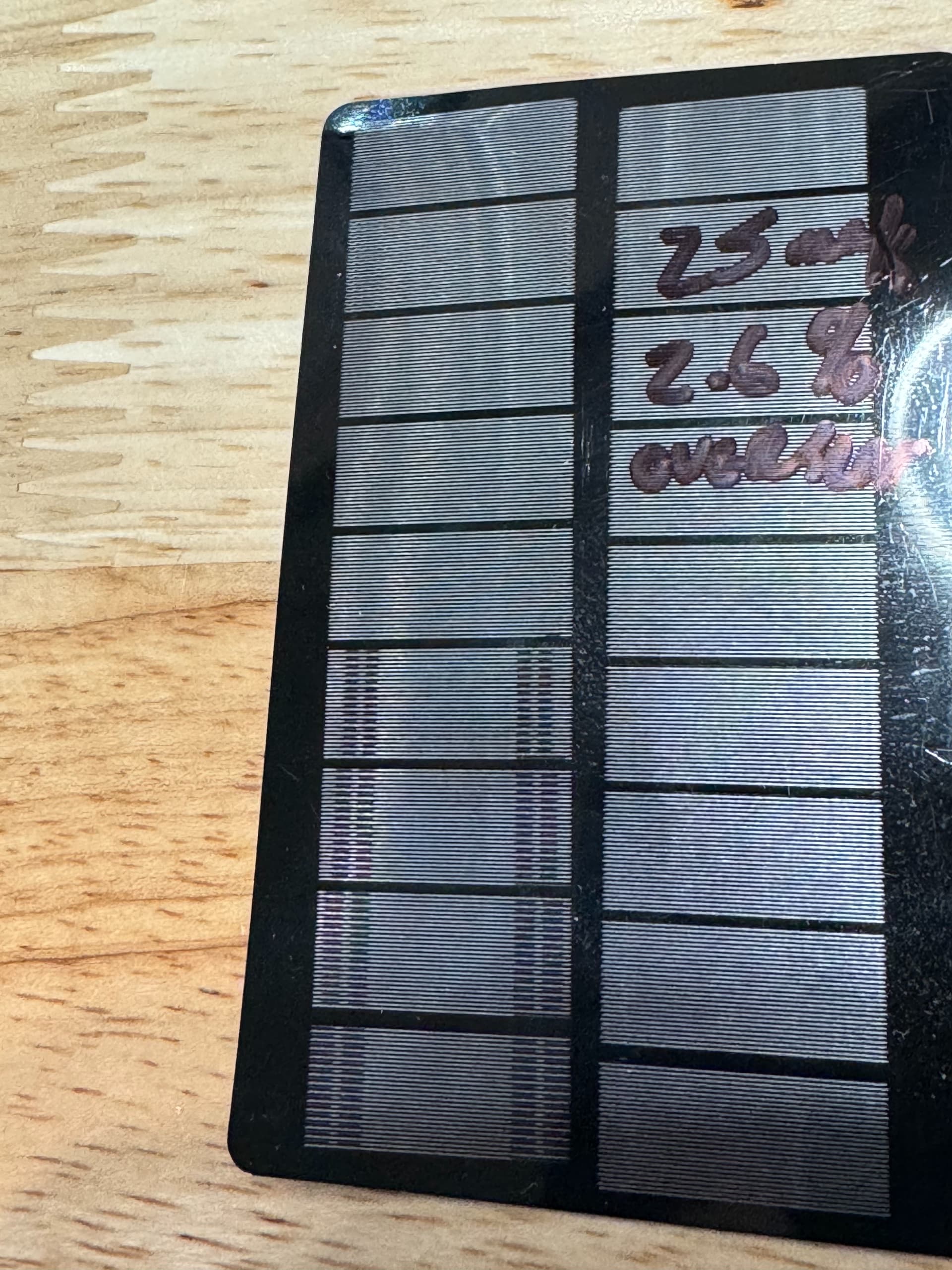

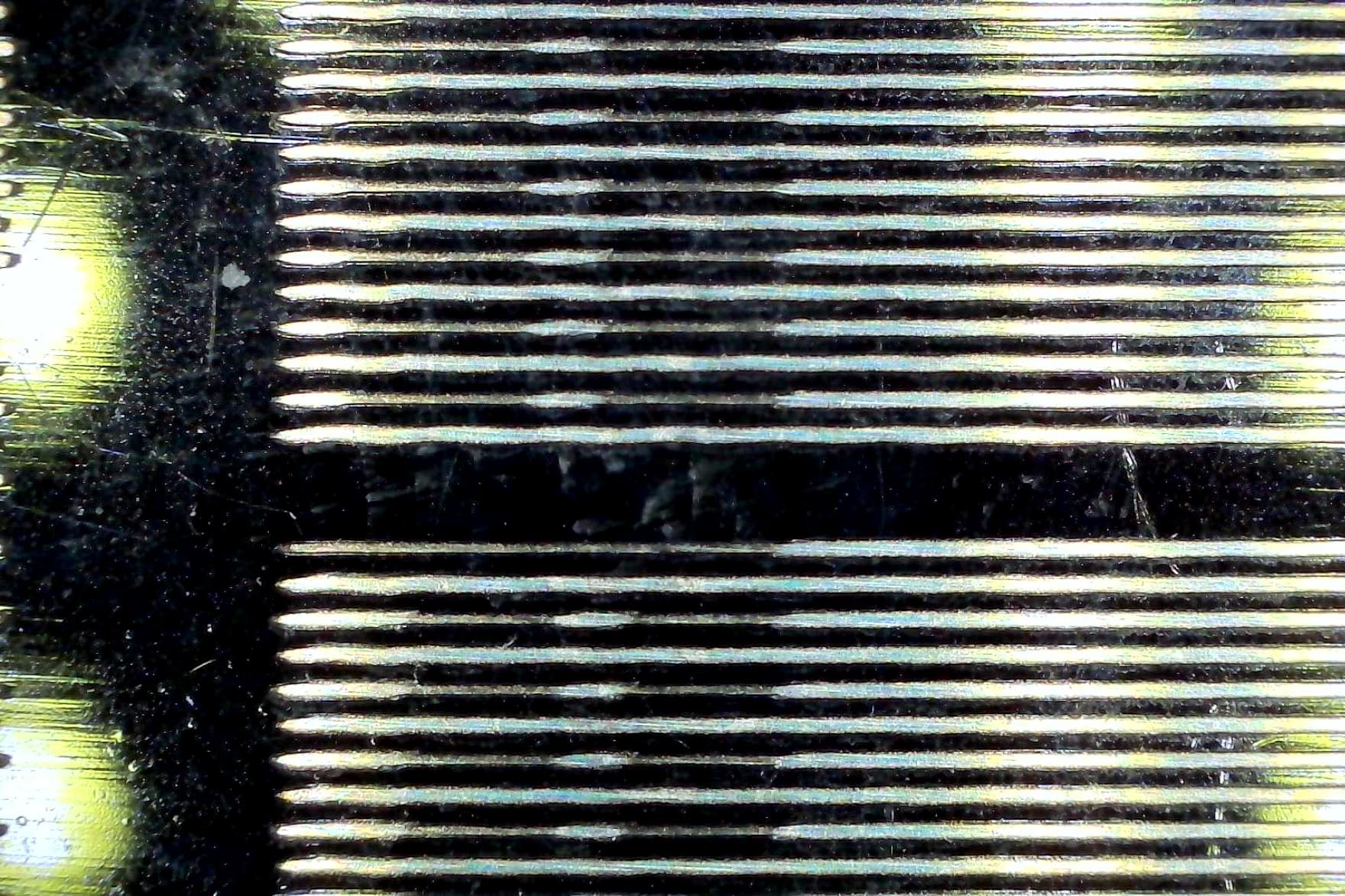
I’m trying to tune in a new Ikier 24watt unit and am going through similar steps that I have performed on my Falcon2 in the past, but finding this reacting very differently with this hardware. At the moment the above has me perplexed. If I fire a card full of test squares at 25mm/sec and the same power setting but vary the overscan from none to 8%, I get these wierd areas at the start and end of each line where the laser is visibly adding power and burning hotter leaving dark marks. At 25mm/sec its almost clean at 2.6% overscan, but trying to find the same at other speeds is not working; at 100 mm/sec any overscan causes these “hot ends” and leaves a fill area with a stripe in the center thats a different shade. Overscan off leaves very poor pointy laser lines that are unacceptable. Thoughts?
I have the same machine and it exhibits similar behavior. Especially at higher speeds and lower powers. I resigned myself to avoid using that machine at powers below about 20%, but that obviously restricts its engraving uses. I can’t figure it out either. Kind of suspecting it’s a cheap/slow driver or something in the firmware. I’ll be watching and hoping somebody has some ideas.
While you’re at it, it might be a good idea to do a scanning offset adjustment.

Thanks parsec, that was actually the phase of tuning I was in - but I removed all adjustment settings to confirm that the behaviour was being caused by only the Overscan setting itself. When Overscan is off on the layer I get smooth power delivery but horrible, horrible pointy starts/stops (far worse than anything my Falcon ever did). When on its like something is causing it to double dap the power at each line start. The enclosure is nice, thats the only positive I have for Ikier at the moment.
Don’t know how much of this I can explain… this applies to scanning operations.
Overscan is a correction for the physics the machine encounters related to mass and acceleration.
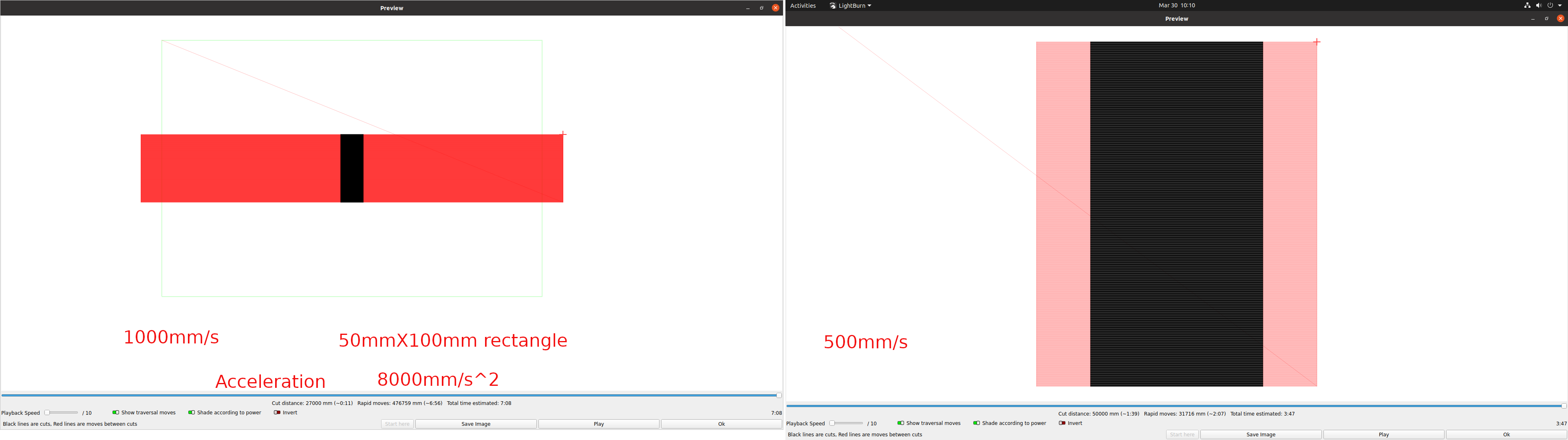
This is the same size rectangle and acceleration values. 1000mm/s and 500mm/s, with the show transversal moves enabled in the preview screen. Notice the faster speed results in slower job execution. It’s spending more time slowing and speeding back up that it does over that actual lasing area.
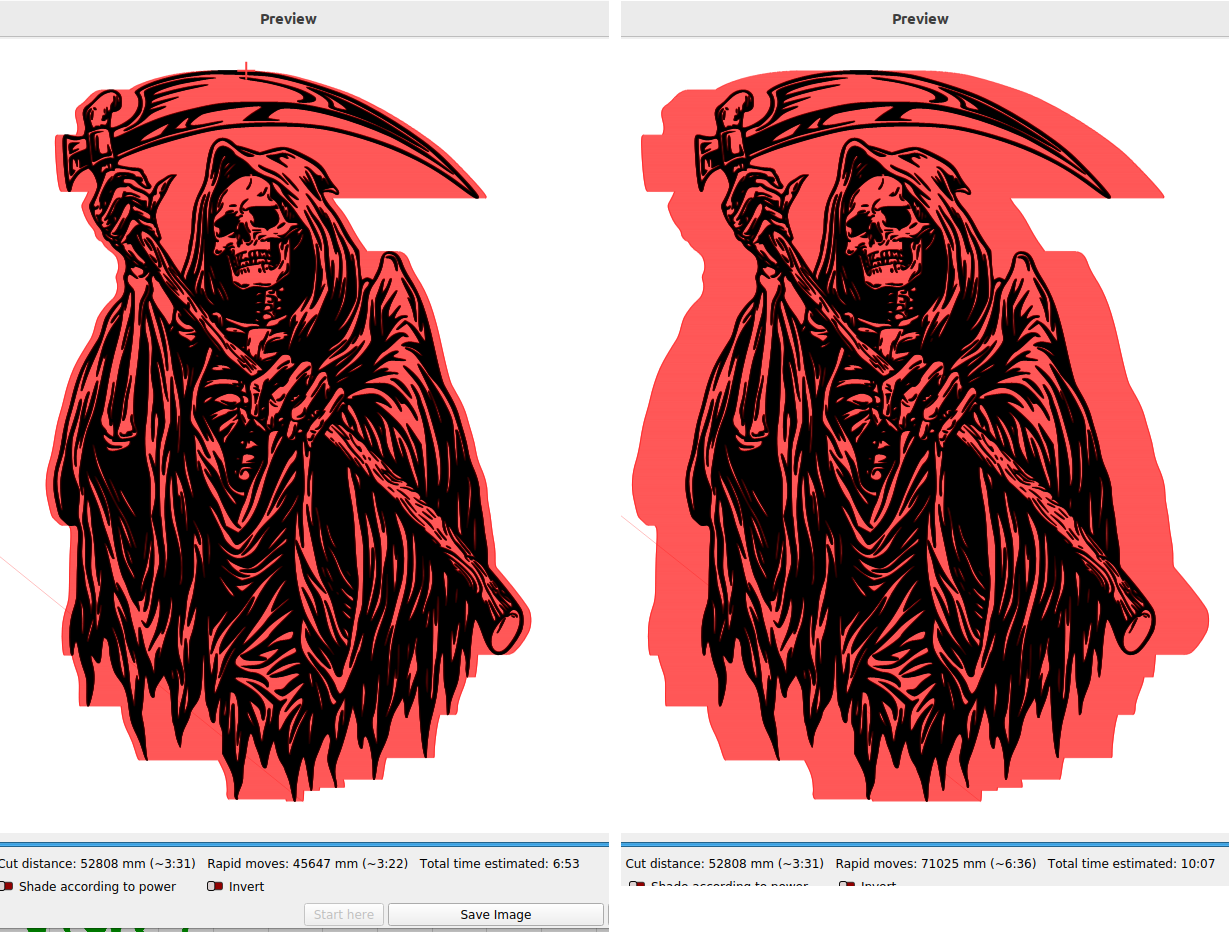
The same thing happens if you vary the acceleration. This is the difference between 40000mm/s^2 and 6000mm/s^2 acceleration values. Again, note the job time and that this is a much larger graphic.
The preview uses data from Edit → Device settings → Additional Settings. You might need to read from controller to get your controllers values.
The Ruida computes these within, so you can’t adjust overscan values with a DSP type machine.
This is aggravated by the fact that with a smaller engraving, the same amount of space is required for the overscan, resulting in less actual work.
In your case, I’d speculate that the percentage of overscan is not enough at the higher speeds. The controller has been set for less overscan than is required and causes the ends to be over done, because it thinks it can start or stop quicker than it can. Some grbl machines can vary the power with speed, some can’t.
Although I pointed out, it’s for scanning, this is the same thing that happens when it changes direction such as it goes around the corners of squares, around a curve… they over burnt because the machine is slowing down to make a turn and the laser power isn’t being adjusted to compensate for the speed loss.
What this means, generally, is that a machine with higher acceleration values will complete the job faster.
What’s going on in the middle, I can’t say at this point.
Percolate on that idea and see what you think.
![]()
I’m not sure I’m following the conclusion you are drawing fully? At least relative to the issue I’m seeing. In the above images, one card is 25mm/sec and the other is 100/sec, but on those cards all test squares are the same speed and power. (25speed/15power and 100speed/40power). From top to bottom they only vary by the percentage of overscan input in LB, from off to 8% (a huge value in my opinion). So I’m not sure what the controller is interpreting and commanding the power to do as the head should be well at speed before the fire commands no?
That’s the idea…
How big is each square? If they are little you will have a larger relative overscan, since the ends are an issue, it’s likely it’s not reaching speed.
Can you tell us what the current acceleration values are?
You can enter them on this site and it will tell you how much room is needed. Is this an upgraded head, so there might be a needed change in acceleration values?
![]()
Loaded question for these machines… They use non standard GRBL syntax that lightburn doesn’t read correctly in machine settings or preview. Maybe other issues related to that, too.
Regardless ,
Fast mode X Max=50000.000
Fast mode Y Max=20000.000
Fast mode X Accel=4000.000
Fast mode Y Accel=1000.000
Std mode X Max=30000.000
Std mode Y Max=20000.000
Std mode X Accel=2000.000
Std mode Y Accel=1000.000
Fine mode X Max=6000.000
Fine mode Y Max=6000.000
Fine mode X Accel=1000.000
Fine mode Y Accel=500.000
Modes can switched from touchscreen or LB console/macro.
Fast mode: $33=0
Standard mode: $33=1
Fine mode: $33=2
Do you know which mode they are running?
Assume these are mm/m?
How big is the image he’s doing?
![]()
I do not know what mode OP is using.
I have asked Ikier support for documentation on the firmware multiple times with no satisfactory response. I assume the max rates are mm/min and the accel values are mm/sec². Fast mode is hopelessly aggressive.
Assuming that’s a typical aluminum card, those squares would each be about 10mm x 20mm. Best guess.
Are you sure these are mm/m for acceleration values? Since this is supposed to be a rather fast machine, if I remember correctly…
Fast mode X Accel=4000.000
4000 / 60 = 66.6
This kind of acceleration won’t get you out the gate…
My OMTech originally was 6000mm/s^2 after taking off 80% of it’s mass, I run it at 45000mm/s^2.
This doesn’t make sense to me, maybe if I assume it 4000mm/s^2…
Then it should be up to speed in less than 2 mm.
![]()
I assume the accel values are mm/sec². It is MUCH faster than my Algo machine.
Just looked it up here…
It will run 900mm/s, so it must be mm/s^2… I’ve never heard of mm/m type of acceleration, doesn’t mean it doesn’t exist, I’m just unaware of it.
It should be fast enough to require a very small amount of overscan.
Do you know if this comes with software to see if there is a difference from the factory software?
Lightburn tells the laser (commands to the controller) the values and it’s supposed to execute those commands.
It’s difficult to find something broken here … except the output ![]()
Of course I have no idea what Laser Power Switching is…?
![]()
No bundled software with mine. Setup guide provided detail for LaserGRBL or Lightburn.
I can’t even get a change log for firmware revisions from support. They claim such a thing doesn’t exist. Sigh
The laser power switching (or “gear”) is a physical switch used to change output power between 24W (4 diodes) and 48W (8 diodes). That feature is not present on my machine.
Sorry, slow today. Stock head, stock machine, “standard mode”, though I tried both stock settings for acceleration as well as a reduced value at 1500 for $143. Yes these are just tuning squares on a card, and with LB telling the machine to use 8% overscan (lower left test square on each card) I can visibly see that the machine is going well beyond the engraving start as expected/commanded; so room for accelleration is plenty. Just for some reason when the laser fires, it pulses these hot spots of differing lengths. I’ll chalk it up to a poor purchase for the use I intended, but I am a bit miffed at some of the reviews of so called reviewers of machines who raised it up decently without clearly looking at the poor beam and execution details.
Appreciate the input Jack and I think Chris provided the info to you you asked about. I will say though, with all the squares at the same power and speed as you can see the situation gets worse and changes as differing levels of Overscan are added in LB. Based on your hypothesis, the top squares should be the worst with none and then little added Overscan, and I’m seeing the opposite.
I should have bought it from Amazon so I could just have boxed it up and sent it back instead of trying to communicate with Ikier directly… I fear I will get little response form them as well Chris.
Chris, Does yours also ignore setting a completion location other than home? No matter what I try to set the completion or user origin to, if I click the “go to origin” button in LB it heads to 0,0. Also infuriating.
I use Absolute Coordinates and Metric measurements exclusively. Not certain if that matters, but figured it’s worth mentioning.
That said, I have no trouble with finish position, homing, repeatability, step calibration, etc.
I’m also running old firmware. 1.433. I know there are newer ones available but I couldn’t get an answer about what changed and it’s working well enough so I stuck with it.