I compiled it myself.
I think I’ll wipe it clean and double check everything; perhaps set the home in the normal upper right, try it then make any changes I want after it works. Thanks for your time, Happy new year.
Hi, Good news. I found the solution in another Lightburn thread. Thanks for your input, I’ve learned a lot in the process. Here’s the link for the solution: Jog buttons only move one direction
That’s a workaround for the other issues that’s actually causing the problem. The core problem is that your area is not properly defined and the laser doesn’t know where it is.
$J should work if it was setup properly.
In any case, if that works for you then you’re good.
Note that the issue with $30, $31 are serious and will likely give you unworkable power control.
I see your point. No, I don’t want to settle for ‘if it works for you…’ I want to do it right. Per your comment above, are you saying all I have to do is make the device settings and work area numbers agree, I can then jog correctly- with the $j switch toggled on, etc? I fixed the disagreement in ‘device settings’ size and $130 and $131. They now agree, yet when $j is on and ‘jog continuous’ is switched, and it is back to not working correctly. Am I missing some other instruction?
Yes. I believe you may also need homing working and soft limits enabled ($20=1).
Nope, didn’t work. I already had it set at 1.
$$
$0=10
$1=255
$2=0
$3=3
$4=0
$5=0
$6=0
$10=1
$11=0.020
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=3
$24=100.000
$25=1500.000
$26=250
$27=5.000
$30=1000
$31=10000
$32=1
$100=199.840
$101=199.747
$102=198.109
$110=4000.000
$111=4000.000
$112=400.000
$120=100.000
$121=100.000
$122=100.000
$130=640.000
$131=1200.000
$132=95.000
ok
error:15
Jog target exceeds machine travel. Command ignored.
ok
<Idle|MPos:-634.998,-1195.002,-5.002|FS:0,0|Pn:R>
ok
You’re in negative workspace.
Let’s set a work offset to account for this:
G10 L2 P1 X-640 Y-1200
$10=0
$H
?
Can you run those commands one at a time? Then return output? It should leave you at lower-left and position reporting as 0,0. Note that the 3rd command will home the laser so be aware.
[quote=“berainlb, post:13, topic:86078”]
G10 L2 P1 X-640 Y-1200
[/quote]G10 L2 P1 X-640 Y-1200
ok
ok
$10=0
ok
$H
ok
?
<Idle|WPos:5.002,4.998,2.914|FS:0,0|Pn:R|WCO:-640.000,-1200.000,-7.916>
ok
I first turned on the settings in device settings $J also set continuous in movement
Looks like same result:
G10 L2 P1 X-640 Y-1200
ok
$10=0
ok
$H
ok
?
<Idle|WPos:5.002,4.998,2.914|FS:0,0|Pn:R|WCO:-640.000,-1200.000,-7.916>
ok
I think it’s working OK now!!! I almost can’t believe it. Did that simply create a work spot (offset) in lower left? But it didn’t return the 0.0.0 numerical result.; that’s what I was looking for. Any insights into this? Thank you
I assume your machine is expecting origin to be at top-right which is putting the whole machine in negative workspace. By creating the work offset it sets the lower-left as “0,0”. Looks like it’s off by a little bit, probably due to pull-off or inconsistent homing.
We can refine that. Run in Console:
G10 L2 P1 X-634.998 Y-1195.002 Z0
$H
?
Does that leave you closer to 0,0?
I’ve zeroed out the Z axis as that’s typically not offset but you can adjust as you see fit.
I’ll try your recalibration in the morning when I get back to the shop. Question: why didn’t it work to invert the $2 x and $3 y directions? By the way, When I tried to duplicate the process you gave me it didn’t behave right when engraving. It gave me an error message. I don’t know if I was just tired or I got mixed up about the proper sequence. Might your G10 process formula help this?
I didn’t realize you had tried that. That will change motion direction but it won’t position.
Under what circumstances were you trying to duplicate the process? Sequence is really irrelevant once the configuration has been made. The work offset is a generalized fix and all laser operations should work as normal. By the way, this is a persistent fix so you shouldn’t need to have to redo this unless your machine is pulling double duty as a CNC device.
Last thing first:
“Under what circumstances were you trying to duplicate the process?”
I went to my “double duty” cnc to see if it would continue to jog, then back again. Yep, my new laser is attached to cnc. But I did make sure I did the $ switch back and forth from ‘spindle’ (actually a router). Does this mean I’ll have to run a macro with the process?
Here are the results of your new G instructions:
G10 L2 P1 X-634.998 Y-1195.002 Z0
ok
$H
ok
?
<Idle|WPos:0.000,0.000,-5.002|FS:0,0|Pn:R|WCO:-634.998,-1195.002,0.000>
ok
BTW I did $$ again and the reaponse was all in red. Is this relevant?
$$
$0=10
$1=255
$2=0
$3=3
$4=0
$5=0
$6=0
$10=0
$11=0.020
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=3
$24=100.000
$25=1500.000
$26=250
$27=5.000
$30=1000
$31=10000
$32=1
$100=199.840
$101=199.747
$102=198.109
$110=4000.000
$111=4000.000
$112=400.000
$120=100.000
$121=100.000
$122=100.000
$130=640.000
$131=1200.000
$132=95.000
ok
Then I redid your former G commands and this is what I came up with:
G10 L2 P1 X0 Y0
ok
$H
ok
$I
[VER:1.1g.20181112:LEADMACHINE1010]
[OPT:V,15,128]
Target buffer size found
ok
$$
$0=10
$1=255
$2=0
$3=3
$4=0
$5=0
$6=0
$10=0
$11=0.020
$12=0.002
$13=0
$20=1
$21=1
$22=1
$23=3
$24=100.000
$25=1500.000
$26=250
$27=5.000
$30=1000
$31=10000
$32=1
$100=199.840
$101=199.747
$102=198.109
$110=4000.000
$111=4000.000
$112=400.000
$120=100.000
$121=100.000
$122=100.000
$130=640.000
$131=1200.000
$132=95.000
ok
$#
[G54:0.000,0.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
?
<Idle|WPos:-634.998,-1195.002,-5.002|FS:0,0|Pn:R|WCO:0.000,0.000,0.000>
ok
Now it won’t jog normal again!