I have a 50W laser (actual 50W tube) and am suddenly having serious issues cutting 3mm MDF cleanly
It worked super well before, just throw the MDF in and cut at 5mm/s 50% power and all was well
It started acting up a bit, so I figured adding in a ammeter would be a good idea, to check current etc - I did that and saw that 50% power came to about 16mA - plenty safe for the tube, but with inconsistent cuts suddenly! (I did not change the power level at all)
Immediately on adding the ammeter, it began cutting a bit worse. Now it is super finicky.
It cuts not completely through, but then I draw say a little 10mm square over the area where the issue is an suddenly that cuts through - but not on a longer cut/design that I did in the same place not 10 mins ago!
Very frustrating! Does anyone have any ideas?
EDIT: Nearly forgot to mention, 5mm/s at 30% power seems to cut slightly better than the 50% power - weird right?
In my opinion, this value is fine for a 50-60 Watt tube, but for me it is also almost the upper limit. I never go over 18mA.
I work a lot with 3mm MDF or HDF, the material is not that expensive and has fine laser cut properties.
Do the problems you mention apply to all materials?
If you have installed your ammeter correctly it should not affect the output of the tube. It sounds more like a coincidence. Have you tried to check if your mirrors and lens are clean and your focus is in order?
I do everything in MDF as it usually cuts wonderfully. Usually there is no problem cutting this same material and there is quite a lot of leeway in focus adjusting as well. This is the only material I have on hand at the moment actually. The laser has 315 hours according to the Ruida controller
I have checked the mirror alignment and done various ramp tests. Something that does strike me as odd is that the laser spot entering the lens is quite large - some 4-5 mm across perhaps - measured by taping over the top of the lens and hitting the pulse button
I am not extremely experienced when it comes to laser cutters - so I suppose my questions are:
a) how do I check on the current laser setup to see where the fault is
b) how do I fix that fault once found
How do they look? do you have a very thin line in the middle of the ramp test where the focus point is?
Your tube is almost new , if you have not exceeded its max mA and there has always been proper cooling and no air bubbles on the tube, then it should not fail.
4-5mm pulse mark sounds ok to me, it depends a on the pulse time. But try to check your focus on all mirrors and check the lens in the nozzle for damage or if it sits correctly in its position.
Also check if the entire nozzle is aligned exactly 90 degrees to the work surface or better said, to the incoming laser beam from mirror no.2.
So the ramp tests seem okay - it cuts through cleanly along quite a distance actually.
I will check the mirror alignment and lens alignment again, just to be certain, but I have checked a few times already. Perhaps my method of checking is at fault
I am 100% sure that I have not exceeded 50% power (16mA on my setup) and have always had cooling water (there is a flow meter interlock and the chiller is set to 25 degrees C). Is it possible there is some kindof fault in the PSU or tube that I am overlooking?
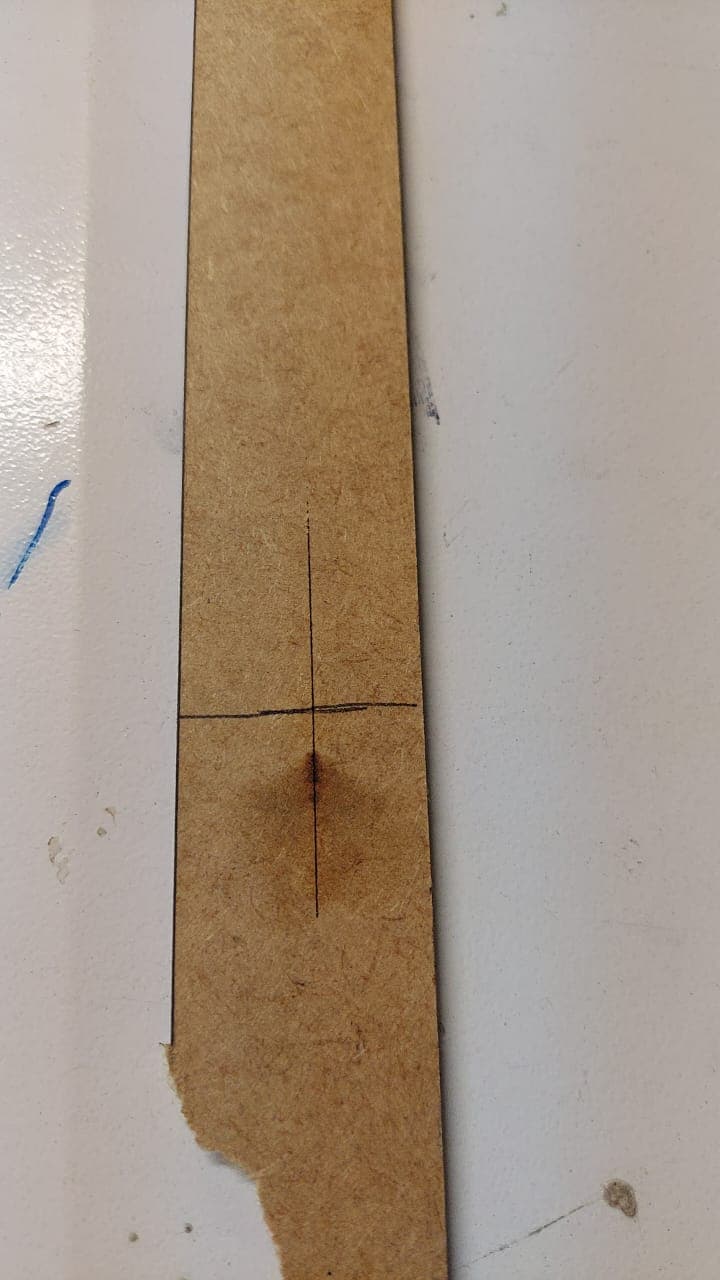
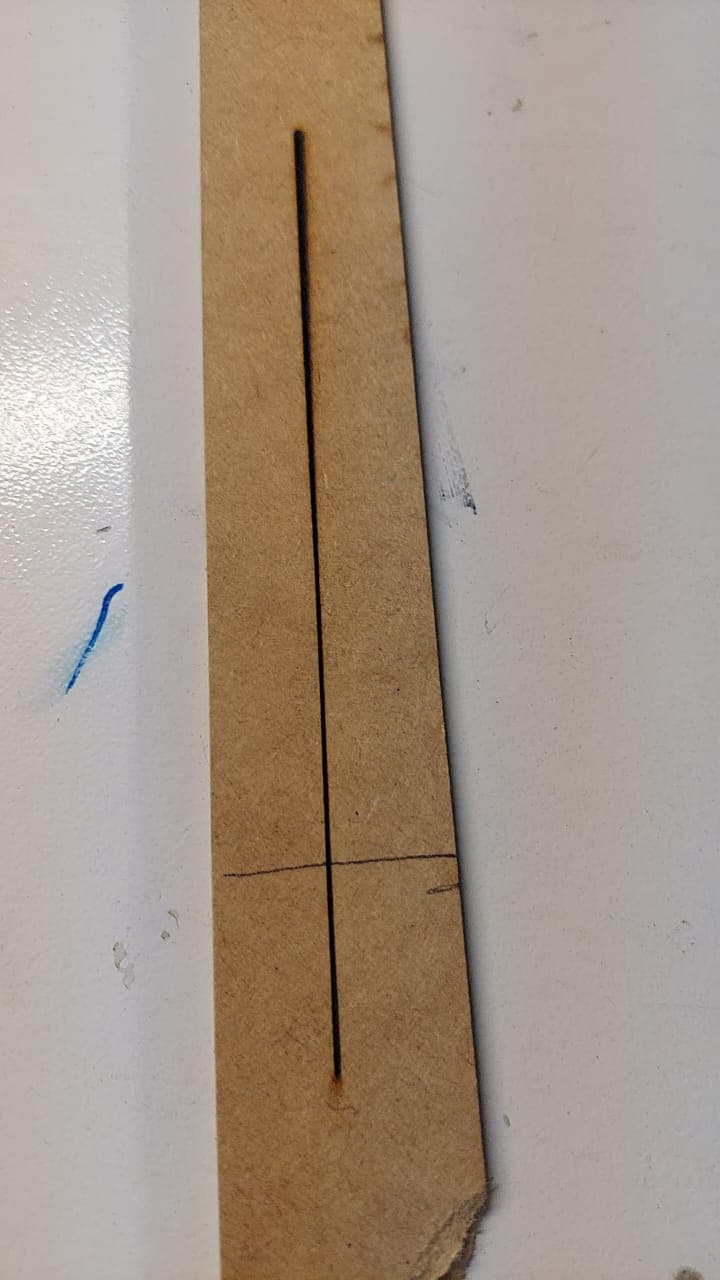
Images of ramp test lines - I marked where I think the best cut was but it seems like there is quite some leeway either side suggesting a relatively wide focus ‘band’ of good cuts:
I regularly write down the set values and the corresponding mA. This makes it possible to see reasonably early when it is time to order a new tube. Another (for me) good test is to shoot in an acrylic block with the same parameters once in a while. Here, the changes to the power effect become very clearly visible.
I have a similar animal, China Blue 50W. It measures 44W.
laser tube is working
optics clean and aligned
lens is focused.
If you have these three, it will work. Which of the 3 do you suspect as an issue?
3mm was mentioned but I’m not sure of the material you are cutting.
When you measure a voltage, such as the pwm output of a controller, it will read the rms value of the 5V signal. This is easy to compute for square waves as the percentage pwm is equal to the that percentage of 5V. So at 50% pwm you read 2.5V. This is typical… and expected
Works the same with your mA meter… If you read 16mA at 50% pwm, your ‘on’ or lase current draw is 32mA… I’d suggest you lower your lps to fix that issue.
Thanks Bernd, this is good practise to tracking a tube’s life
Seems strange that I am getting such power loss after just some 300 hours.
Before taking drastic (expensive) action as replacing the tube, I’d need to ascertain it really is the tube not the PSU, and exclude other potential issues. How I go about this is a bit of a mystery to me, I seem to have checked and double checked everything I know how.
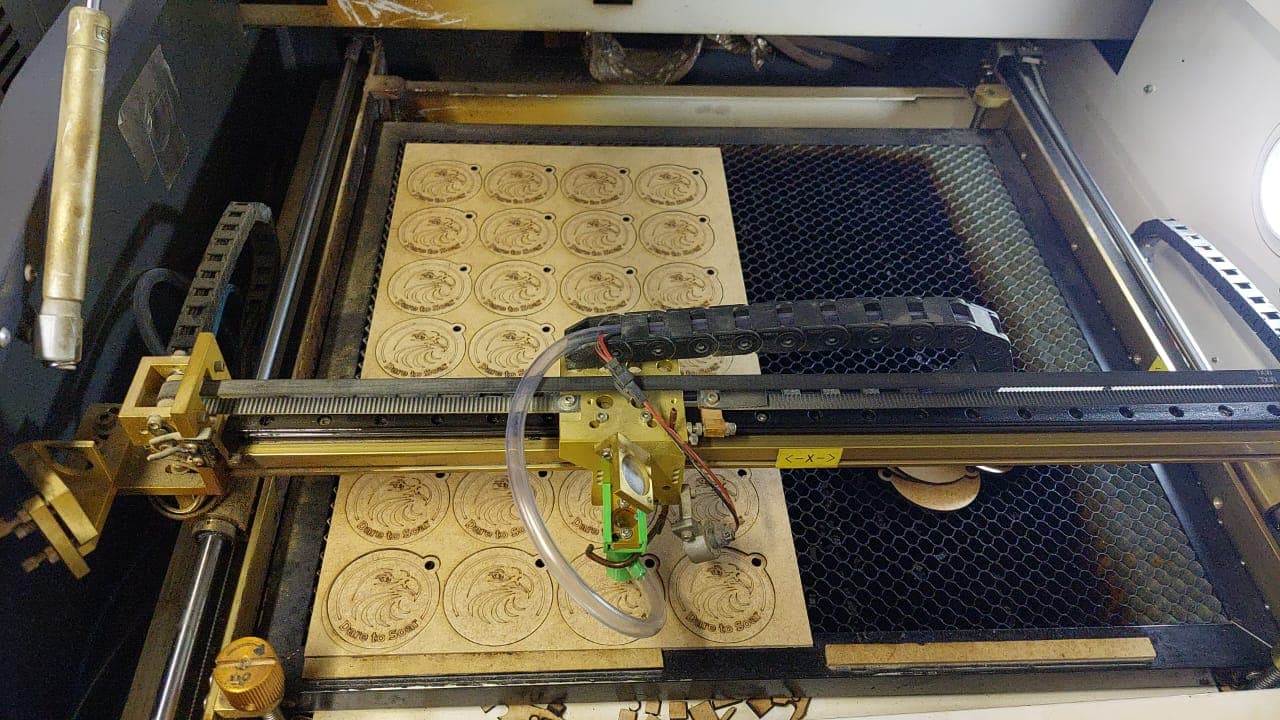
A picture of the laser head assembly if that sheds any light on some deficiencies in my setup:
If you want to be absolutely sure whether you hit the spot with the focus, measure your found focal length and make a small test series. I set focus to plus 0. 0.5, 1, 1.5 and 0, -0.5, -1 and -1.5 out of focus and do a cut test with it. With focus 0, a square must be cut with as little power as possible, but still enough that it turns out nicely. The difference in the series with the different focal lengths gives a good indication of whether point 0 is really point 0.
I fear the tube or PSU is at fault here then. So perhaps the tube has been over driven all this time, if what you say is true regarding the reading of the mA meter at 16mA. But there are 2 power settings: one in Lightburn and one in the controller itself (and the PSU has its own adjustment). So how to ascertain which power level must be set where, and what will result in a damaged tube?
Yes that is to better direct the air from air assist to the cutting point of the laser - greatly reduced smoke marks on the front side of the workpiece. It is a very recent addition. Perhaps I should test cut without it - maybe it is causing an issue but for the life of me I cannot think of what that may be.
When your tube lases. it draws whatever current the lps will supply.
The lps internal current needs to be set. I test it at 50% pwm, and set it for 50% maximum (wanted) power. I want 21mA for max current, so I set it for 10.5mA at 50% pwm.
Your control software will now properly control your machine percentage wise…
This Russ Sadler video is great about tubes, replacing them and how to avoid ‘b’ grade tubes. It’s about a half hour…
I would think so. As I said, I stick to the 16 mA max on my 60 Watt tube. This corresponds to approx. 55% in LightBurn. I don’t have the option to adjust my PSU down to get the 100% in LB to match my 16-18mA from the tube.
And yet the problem remains. The optics are clean and aligned, the focus is correct, the PSU outputs 16mA, the tube lases and engraves, even cuts this material. But not enough power to do 3mm MDF at 5mm/s. Going slower results in charring and a terrible cut line.
Unless there’s something else I am missing (quite likely?) I think I’ll need to replace the tube.
The honeycomb is very dirty with MDF residue - could this affect things? Should I flip the lens? Should I try changing the lens and mirrors?