My hardware is an Ender 3 Pro with Marlin 0.0.6 fir.ware and a Comgrow 5 Compressed FAC laser. I’m really struggling with a couple of issues and could use some input from the experts!
First, when I’m not using flood fill, the traversal l lines tend to “drag” as if the laser is not being turned on and off quickly enough at the end of a mark. It does this even at very low speeds (4mm/sec). A simple square inside of a square fill cut actually blurs the inside square so much you can hardly see it. So that’s problem #1. A few searches point me towards a possible controller firmware issue where Marlin 0.0.6 perhaps doesn’t recognize some of the necessary laser control commands. Or maybe, since the laser is controlled by the fan on the controller, it’s almost as though it just can’t turn on and off as abruptly as it needs to. Even though the attached photo is using flood fill, you can still see this problem occurring when the laser haves between shapes (blue arrows in picture).
So my workaround has been to use flood fill so that the scan works its way through the shape without having to turn on/off in the same line. Look at the shapes marked with red arrows (O’s and P’s or other parts of the job that require the flood fill to be handled in segments where the laser has to return to finish another segment of the shape. On its return, it’s out of x alignment and results in gaps. You can also see that the letter I in POINT has an alignment issue when.
I’ve tried everything I can think of - slow down the job, ensure that my rotary attachment is perfectly configured (object diameter, roller diameter, mm/rotation), slow down y acceleration and jerk, etc.
I have had these issues with my PiBurn, which is a good rotary.
If you look at it, it’s doing a fill an area then moving to do another fill area. I usually use ‘fill’ and move the Y axes step by step ‘scanning’ from bottom to top. This prevents the cup from ‘jumping’ around.
Flood fill on a rotary is going to cause issues - the way it moves will highlight any inaccuracy in the physical motion of the machine. Using a normal fill is going to give you much better results.
Marlin firmware does often have “ramping” or “soft start” enabled on the fan outputs, or they’re just not updated fast enough (like every 10th of a sec, instead of every 1000th). Changing either of these usually requires recompiling the firmware, or finding a binary from someone else who’s done it.
Nice, thanks for the recommendations and prompt reply!
Is there an optimization setting in LightBurn to step as you describe? Here’s a video showing how mine is currently scanning and where the problem occurs - https://photos.app.goo.gl/zjJMwJegLaULZHYt5
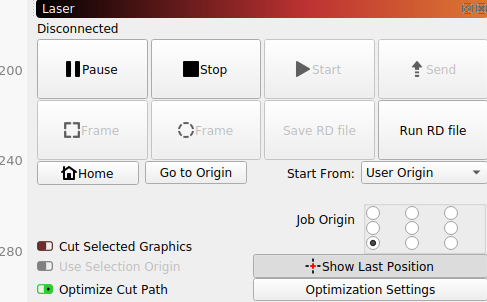
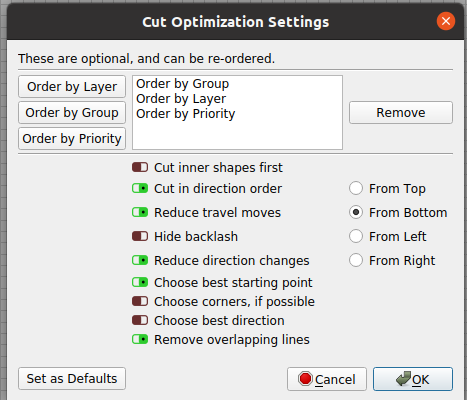
Just turn off ‘Flood Fill’ in the Advanced tab of your fill layer, and leave it set to ‘Fill all shapes at once’. In Edit > Device Settings you can enable Fast Whitespace Skip, and optionally give it a speed to use for the empty space, and that will help speed up the traversals over empty space, while still moving through the job in a nice consistent path.
Again, thanks for continued support - this one has been giving me such frustration so it’s good to have some help from others.
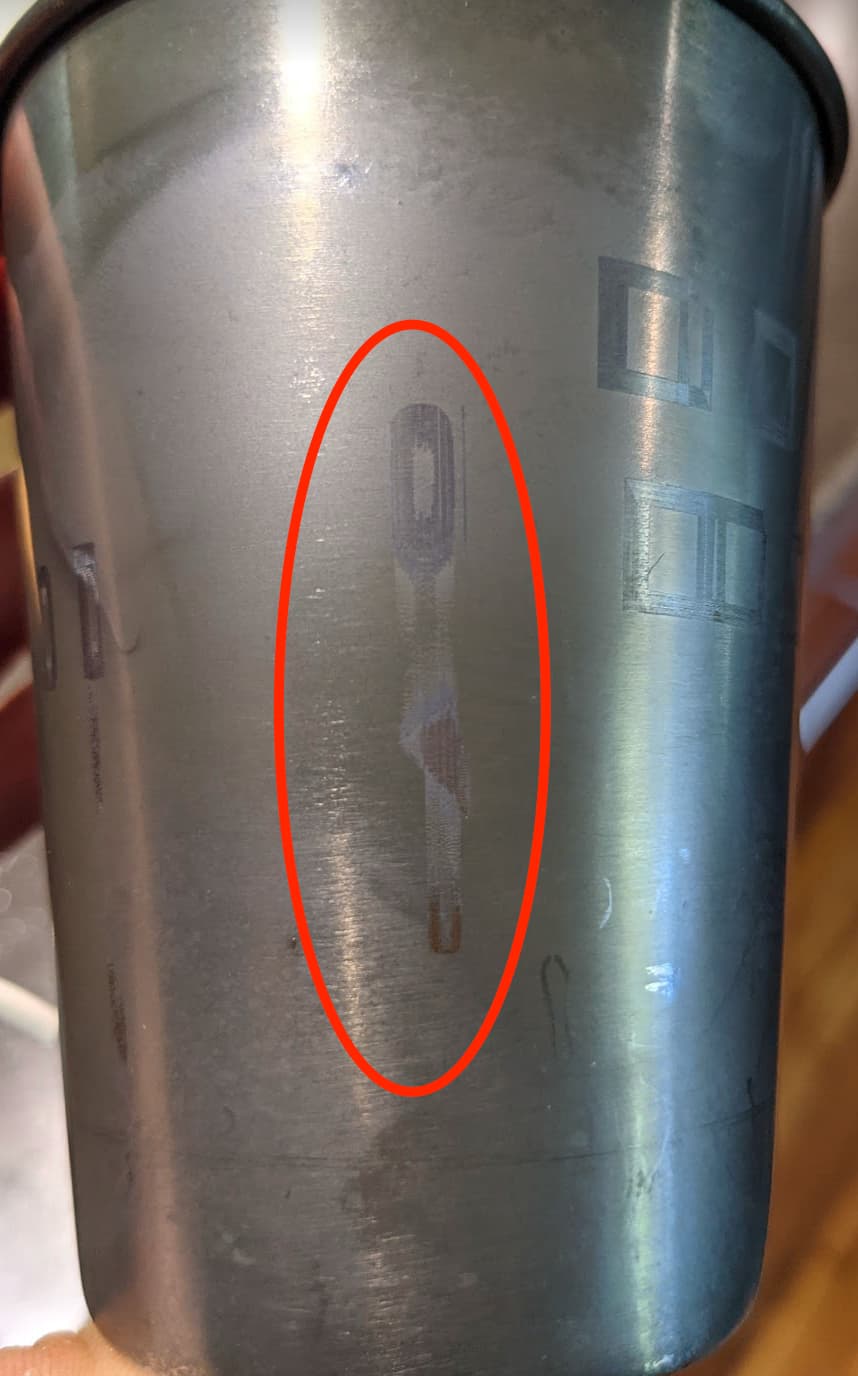
I wish I could turn off flood fill, but that’s where my laser issue becomes apparent. I had it optimized very similar to your screenshot above and just set it exactly the same and did a test run of a portion of the graphic without fill. Here’s an image where you’ll see what I’m calling the “laser drag” where it seems to not be turning on off quickly enough and it bleeds a line into the negative space making the objects “blurry” and any fine details or letters completely shot. This is with a cut speed of 4 mm/sec and a whitespace traverse of 10 mm/sec.
Unfortunately Marlin firmware, especially older versions, is pretty terrible for laser use. They do things like only update the fan outputs at 10 times/sec, whereas GRBL and others update at about 1000 times/sec. They also often soft-start the fans, which is to prevent power surges when they turn on, but for a laser, this is a death knell when engraving - you really do need instant on/off. Newer versions of Marlin have come a long way, and things are pretty solid now in the 2.0 and up versions.
The only way you’ll ever be able to get reliable engraving on a rotary is if you can resolve the issues with your firmware - no amount of fiddling with the settings in LightBurn is going to do what you need unfortunately.
That’s what I figured! My machine doesn’t have a bootloader and updating the firmware seems to be more headache than it’s worth, so my new motherboard with Marlin 2.0.1 will be here tomorrow!
Well, I installed the new motherboard and also did a manual firmware upgrade to the latest version of Marlin. It’s MUCH better, but far from perfect. Here’s a photo of the burn of a simple square in a square with the word “dog” under it. The laster doesn’t “drag” nearly as much and actually comes to a very abrupt stop, but its still mistimed in a seemingly random manner. You’ll see it in the inner square where it tries to turn off to scan over to the next burn. The inners of the letters also bleed.
This is the result with a burn speed of 4 mm/sec and a scan whitespace speed of 4 sec as well. That’s pretty darn slow already, so I don’t think speed is the concern. Higher speeds do, in fact, accentuate the issue.
Forum searches point me towards enabling the LASER_FEATURE or SPINDLE_FEATURE in the firmware and also this post regarding powerup and powerdown delays (Ender 3 - Marlin and Lightburn) but I’m not all that eager to start doing custom firmware configs if I’m just missing something in LightBurn.
You’re still using Marlin, unfortunately, so no - you’re likely going to have to tweak firmware or enable actual laser mode. Stock Marlin is not meant for laser use.