I have a fox alien mauster pro and I am trying to use the spindle with millmage.
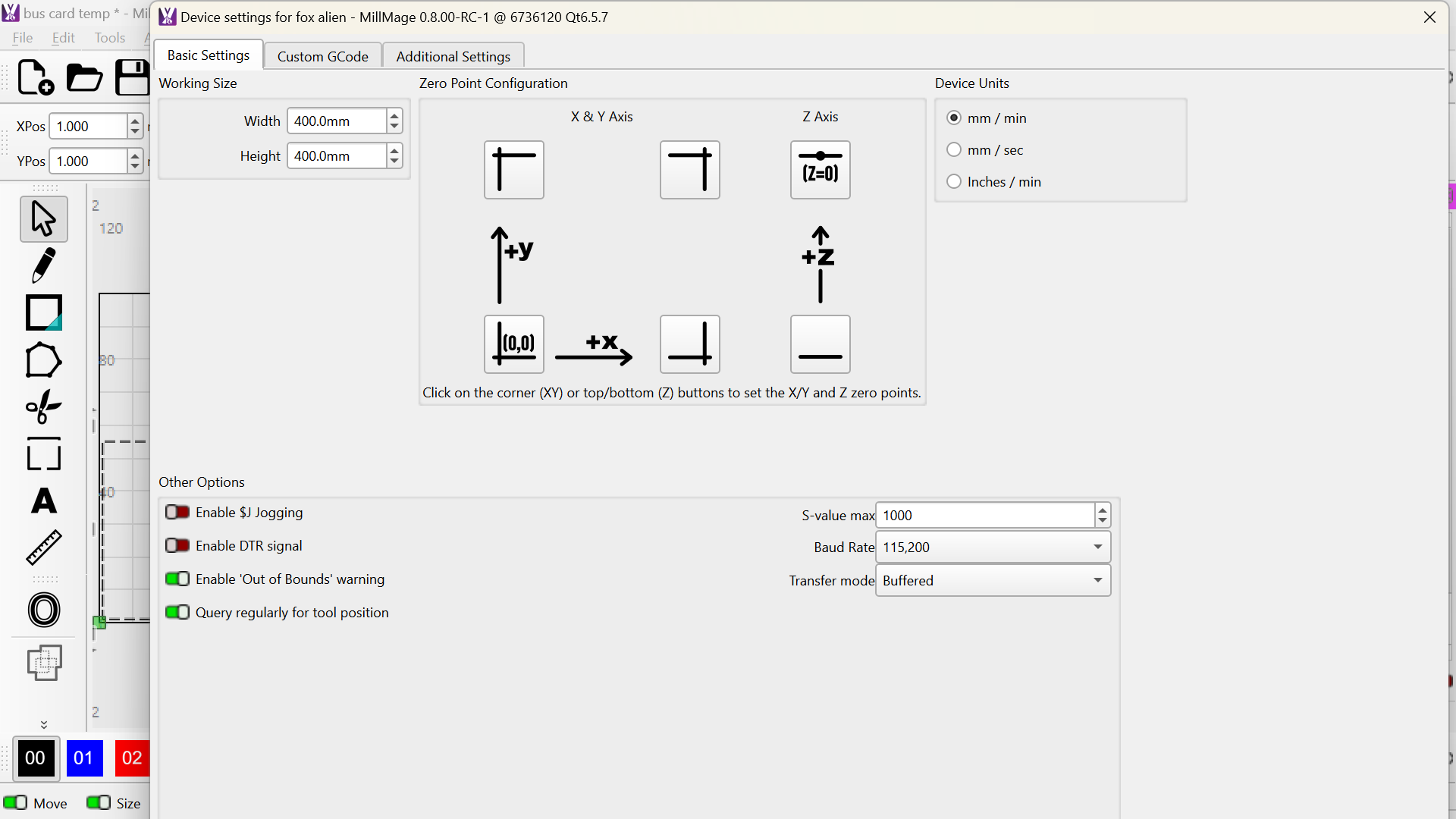
I set up the front left corner as home but when I hit home it send the machine to the back left corner and slams in to the limit switches.
I have had this problem before in light burn I would just use current position, but I don’t see that open in MM. Also when I try to go back in a set up home again I can’t see the bottom of the screen to know if I am clicking ok or cancel or what ever else might be down there.
I I don’t use the spindle much in general mostly because I am not really that good with all the different software’s, they all have subscriptions that the trails are short but I am just doing all this for fun or gifts for people. But I make a lot of tumblers with the laser.
So MM is going to be great for me since it is set up much like lightburn which I am familiar with enough to get things done but I can’t use my normal cheat methods.
This is what I get in lightburn
If I type $H it goes to the front left corner
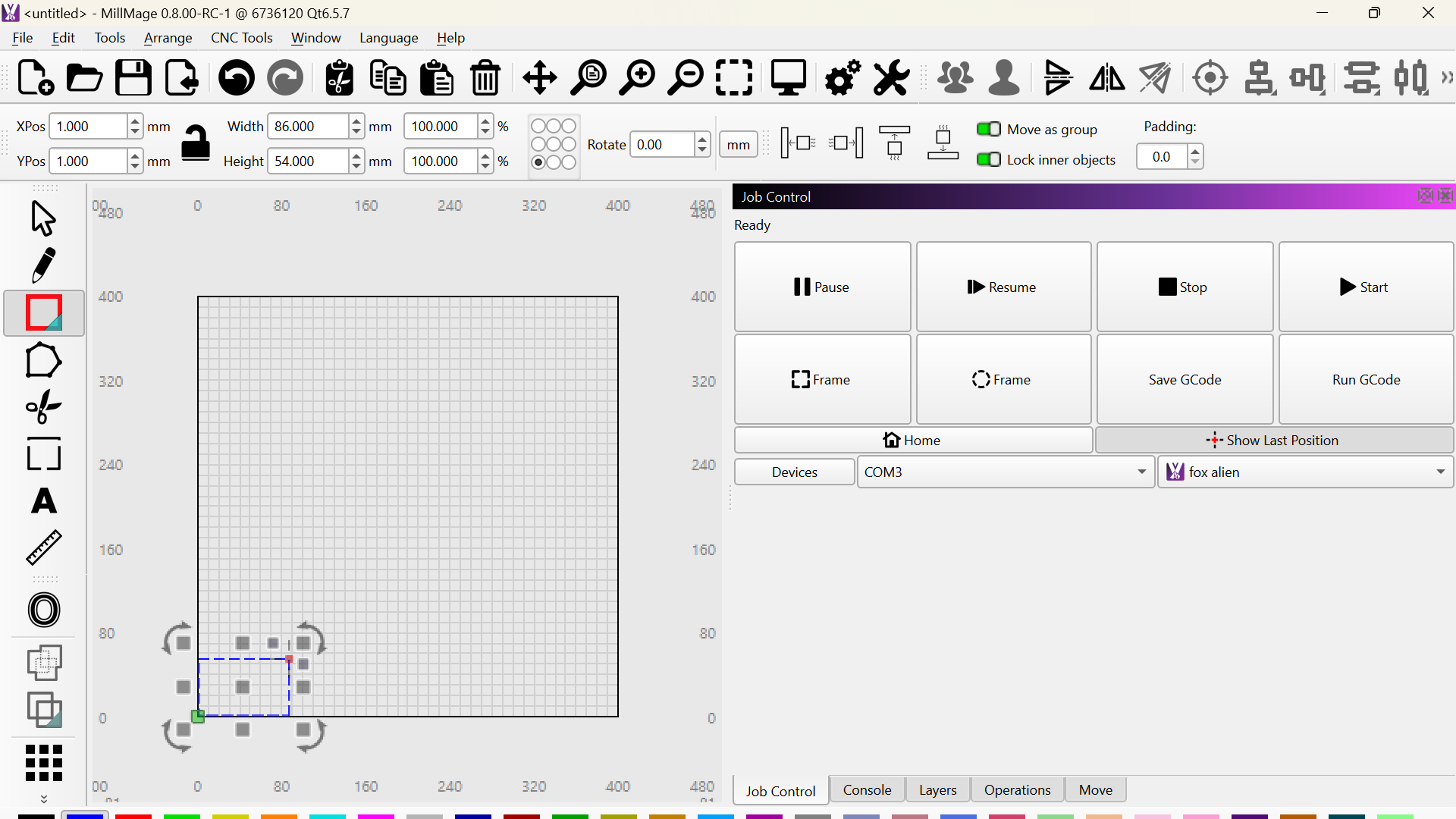
It can’t be both. I suspect the front-left is the correct Home position. The Home buttons in the Job Control and Move windows simply send a $H to the controller and wait for it to finish. MillMage has nothing else to do with the Home cycle. If it does not perform the Home cycle, that is a mechanical, or possibly a coordinate system Origin, issue.
Please the machine Homes reliably, then let us know if there are any other issues.
I’m sorry I was hot and hungry when I was typing deleting copy and paste and cut and pasting this things together. The part you highlighted up to was supposed to say when I got frame it send it to the back left corner and slams in to the limit switches. My machine home is the front left corner just using the on board controller
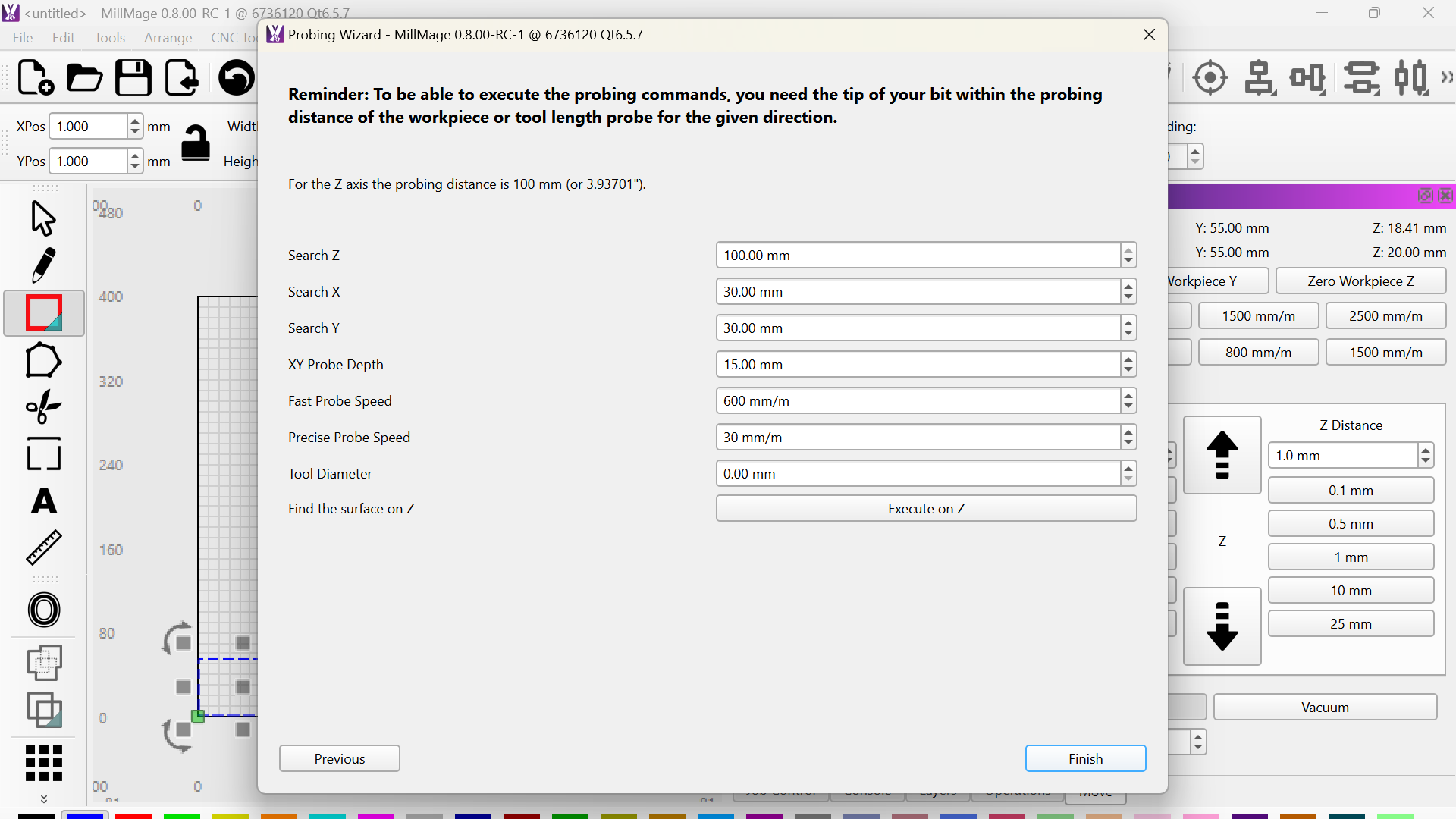
I am fed and it is hasn’t got hot yet this morning so I started over from the beginning. I got the machine to home correctly and frame correctly. I set the z prob block height (15mm) the spindle came down and touched the block 2X and I hit start the spindle moved
down and the job commenced but bit is sitting 15mm off of the work piece. I let the job run its course and it finished and stopped in the opposite corner of where is stated( I just did a small rectangle) how do I make it return to the start position of the job? also how come I can’t see the whole screen
Anyone have any thoughts on why the bit isn’t going all the way down to the work piece when I run the job. I tried to do a work around and just not use the block but the didn’t work. I watched a video of a guy setting up his z probe it was a different style but the same concept (alligator clip and block) I thought I did exactly what he did but it didn’t work I am sure I have done something wrong just can’t seem to figure out what it is. I don’t know about the technical stuff of these machines or the coding that goes along with it
Do not know if this will help, but there was a conversation that said 3-axis touch probe was not implemented yet, so you selected the Zaxis only option. Not sure if I remember accurately. I do not have the probe on my CNC (just don’t trust it), so I cannot test anything for you.
I use an old CNC machinist’s trick. Put the tool in the collet just tight enough that it don’t fall out. Then Jog down until it touches, pushing the tool up into the collet slightly. Click on Set Zero for the Zaxis. Then retract and finish tightening the collet.
You now have the tool tip zero at the top surface of the part. No adjusting, calculating, or fiddling required!
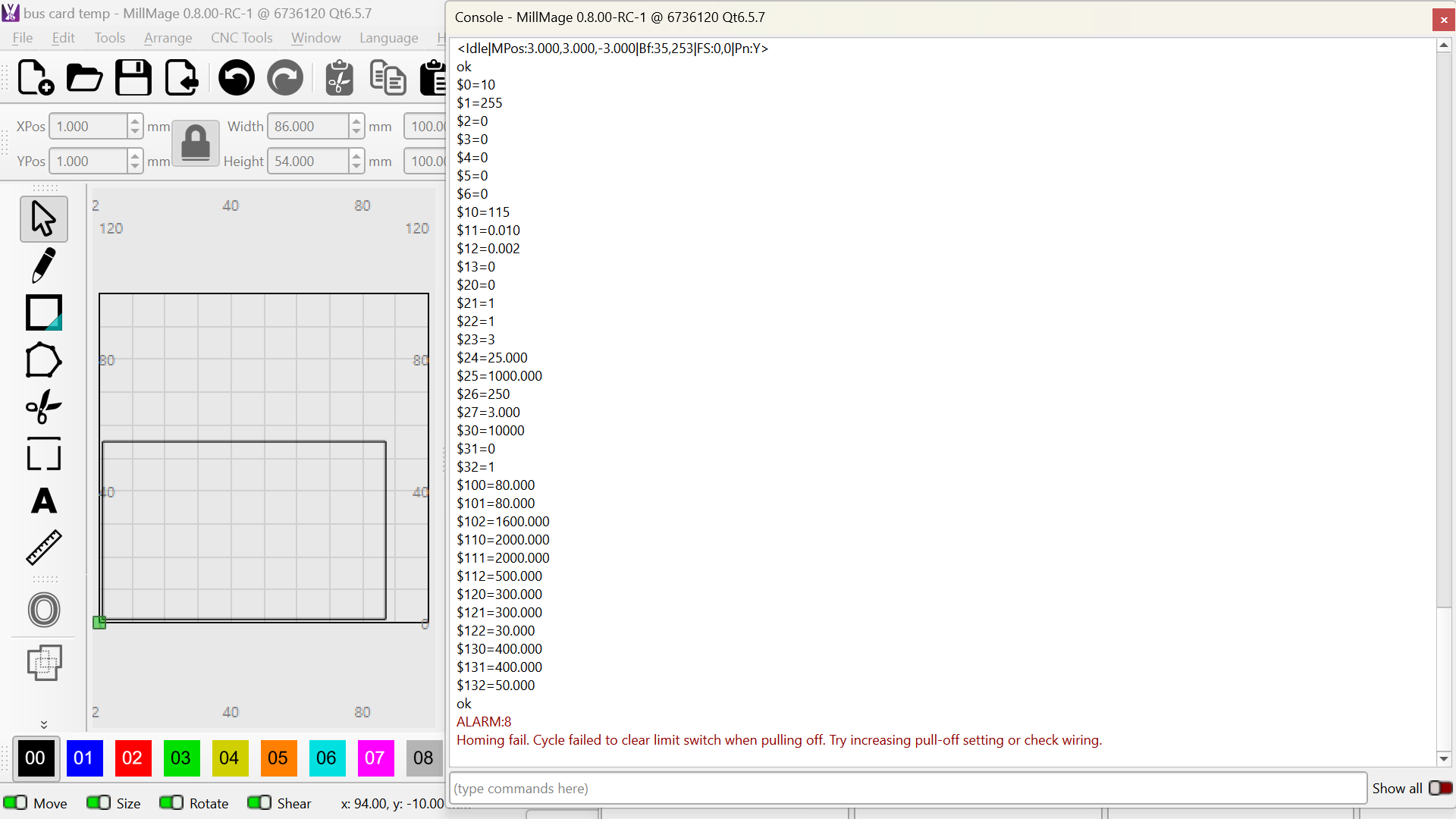
So I got the Z axis figured out thanks for the tip it is faster than the probe, I am still having trouble with the homing. When I home I am getting X-397 Y-397 Z-3.00 I found this post from a couple of years ago and he has a fix but when I see the word “Reset” that make my anxiety go through the roof, it could be worse and I have no idea how to go back to where it is now if it is.
I got the same as above -397-397-3 my $10=115
I don’t know what that represents. You said work coordinates instead of machine I don’t know what that means either
Ok, Try entering G10 L2 P1 X397 Y397 Z3, then Home the machine. You should get all zeros, or something very close. If that does not make it work, the $RST=# thing will cancel it out.
Not that important. Your 115 translated to a 3 for GRBL, but I have no idea what the rest of the number is for.
I am running a job with metal business cards in Lightburn right this second as soon as it finishes I will input your new data and report back. I am a excavation contractor, I use this machine to make stuff to give to clients and for friends and family. My uncle tells me I should get out there and get after it and just order stuff from a professional it would be cheaper in the time at work vs the time tinkering and he is 100% right but I like learning new things and some of my contractor friends want inappropriate things that yeti or some screen printing shops wouldn’t do ( I screen print my own t shirts also) All this code stuff is above my head, I appreciate you taking the time.
I love it! It ias all about keeping the customers happy.
And I appreciate you sticking with it. Although I am not getting paid, I still consider you my customer. My motto for years has been, “If you are not satisfied, it is because I am not done.” I guess that could be applied to another situation too.
I could put that on a T-shirt for you! You design it of course.
I did it in light burn and got zeros, I haven’t tried it millmage yet but I will tomorrow when I get home from playing in the dirt. Will my machine forever know where home is or will I need to do it every time if so could I set it up in the macros?