Hello @All,
I started to test LB 2 with my Snapmaker 2.0 A250 3DP/CNC/Laser machine.
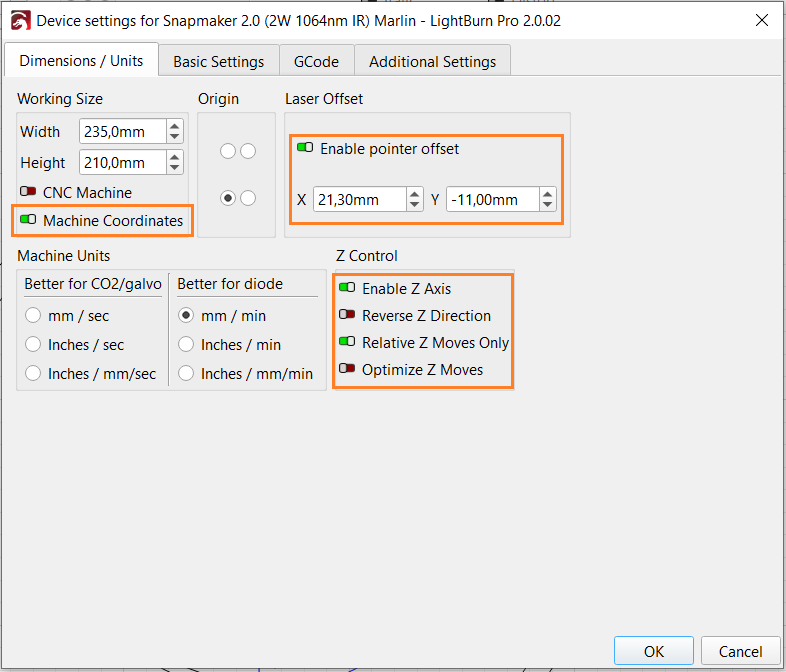
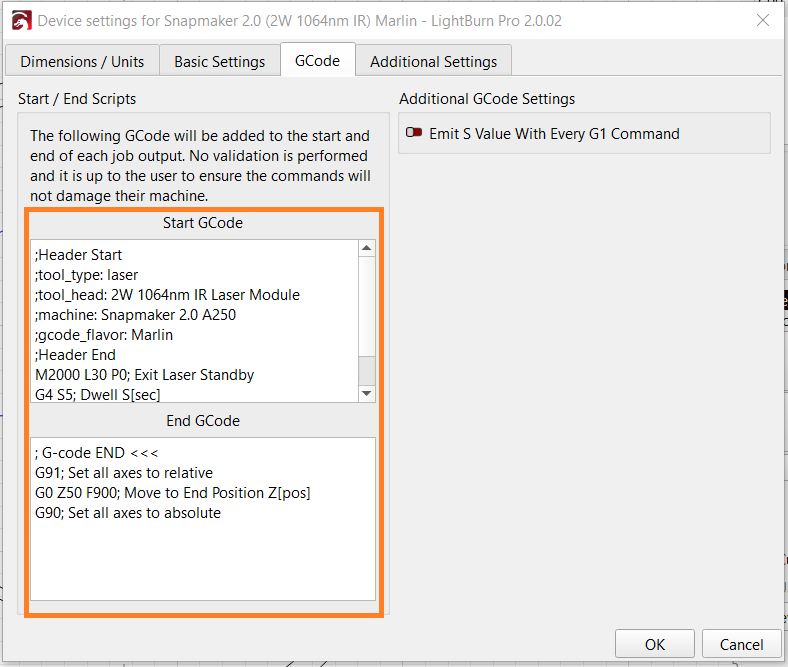
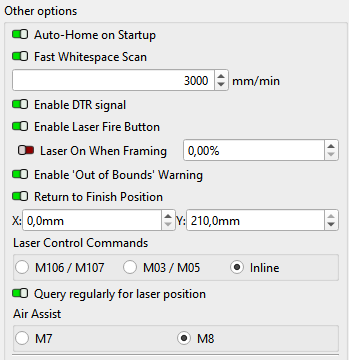
First I created a device for use with Snapmaker (Marlin) gcode controller. I also created the necessary device settings with Working Size, Machine Units, Basic Settings and Start-/End-gcode and so on.
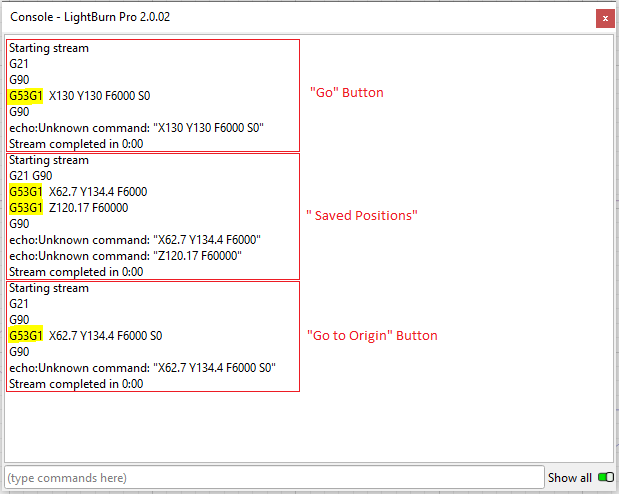
Testing the machine with “Move”, “Console” and “Makros” works like a charm.
For a test burn I painted a rectangle and some lines, set the right parameters for the layer, positioned the laser and pressed the “Start” button… The output progress bar starts, but nothing happens.
As a further test I saved the gcode to a file and tried to run it from file… Nothing happens.
Opening the gcode file and cut&paste the gcode (start, move and fire, end) directly to the console and it works as expected.
After some additional tests I found the ;thumbnail: part as the guilty. If I remove the thumbnail data from the gcode file I can run the gcode as expected.
GCode Snip
;Header Start
;header_type: laser
;file_total_lines:58
;max_x(mm): 120
;max_y(mm): 130
;max_z(mm): 0
;min_x(mm): 100
;min_y(mm): 110
;min_z(mm): 0
;thumbnail: data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAOsAAADmCAYAAAA0lHILAAAACXBIWXMAAA7EAAAOxAGVKw4bAAAIWUlEQVR4nO3cO3LUShiG4c/HrsKpXSwBqtgAayHwcgi9B7YBeyBmAewAF4ETpnQCI2bGc9OlL//lfbNpKejkKWmkbl0NwzDob/f393p8fNTt7a2IqF/Pz8/6+fOnPn/+/G/sahfr3d2dfv36pYeHhy4TJKKXnp6e9PXrV/358+ff2M3uCW/fvtX379/1/…
…
…kJggg==
;Header End
; LightBurn Pro 2.0.01
; SnapMaker device profile, user origin
; Bounds: X100 Y110 to X120 Y130
;USER START SCRIPT
;header_type: laser
;tool_head: 2W IR Laser Module
:machine: Snapmaker 2.0 A250
:gcode_flavor: Snapmaker Marlin
:max_power: 255
M2000 L30 P0
M2002 T2 P0
G4 S5
;USER START SCRIPT
G21
G90
G0 X78.75 Y-74.05 F0
G91
; Cut @ 6000 mm/min, 100% power
M106 P0 S255
M05
G0 X11.5 Y-1 F0
; Layer C00
M03 P100 S255
…
Now my question: Is it possible to suppress the output of the thumbnail in LB?
I would like to avoid to edit the gcode file every time I have something to engrave or cut. ![]()
Many thanks for every hint regarding the thumbnail issue!
Happy burning,
Jörg