Ah! I see now. We’re using different terminology. I read DRO as a LITERAL standalone/external digital readout attached to the motor. Lightburn and traditional stepper motors have no feedback loop. If you command movement x, Lightburn takes the step/mm value and calculates the number of pulses required to move x, then sends it and assumes the motor does so without error. Any discrepancy in the reported position would have to be mathematical, not physical.
I suspect you already know this.
Any chance this could be rounding error or incorrect setup in the steps/mm setting?
What if you run in metric, and avoid the unit conversion?
I read another post here recently which made reference to rounding errors when converting. I’m pretty sure Lightburn works natively in SI units, and two others on this thread have mentioned conversion as a possible problem. I realize that this sort of thing is frustrating, but please try doing as they have suggested, ie working in metric units, and then telling us the results - telling us all we’ve missed the boat isn’t going to help you
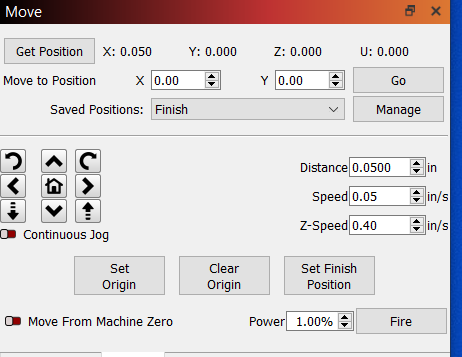
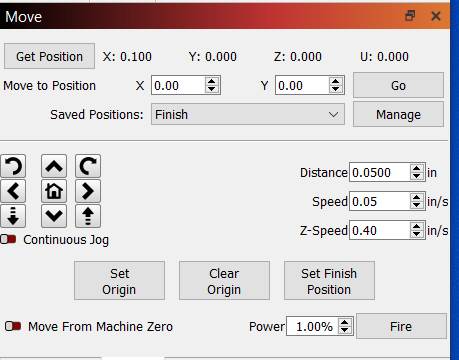
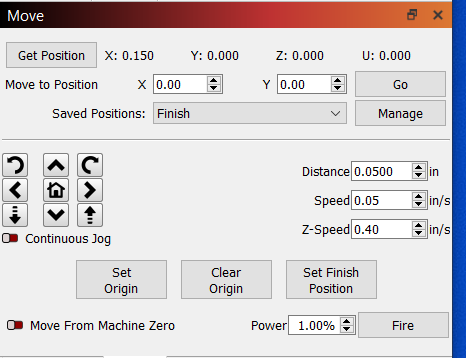
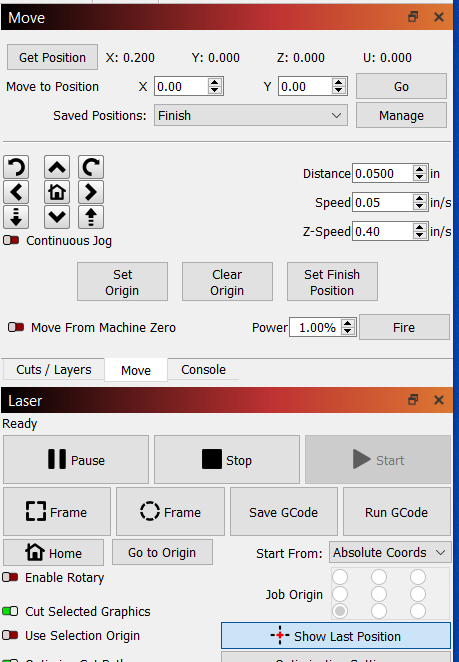
I very regularly step my Z axis up and down in .5 and 1mm (.020" & .040" respectively, roughly) increments and lose track of where I am, so I check the “DRO” (get position) to confirm so I don’t crash it.
Trying to get too complicated. My stepper motor is moving exactly .050 (translates to one revolution of my leadscrew) every time I press the key. THE DRO is what is not reading correctly. And for a 1/4 - 20tpi leadscrew that is exactly the correct distance.
A normal 1.8 degree stepper motor needs 200 full steps to make 1 revolution. You have 157.xxx
I don’t know what’s going on “under the hood” in Lightburn, but I can say with confidence that both my DRO and physical measurements at full travel in three axes agree.
Well please tell me why this NEMA17 will turn my motor shaft exactly 360 degrees with this setting.
This also holds true for a NEMA23 that I have tested with and also another NEMA17.
I see Lightburn acting as expected. I did not miss the boat, I am just not on your boat. I am curious why we get different results with the same apparent setup.
**** I found it !!!
My controller was reporting in mm ($10=0). When I switched it to $10=1, I got the same results as you did. Gibb’s Slap me if I am wrong, but I believe Lightburn does all math metric, and I suspect metric from the controller.
How are you measuring that 360 degrees? You’re 100% certain it’s not 359.9 degrees or 360.1?
If I were doing this for myself, I’d put a leadscrew and a dial indicator on the motor and be sure.
As I said, I don’t know what wrong on your end. I thought it might be helpful to know the results you’re seeing aren’t typical or representative of normal use cases. Being combative or defensive isn’t productive. I have nothing of further value to add, so I’m out.
Thank you. I don’t understand how I get the correct readings with other gc senders. So it brings me back to the software and not GRBL having a error. If that is the case Lightburn should change their software to not recognize $13 in GRBL config. HOWEVER when I run my CO2 laser with Lightburn and use $13=1 I have not problems.
The above paragraph should set some folks to scratching their head.
I am also going to try to find the article that I read that explained in detail about the 157.xxx Step setting. I have no problems using that setting on multiiple machines.
I do thank you folks and will try the $13=0. If it solves the problem great. However the answer as to WHY has not seen the light of day yet.