I am having the same issue but the replies to this earlier post has been closed? Can the reply be reposted?
“I have updated to the latest lightburn but now my machine home’s in Y axis fine but not X if it hits Y first it stops and says its home when it clearly is not
its a K40 with mini gerbil board using stock gerbil settings any help would be great”
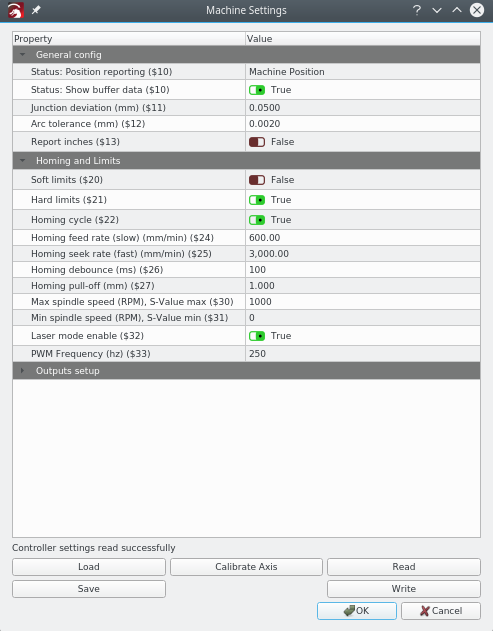
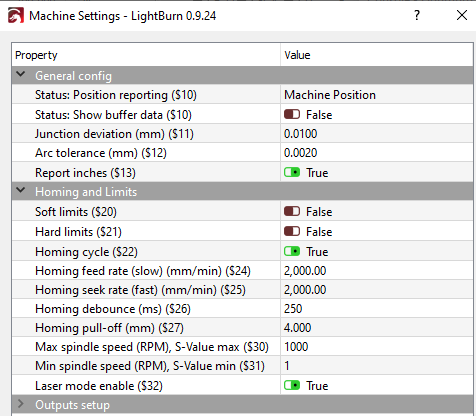
Do you have a copy from your $$ list?
It sounds like your machine profile is wrong. Post your settings here and I will try to compare them with mine.
Where are your X0 and your Y0? -Top left?
Thank you for your help. I am new to this forum. I have uploaded what I believe to be the $ List. I have also pasted the console info. My home position is in the upper right corner.
Waiting for connection…
Waiting for connection…
Waiting for connection…
Grbl 1.1f [’$’ for help]
ok
[VER:1.1f.20190214:]
[OEM:Awesome.tech . MiniGerbil:]
[SER:0x000007.Date:20190214:]
[OPT:VMZL,15,254]
Target buffer size found
ok
Homing
ok
$0=10
$1=255
$2=0
$3=1
$4=0
$5=1
$6=0
$7=0
(ATC M6, pulse/ff)
$8=100
(ATC Tool Td, milliseconds)
$9=100
(ATC M6 Td, milliseconds)
$10=1
$11=0.010
$12=0.002
$13=1
$19=0
(Softstart, milliseconds)
$20=0
$21=0
$22=1
$23=3
$24=2000.000
$25=2000.000
$26=250
$27=4.000
$28=5
(Spindle freq. 0 to 15)
$30=1000
$31=1
$32=1
$100=157.000
(x:stp/mm)
$101=157.000
(y:stp/mm)
$102=160.000
(z:stp/mm)
$103=160.000
(a:stp/mm)
$104=160.000
(b:stp/mm)
$110=12000.000
(x:mm/min)
$111=5000.000
(y:mm/min)
$112=5000.000
(z:mm/min)
$113=5000.000
(a:mm/min)
$114=5000.000
(b:mm/min)
$120=8000.000
(x:mm/s^2)
$121=3000.000
(y:mm/s^2)
$122=3000.000
(z:mm/s^2)
$123=3000.000
(a:mm/s^2)
$124=3000.000
(b:mm/s^2)
$130=320.000
(x:mm max)
$131=230.000
(y:mm max)
$132=200.000
(z:mm max)
$133=200.000
(a:mm max)
$134=200.000
(b:mm max)
ok
Couldn’t you try to put your “home” to the top-left?
Both the red and the green dot are in this position on my machine.
This is the “original” basic setting from AwesomeTech that I have always used without the slightest hassle.
Your $$ is pretty much the same as mine, I have a little more conservative max speed of X ($ 110 = 6000) but that has nothing to do with your problem.
Now try to change your home position.
No luck. I believe I am going to send this board back to awsometech and buy the Cohesion3D LaserBoard. Appears to be a much better board with a whole lot less troubles?
Try writing an email to AwesomeTech, they have usually been very helpful.
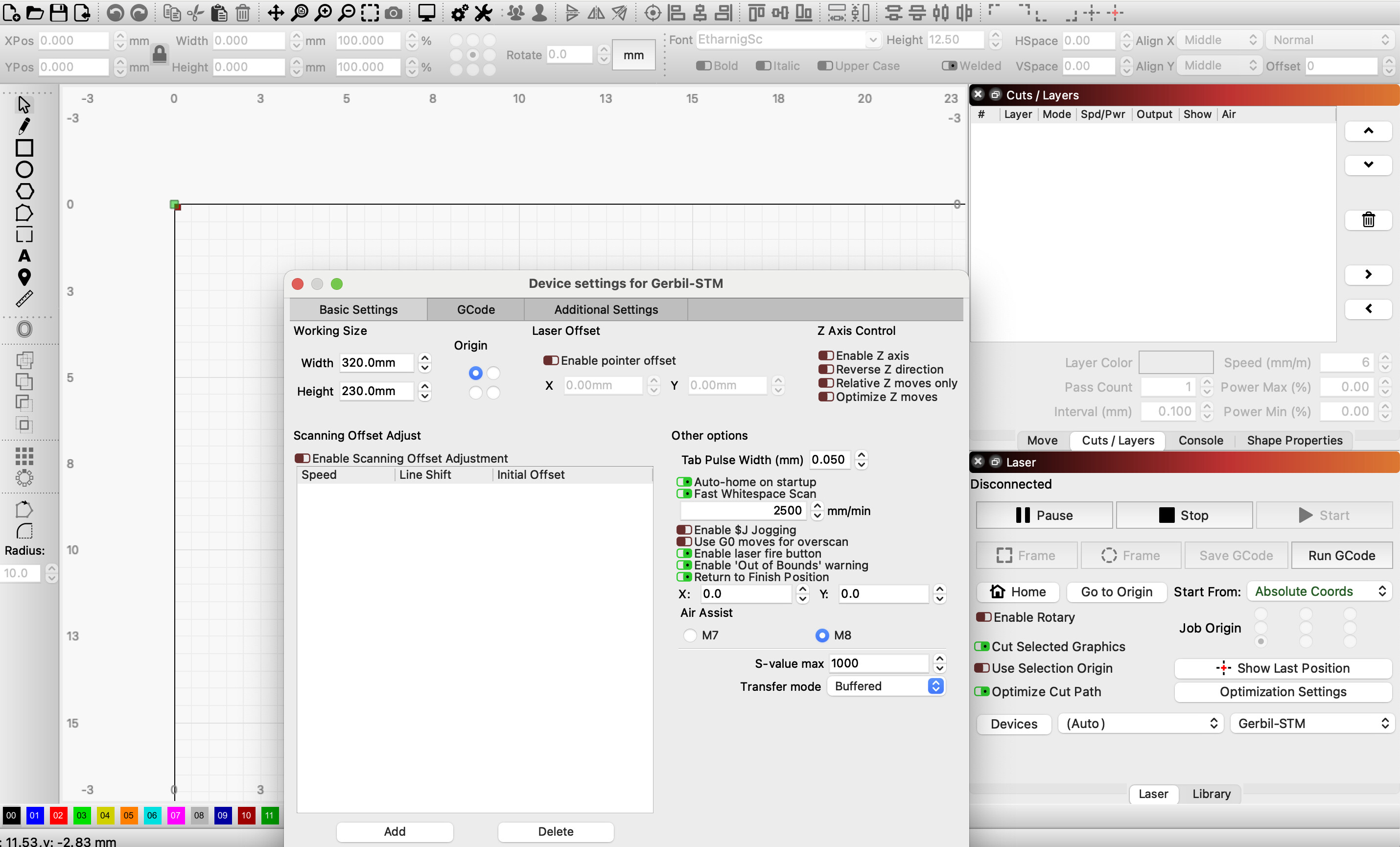
By the way, which gerbil profile do you use?
This is what I used.
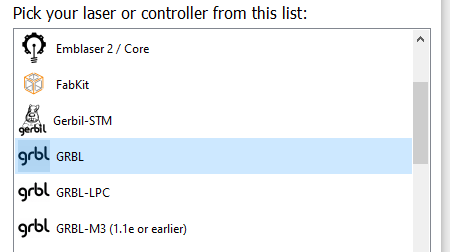
For aK40 with Mini-Gerbil it should be STM
I switched it to STM and I am still getting the same results.
I’m sorry to hear that. You have chosen both STM and top left?
Yes. It Homes correctly on start up shut down and restart. But, if I load a drawing and then choose to frame it, the laser head moves around in the top left corner and then rehomes itself about five inches to the right of the original home position. The laser head makes the same movements no matter where I move the design on the palette.
One way to test your limit switches is this:
issue $$ and note what $10 is set to( $10=1 from above)
Set $10=19
Move laser away from limit switches and issue ? command and notice no limit switches shown:
?
<Idle|MPos:1.000,1.000,0.000|Bf:35,254|FS:0,0>
Hold down the Y limit switch and issue the ? command and notice limit switch Y indicated:
?
<Idle|MPos:1.000,1.000,0.000|Bf:35,254|FS:0,0|Pn:Y>
Repeat for X axis.
Set your $10 back($10=1) to what it was before changing to $10=19.
With $22=1, your machine should home to the limit switches when you power on the machine and my 0,0 position of the K40 is left/rear corner(closest to the mirror #1 ).
This is what I got when entering the given commands. My responses differ from yours. I still have the same problem with the laser.
$10=19
ok
$
[HLP:$$ $# $G $I $N $x=val $Nx=line $J=line $SLP $C $X $H ~ ! ? ctrl-x]
ok
$
[HLP:$$ $# $G $I $N $x=val $Nx=line $J=line $SLP $C $X $H ~ ! ? ctrl-x]
ok
$
[HLP:$$ $# $G $I $N $x=val $Nx=line $J=line $SLP $C $X $H ~ ! ? ctrl-x]
ok
$10=1
Sorry, I mixed commands… the ? command should show you your triggered limit switch…
besides showing you that the limit switches are working, does your machine automatically go to the homing switches when you power it on?
Here is what I get:
[VER:1.1f.20190214:]
[OEM:Awesome.tech . MiniGerbil:]
[SER:0x000007.Date:20190214:]
[OPT:VMZL,15,254]
Target buffer size found
ok
Homing
ok
$$
$0=10
$1=255
$2=0
$3=1
$4=0
$5=1
$6=0
$7=0
(ATC M6, pulse/ff)
$8=100
(ATC Tool Td, milliseconds)
$9=100
(ATC M6 Td, milliseconds)
$10=1
$11=0.010
$12=0.002
$13=1
$19=0
(Softstart, milliseconds)
$20=0
$21=0
$22=1
$23=3
$24=2000.000
$25=2000.000
$26=250
$27=4.000
$28=5
(Spindle freq. 0 to 15)
$30=1000
$31=1
$32=1
$100=157.000
(x:stp/mm)
$101=157.000
(y:stp/mm)
$102=160.000
(z:stp/mm)
$103=160.000
(a:stp/mm)
$104=160.000
(b:stp/mm)
$110=12000.000
(x:mm/min)
$111=5000.000
(y:mm/min)
$112=5000.000
(z:mm/min)
$113=5000.000
(a:mm/min)
$114=5000.000
(b:mm/min)
$120=8000.000
(x:mm/s^2)
$121=3000.000
(y:mm/s^2)
$122=3000.000
(z:mm/s^2)
$123=3000.000
(a:mm/s^2)
$124=3000.000
(b:mm/s^2)
$130=320.000
(x:mm max)
$131=230.000
(y:mm max)
$132=200.000
(z:mm max)
$133=200.000
(a:mm max)
$134=200.000
(b:mm max)
ok
$10=19
ok
?
<Idle|MPos:0.0000,0.0000,0.0000,0.0000,0.0000|Bf:15,253|FS:0.0,0|WCO:0.0000,0.0000,0.0000,0.0000,0.0000>
ok
?
<Idle|MPos:0.0000,0.0000,0.0000,0.0000,0.0000|Bf:15,253|FS:0.0,0|Pn:XYZAB|Ov:100,100,100|A:S>
ok
?
<Idle|MPos:0.0000,0.0000,0.0000,0.0000,0.0000|Bf:15,253|FS:0.0,0|Pn:XZAB>
ok
$10=1
ok
This is like flicking the light switch on the wall and looking to see if a light turns on or off…
Doesn’t the results you got seem to show you that your X axis limit switch is not working? In both cases when you manually trigger only one limit switch, the X axis value does not change.
I tested the x limit switch at the plug to the mini gerbil and it tested out good with a meter?
ok then if that is the case then for some reason GRBL is not recognizing the X axis limit switch trigger. Would not agree or disagree since you have been the one testing “the light switches” here.