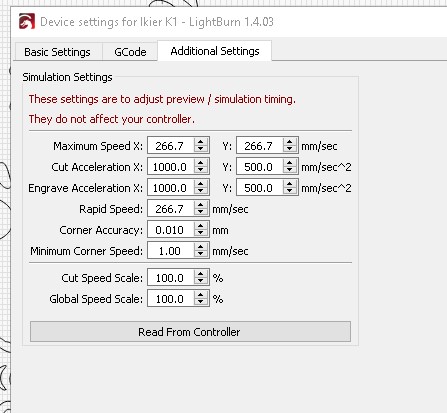
My Ikier laser has a motorized Z axis. When I click the normal home button in LB it will home all 3 axis which messes up my focus height. Is there an option somewhere that I’m missing that toggles on/off Z axis homing? It could be right in front of me, but I’ve looked thru all of the options and didn’t see it.
I’m homing at startup, and then again if I move the laser head by hand (or crash into a clamp). My other related problem is that when I use the auto-focus macro, it automatically re-zeros X0 & Y0 in LB wherever I perform it. But then when I would re-home, I would loose that focus height.
I may not be using the best, most efficient workflow for this. I’ve only had my laser for a short time.
I stumbled over that myself. Don’t worry about the re-zero after focus. Just keep rolling. It works perfectly fine.
I have auto-home on startup enabled and use absolute coord.
I do NOT use the crosshair pointer.
I NEVER move the laser by hand during a session.
Optimize Z and Relative Z moves are ENabled.
I have finish position set to the rear right corner.
Do NOT use “set origin”. Clear it if you ever did.
Turn on and connect laser (it homes x/y/z)
Place material.
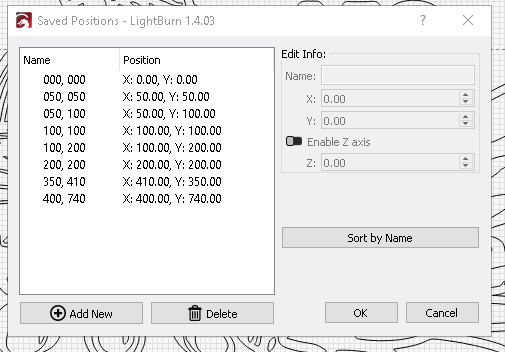
Jog to focus position using move controls (I have multiple saved positions for this, much faster.).
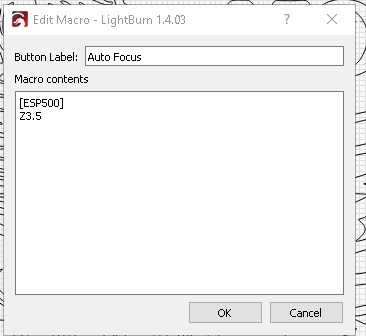
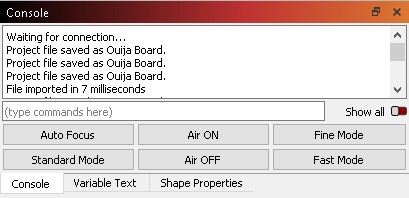
Use autofocus macro.
Frame to confirm. Adjust material and repeat frame as necessary.
Thanks for sharing, I’ll give that a try. I thought I remembered my 0,0 getting messed up after auto-focus but maybe it really wasn’t.
I made a fence that runs along X0 and Y0 so I can quickly and easily slide my material right up to 0,0. Using absolute has been working well as long as I am homed.
I agree, the cross hair is not accurate enough to be helpful.
Liberal use of Z offset and a custom focus macro that cheats up a few mm (I go up 3.5mm, which creates about 12mm gap above the workpiece and also happens to be an ideal dot for shallow engraving on wood) allows traversing over fixtures/clamping hardware.
Upon starting a job, with a Z offset set in the cut layer, the head moves down from my custom focus position after positioning X&Y, burns the job, then move the head back up to the “custom focus” height before moving X&Y to finish position. It’s actually pretty trick.
The powered Z on this machine is by FAR my favorite feature.
Can you show us all the macros for Z offset you use?
I have tried to set some “Saved position” in the “Move” window, but Z axis can only have positive number and so it just lift up the head.
Shall I set “Reversed Z direction”?
I can’t remember those details. Give me a couple hours. Once I get home from work, I’ll check.
I remember trying some Z moves with the saved positions, but for some reason it didn’t work the way I wanted, I think all my saved positions are sans Z now.
You want the up/down arrows in the move window to match actual motion. Ie, up arrow moves the head up. I can’t remember if I had to reverse the direction in settings or not.
Saved position are absolute coordinates, not relative, so all value are positive. If you "get position"after auto focusing, you’ll probably see Z sitting at 3.5 (that’s where mine goes )…which doesn’t correlate to anything meaningful. I would prefer that to be either zero or 8 (default focus height), but I don’t know how to change it. Anyway, if you were to save position with Z=0, it would move down 3.5 (for my machine). Ultimately, it doesn’t matter that much since I use Z in relative and seldom look at absolute position for Z.
I spent some time with the laser over the weekend and can report that the auto-focus does reset the X0/Y0, even though I am using absolute coord. I must have something setup different.
I did create a ‘home X/Y only’ macro which takes care of that problem though.
When you use the auto-focus, have you noticed that it reports an error more times than you would expect? I think I get an error 1 out of 5 times. Most of the time I just click the autofocus macro again and it’s fine.
You mean that autofocus is not starting up and you get an error or it comes during auto focusing?
For me, I have not seen any error in the Console when doing auto focusing.
Correct. Autofocus does reset the absolute position coords, but it does NOT affect workspace positioning. I’m not sure how to properly express that, but it does ‘just work’ if you do it how I said above. I spent hours upon hours banging my head against the wall on this and in the end the answer was literally ‘don’t worry about it’.
My Z axis (and most of the rest of the machine) was very poorly assembled. I basically disassembled everything the factory put together and put it back together. All the guide rod (including Z) were located wrong or flopping loose. Motor mounts were loose, screws were missing, etc. The Z error you’re seeing is either the head/axis being out of plumb and hitting the nozzle before the contact switch or the rods are poorly aligned, or the head is rubbing the z motor.
I need to correct part of the above. My machine USED TO zero X&Y when I used autofocus. It NO LONGER does this. I can’t remember what I did that changed it.
I was stumbling around pretty bad back then.
I just checked by doing the following:
power on…connect…auto-home…
get position (0,0,0)
move tab > jog to material
auto focus macro.
get position (0,0,7)
go to “saved position 410,750”
get position (410,750,7)
laser tab > “go to origin”
get position (0,0,7)
I know one early change was setting the device type to “GRBL” (from “GRBL-LPC”) and the other was to quit using the “Set Origin” button.
That’s great info Chris. I’m at the ‘stumbling around’ point right now.
I need to familiarize myself with the ‘get position’ commands. I’m used to G code and CNC mill controllers, and for some reason those commands in LB are different and not as intuitive in my brain. I’m sure it’s simple, I just have to sit down and learn exactly what it’s doing.
For the error on auto-homing, the error happens after the double-tap. It makes me think that it’s comparing the values of each tap and if it exceeds an acceptable error, then it errors. That could be COMPLETELY wrong though.
I’ve read that quite a few people have had quality problems with these machines, but mine appears to have been built pretty good. That being said, the Z axis has some amount of vibration as I can hear a slight shuddering at certain feed rates. I should probably re-build it.
I have a metal-on-metal buzzing at certain speeds and locations. I haven’t been able to find what is vibrating, but the source seems to be the X axis. I partially disassembled it but couldn’t anything of concern other than the idler pulley being a dry culinder-on-dowel (no bearing), so I greased the dowel. The linear rail car doesn’t have the smoothest motion, but I’m not replacing that while the machine is under warranty. I also tweaked the belt tension while it was running at a problem speed until the resonance changed a bit. Those two things helped a lot, but I’d still like to find what’s actually buzzing. I think it’s inside the right Y axis extrusions but I’m loath to take it down that far with no better reason than a buzz that’s only mildly annoying and has no effect on the work.
I’ve done the most work to the Z axis as it was a MESS on delivery. It’s smooth as butter now and really isn’t hard to work on. Just a bit fiddly.