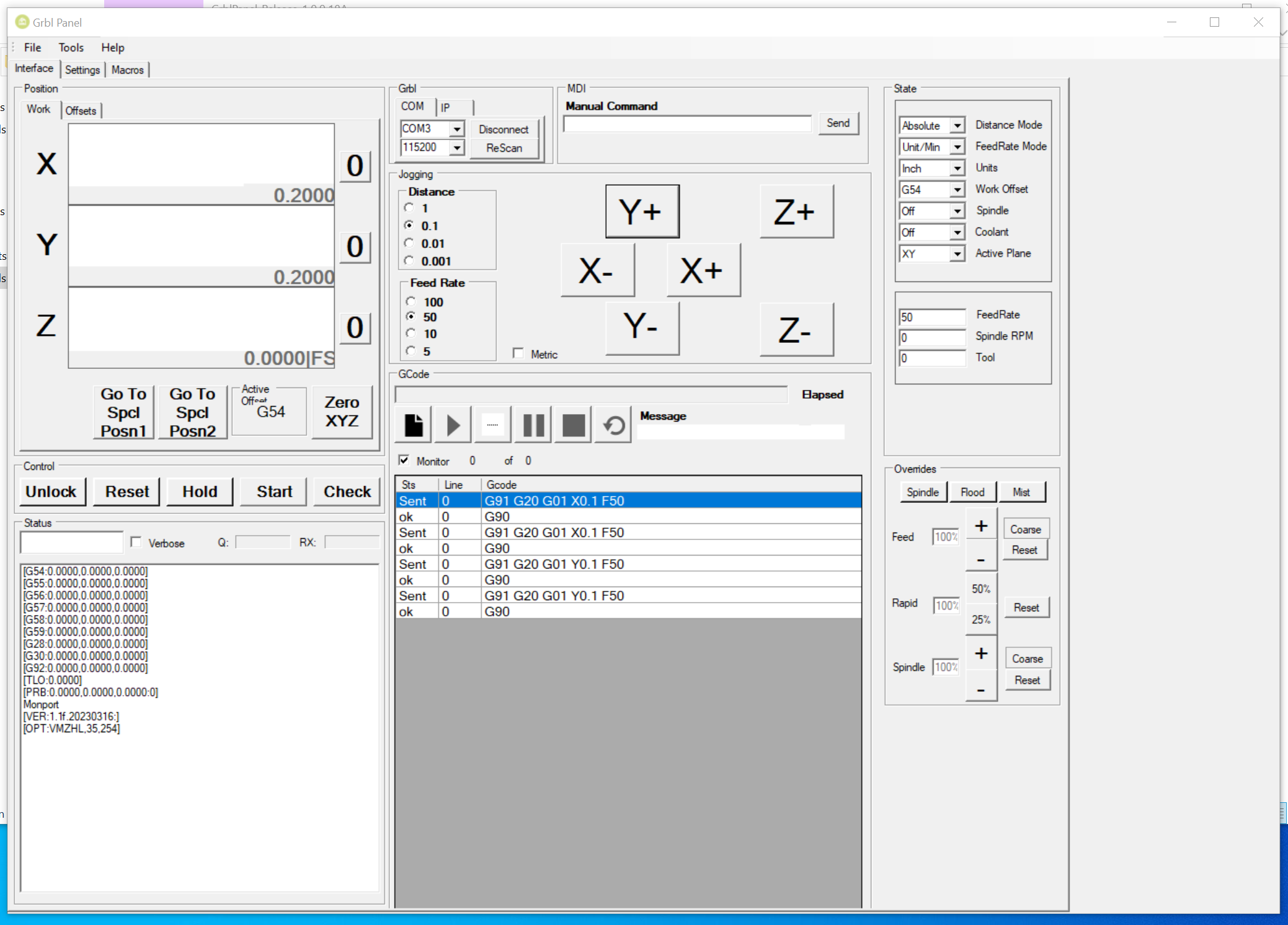
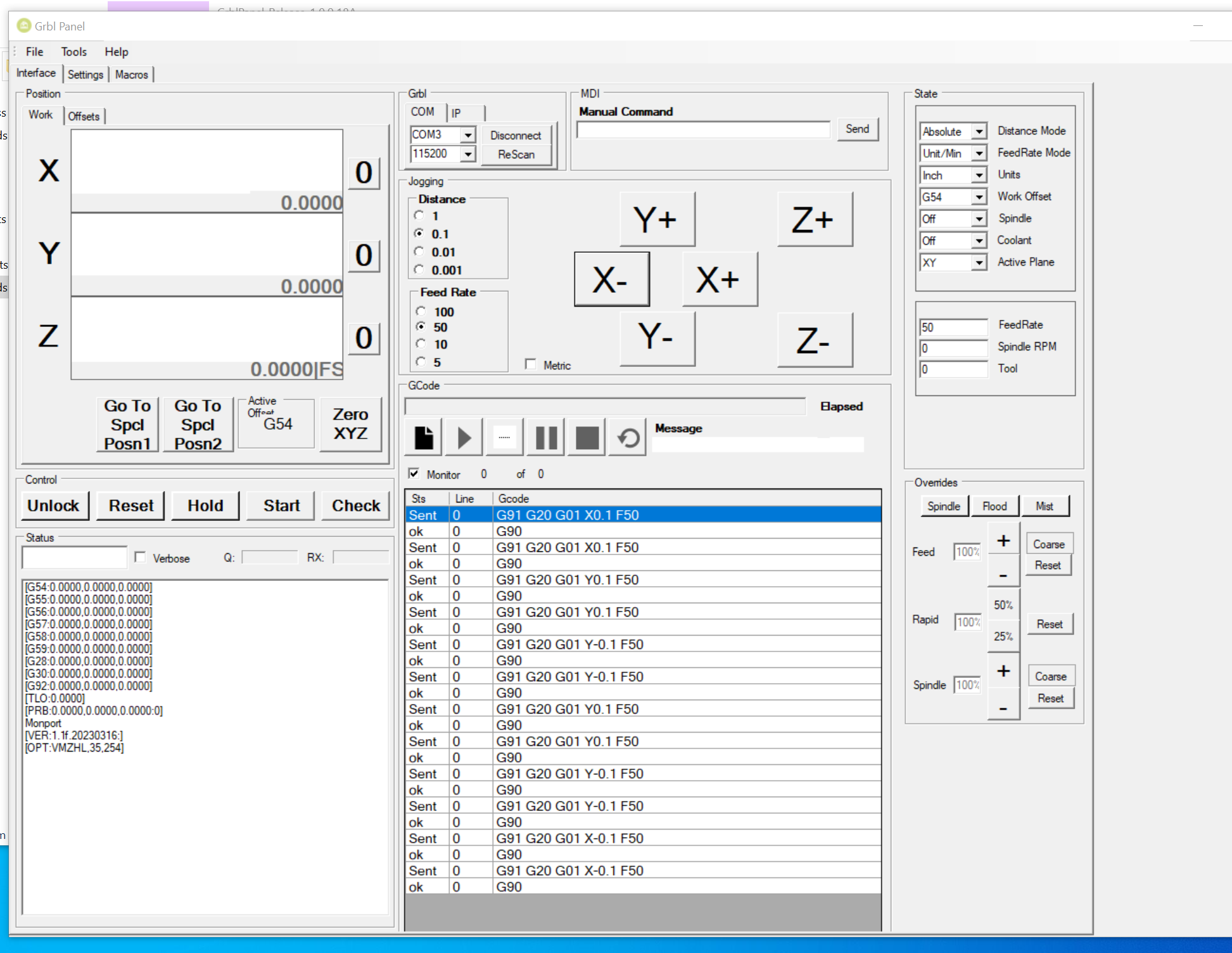
Enclosed are two screenshots of the same scenario in Grbl Panel. It is not used for Laser work. Movement is set at .1000 so it takes two X+ moves to get to .2000 and two X- moves to get back to .0000. Same key strokes for Y axis.
This is a windows environment. My Sherline stepper controller went down and I don’t feel like paying 600-800 dollars. Although I do like my LinuxCNC that I have been using since 2009.
This is just a simple GRBL 1.1f controller. On the table in front of me I have a Laptop,
GRBL controller and NEMA17 motor. NOTHING else.
Has nothing to do with Sherline. None of the above parts are Sherline.
LinuxCNC has nothing to do with this. I am running Win10 Home 22H2 on a brand new Dell G16 w/ 12th Gen Intel(R) Core™ i7-12700H 2.30 GHz 16 Gig and an SSD internal from the factory.
I would think that at least an official representative of Lightburn would chime in with some kind of explanation or non-explanation.
Not a Lightburn Team member, but I will try to help…
I noticed the error displayed is accumulating by .008". Did you mark the motor shaft to confirm it is rotating exactly 1440 degrees (360x4) each time? How are you measuring the “lateral movement”?
GRBL controllers talk metric. Have you tried to use metric to see if your errors appear there as well?
You showed screen shots of some software, but none of Lightburn. Can you provide some Lightburn screen captures as well?
It may help if you enter $$ in the Console window and paste the results here.
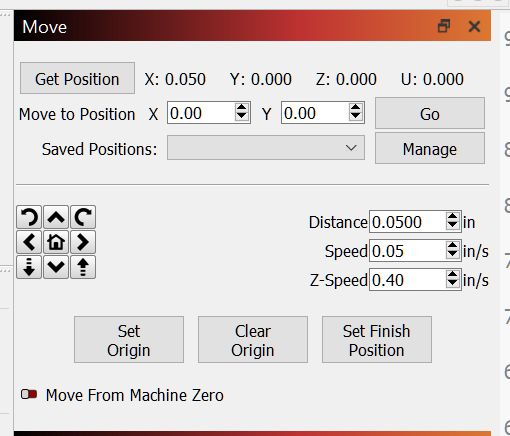
Are you referencing the position readout in the Move window? The display you noted appears to be Incremental, but your expected result appears to be Absolute.
.050" is 1.27mm. It is obvious there will be rounding errors committed by the GRBL controller with repeated inch to mm conversions. These errors will be amplified if the GRBL parameters are not dead on for the system it is controlling.
I understand why you are using Imperial over Metric. The lead screw dictates the math. By the way, is it ball (screw), Acme (square), or SAE (machine) threads? A picture of your test setup would be of immense help.
Just asking out of curiosity, how are you measuring the rotation? My only experience with this type of measurement is with a fixed degree wheel on the shaft and a pointer fixed to the motor chassis (degreeing cams on an engine or measuring fastener tightening in other mechanical settings)
Thank you @cggorman for pointing this out. It contradicts what was said earlier about the lead screw. To get useful help, we need accurate, and stable, descriptions of the observations. Until I am convinced otherwise, I see this as a procedural issue, and not a Lightburn issue.
Most, if not all, the members here like to see laser users succeed with their projects and DIY machines. Remember that we cannot remotely see what you are doing or observing. You are our ears and eyes for your project.
When and IF I get this working the machine it is going in has a 1/4inch/20tpi leadscrew. Therefore 1 inch / 20 tpi results in .050 of advancement on the leadscrew for each rev. So an arbitrarily picked number such as 4 yields .050*4=.200. That would advance leadscrew .200 per 4 360 degree revs of the stepper.
The gear on the end of the stepper has set screw holes, I use them to tell if I am getting 360 degrees per rev.
With your setup, you could easily be off 2-3 steps per rotation visually and not notice a difference in stopping position.
Lightburn is used by thousands of laser operators, and even plasma cutters. There is a vast variety of machine types includung galvo machines which are high precision. If there was an error in positioning caused by Lightburn, there would be thousands of complaints, possibly breaking the internet.
As you assemble your DIY machine, feed us progress reports as you go. We welcome new solutions to old problems.
Round Circle Center Finder Compass Tool Round Center Finder Clear Acrylic Lathe Centering Tool Circle Gauge for Drawing Circles for Handicrafts, DIY Furniture (8 Inch)