Thanks MikeyH
I havent tried the Gcode mod yet as I am not quite sure what to do with the information you gave me. But the video link was great thanks
Thanks MikeyH
I havent tried the Gcode mod yet as I am not quite sure what to do with the information you gave me. But the video link was great thanks
Hello john
Assuming you have got your traces to burning in correctly can you share any setting or how you created the files and imported them. Thanks Chris
No, this is because you haven’t measured and applied the Scanning Offset correction mentioned in the third post up above.
The width of the horizontal lines is the smallest possible resolution you will get out of the laser, because (assuming good focus) that’s pretty much the spot size. Making the image resolution any higher than the spot size provides no benefit.
The image is 12mm wide? Then this speed is waaay too high. Try with 1500 or even less. The laser will never reach that speed at these distances anyhow.
Oh Ok I think this engraver claims high speed over 25000mm/m so I thought I was being conservative. I have run it a 16000 at higher laser power and the burned image wasn’t any worse. But I will go slower and give it a try. Thanks regards Chris.
If you watch the video that was posted, much of this is answered.
You seemingly do not understand what is happening with the interval (dpi/lpi). That video on photo engraving is the best for explaining how to determine and use the interval.
If you have watched it, then you should be able to explain to us why you are dealing with 1200+ dpi on these things. If not please ask so we can clarify what the laser is doing.
Excessive speed exacerbates the results you see with your engraving…
When there is a problem, best option at the start is throw out everything you don’t need and use what is most simple.
Relax, we want you to understand what is happening here so when it’s fixed you know what/how it was caused. Ask us if you have problems… we don’t bite, we want you to have fun with your machine… and great results.
Someone has to take over helping people when it’s over for us ![]()
![]()
I did watch the video thanks. But wasn’t entirely sure if they were referring to DPI of the artwork or DPI of the laser engraver. The laser engraver has for all my test been set to the manufacturers specifications of 254.
I have tried printing the artwork to PNG from 300 to 3600 DPI . I have tried speed adjustment from 600 to 1800mm/m this has little to know effect on the issue I am encountering. The only thing that has made any difference it set the lightburn software to PassThrough which appears to fix the problem apart from line thickness variations that probably caused by the aspect ratio of the laser. Using pass through also slight changes the scale but I assume in pass through mode the scaling factor in light burn is ignored and maybe the image is the original artwork dimension. I have been print everything so far at 7% scale as it prints the image much too large. When I print the artwork PDF or PNG file to A3 paper dimensions are correct but when I import into lightburn I have to resize it to be dimensional correct. Not sure if resizing the image of significance
If I draw an image in lightburn I could try engraving that and see if it works better then when I try and import an image
No point in using an interval of 0.10mm if the beam is 1.0mm in size… You can’t possible use it in the end. The video was to explain how to pick the best interval for the machine/material combination you are using.
The process should be applicable for you laser lifetime.
This is by the people who know… hope this helps…
![]()
Sorry I’m just getting lost in the comments now My laser isn’t 1mm but 0.1mm. Changing the DPI of the artwork has not effect. To me the laser scan lines look ok with perhaps a small amount of overlap so not sure if offset adjustment is going to help. What can I try next to identify the problem. I want to determine if my problem is a lightburn configuration setting issue or if my artwork is the problem. All my test have been done using threshold as this was recommended for black and white images.
For completeness I will try and do the offset test shown in the video. Probably be over the weekend now.
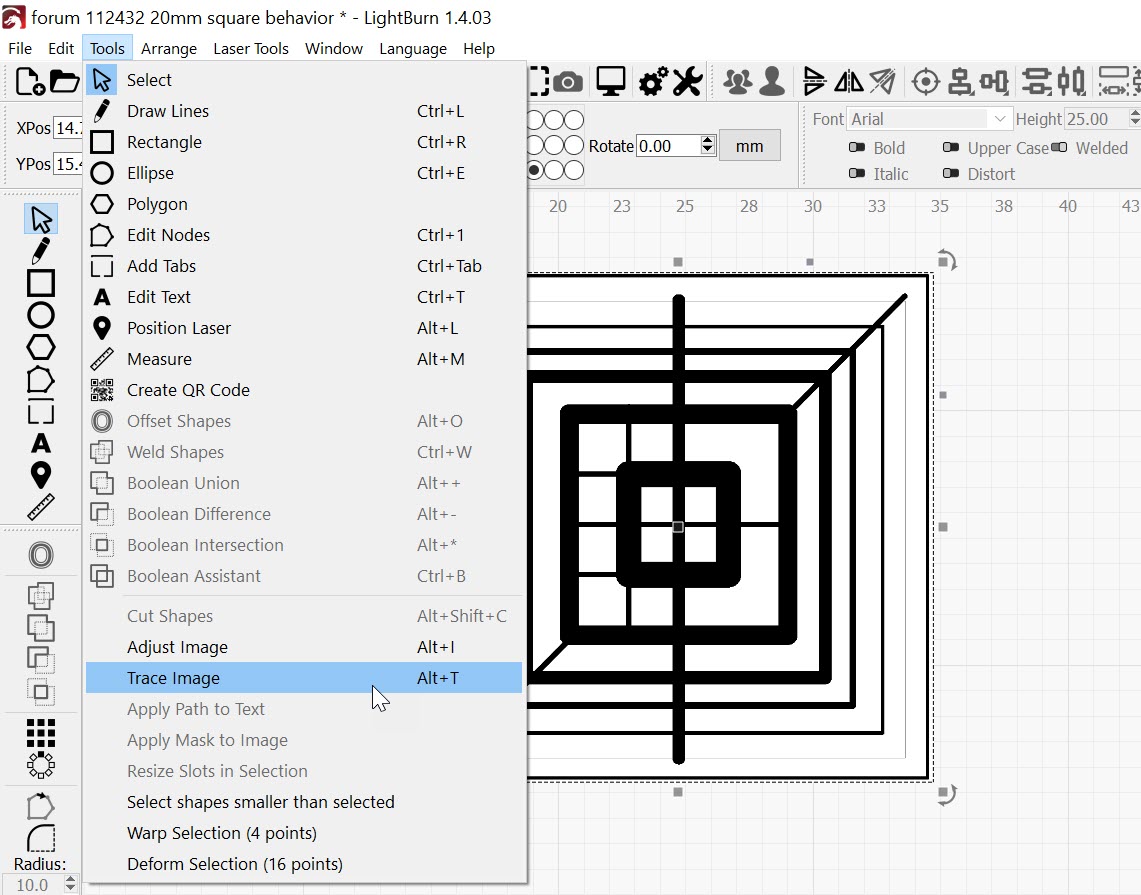
If you have that high-scaled source images, it should be easy to use the trace function of LightBurn. Afterward, you will have a nice vector graphics, that can be handled much better. Here is an example of the one you posted above:
Hello Melvin I will try what you suggest. It may be over the weekend as I am out for the day. Is there any chance you can save it in lightburn format. I would like to try your file and I will change my device config if required. Can I use the same fill solution for complex images or do I have to select every object to fill individual. This would probably be fine for my simple stuff but some track work is very complex so a lot of individual areas would have to be selected by hand.
Thanks for this great Advice
Chris
At the dimensions you’re trying to work with, you must get everything right before the result will be usable.
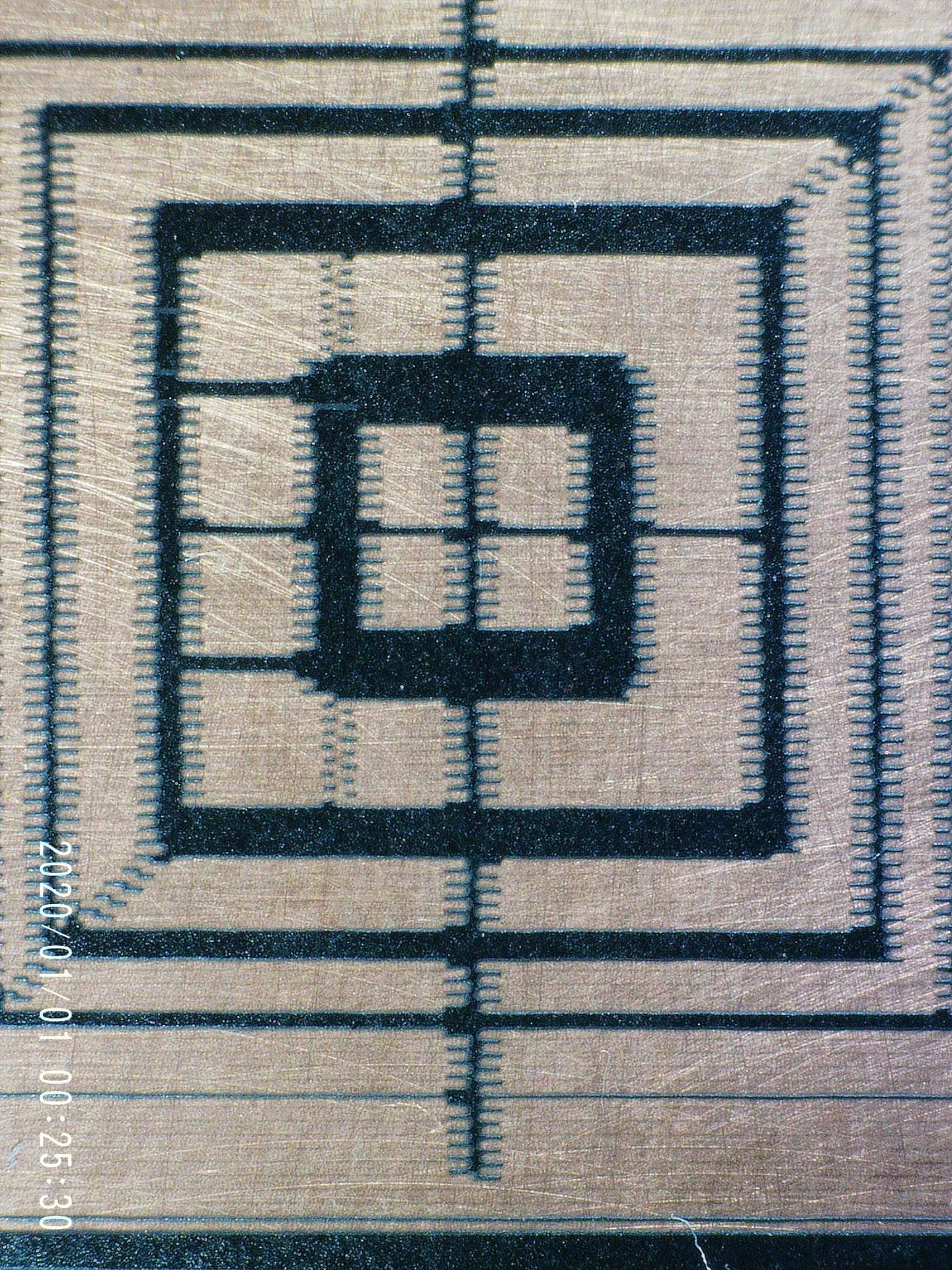
This is a test target with 1 mm squares done at various speeds without scanning offset:
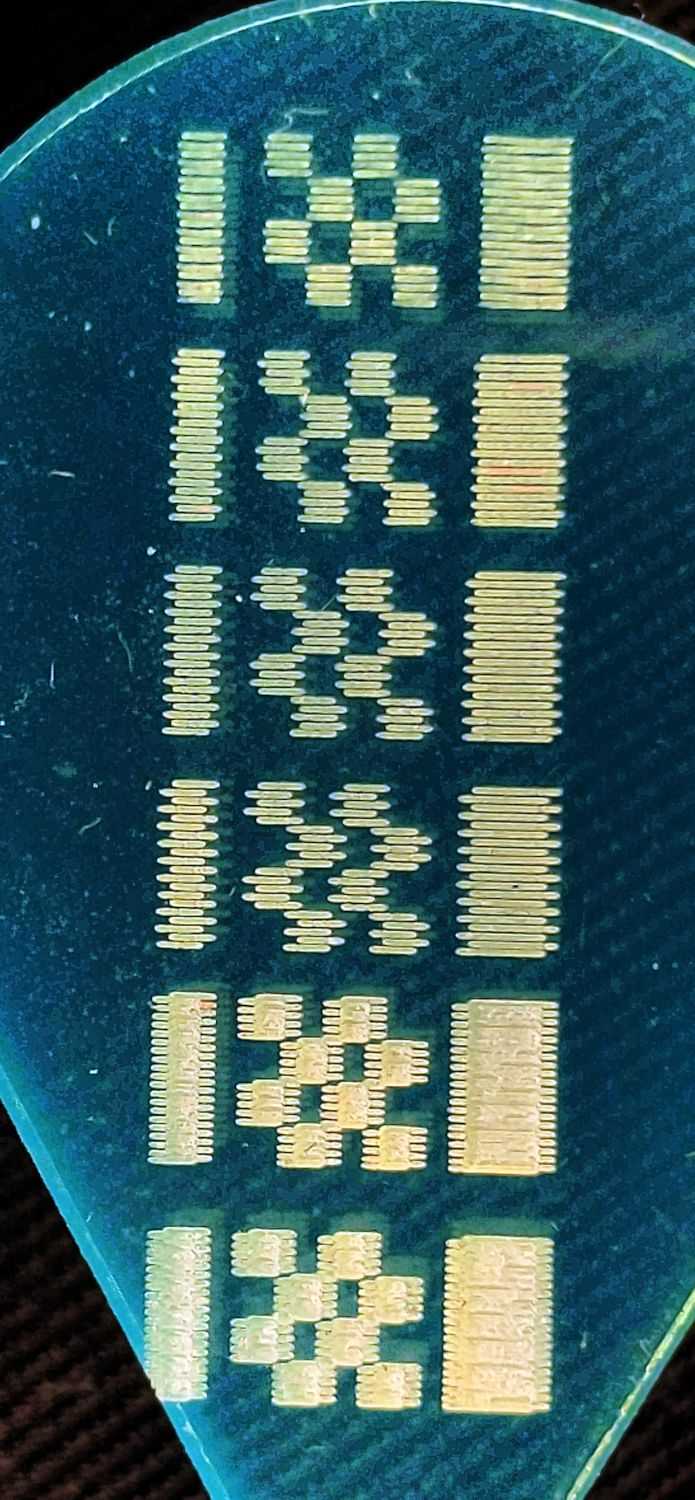
This is the same target with the offsets applied:
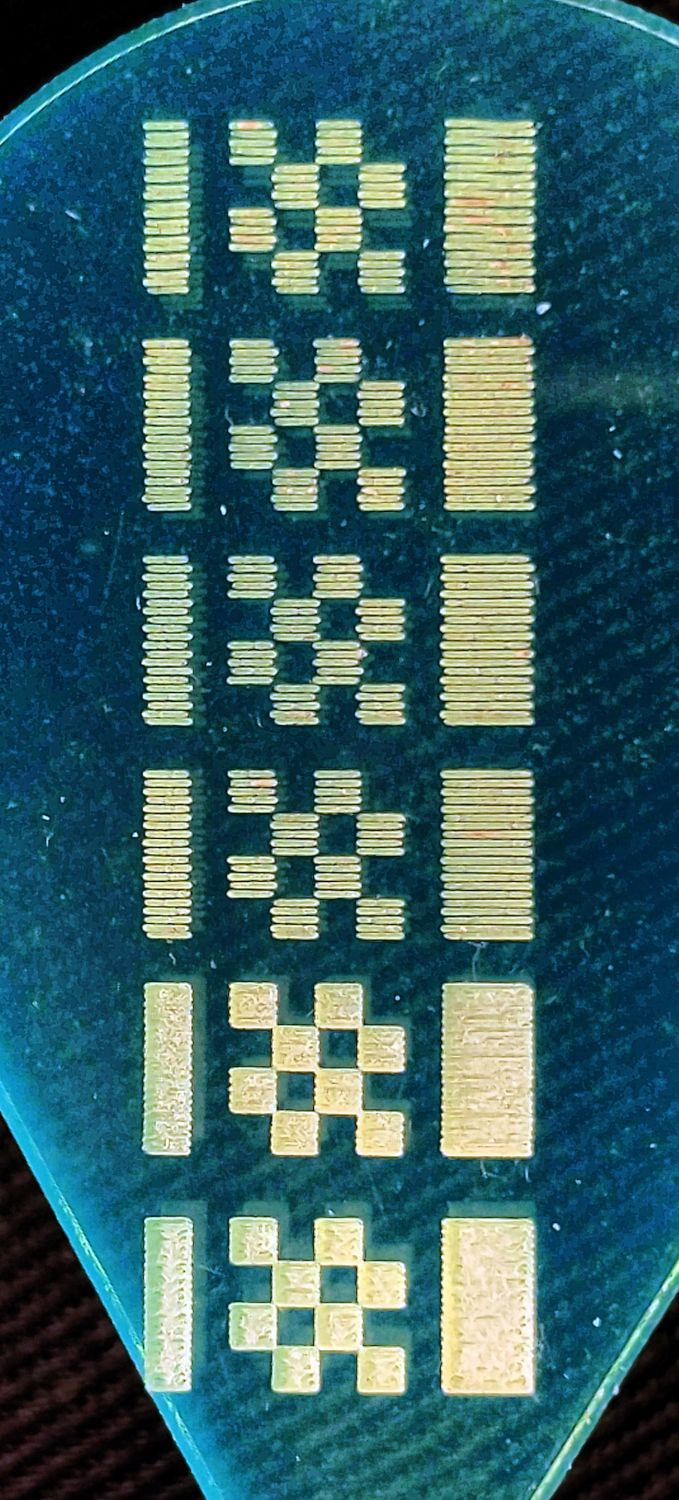
It could be better, but you get the idea. Remember, those blocks are 1 mm on a side.
Your picture shows the uncorrected Scanning Offset error on your machine is equally bad. If the results you’re getting are acceptable, then you’re done, but …
Hey, you asked for “help & advice”, you’re getting it. ![]()
To be able to use 3600 dpi that is an interval of 0.0071mm, if your tool, in this case the laser beams kerf or size isn’t that small it cannot be done.
You kerf is around 0.10, for a 3600 dpi resolution you must have a kerf at minimum the size of the interval, your kerf is over 14 times larger than that.
This should have been clear from the video… ?
You need to understand this.
![]()
Thanks jack but what i have been asking is are you talking about the DPI of the laser setting in lightburn or the DPI of the original artwork being imported. The DPI of the laser setting in Lightburn is 254 it has been 254 for every test i have done.
I have so far tried importing artworks created from 300 to 3600 DPI. If your saying that my original artwork should be produced at no greater DPI than the laser specification of 254 fine but please just confirm that thanks so we can put this to bed.
Best Regards Chris
Hi ednisley
OK that is making sense now I can see the alignment of the lines uncorrected looks like the effect I am getting Thanks. Any chance you can share your test pattern as I would like to look at my pattern against yours as a reference.
Are you burning onto black painted copper like me it looks like you are. Have you experimented with any different masking paints. I am just using some generic rattle can black spray. I did find that some grey primer I had was a bit thinner and flattened down better than the black spray have on hand right now. I also have some grey etch primer in a rattle can but not sure if this would offer any advantage and may be even more noxious when burning.
(edit) Just noticed you link in your post great thanks I will read that indetail tonight)
Thanks Chris
I think you are not clear on how the laser/application work here.
If you create an image in some photo software and then set the dpi to the laser dpi, then you should use pass through, that will prevent Lightburn from making any changes.
The end product is the target or you laser kerf size. If you work larger than you can produce some things won’t be seen. The other benifit is quicker pc application as it’s not needed to do a lot of the work as the resolution increases. You will lose it anyway.
If you use the procedure laid out in the video, you will know what interval is the best for machine/material…
How you wish to do that either in the originating program or Lightburn, it’s your choice.
Does this make sense?
I think the tactic that @misken is what I did…
Doing something similar on the fiber, but I’m removing the copper with the laser.
Pretty stinky… might just send it to the pcb makers and cough up the $40… It’s always a bummer to get a bunch of boards that are flawed ![]() Have to be careful.
Have to be careful.
Good luck
![]()
Hello Jack
This is my current tool chain until I figure out the SVG route
Create the artwork using a CAD package. Kicad
From Kicad I print tusing a virtual printer driver called PDF-Creator. I can choose any resolution from 72 to 4000 DPI.
After creating the PDF I convert it to a PNG file.
I crop the PNG in paint just so its easier to work with onscreen in light burn.
I make a negative of the image in lightburn
I burn the image in lightburn with lightburn config set at 254 DPI.
I am going to look at the line spacing, but I think looking at the image posted by ednisley he shows the problem perfectly as an offset issue.
These test do take some time so hopefully this weekend I will have time to do the various test your have all recomended and find the answer.
PCB making is messy at home but I enjoy the craft. I make several thousand PCBs a year for work so it is nice to do some old school stuff. I normally use UV projection and hoped this would be an easier faster method but Im thinking not. I may buy myself a fibre laser I think its better suited to the things I do like marking metal but this is still interresting. I think if this fails I will use my UV resin printer to project the image onto UV sensitive board the resin printer has resolution order of magnitude better.
Thanks. Chris
Nope, it’s just edge-lit acrylic, so it looks much fancier than it really is. It’s at least as stinky as burning paint, though. ![]()
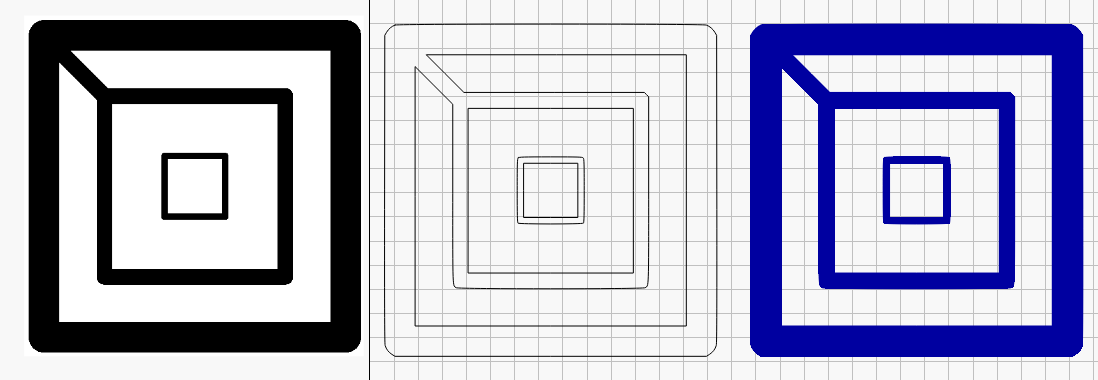
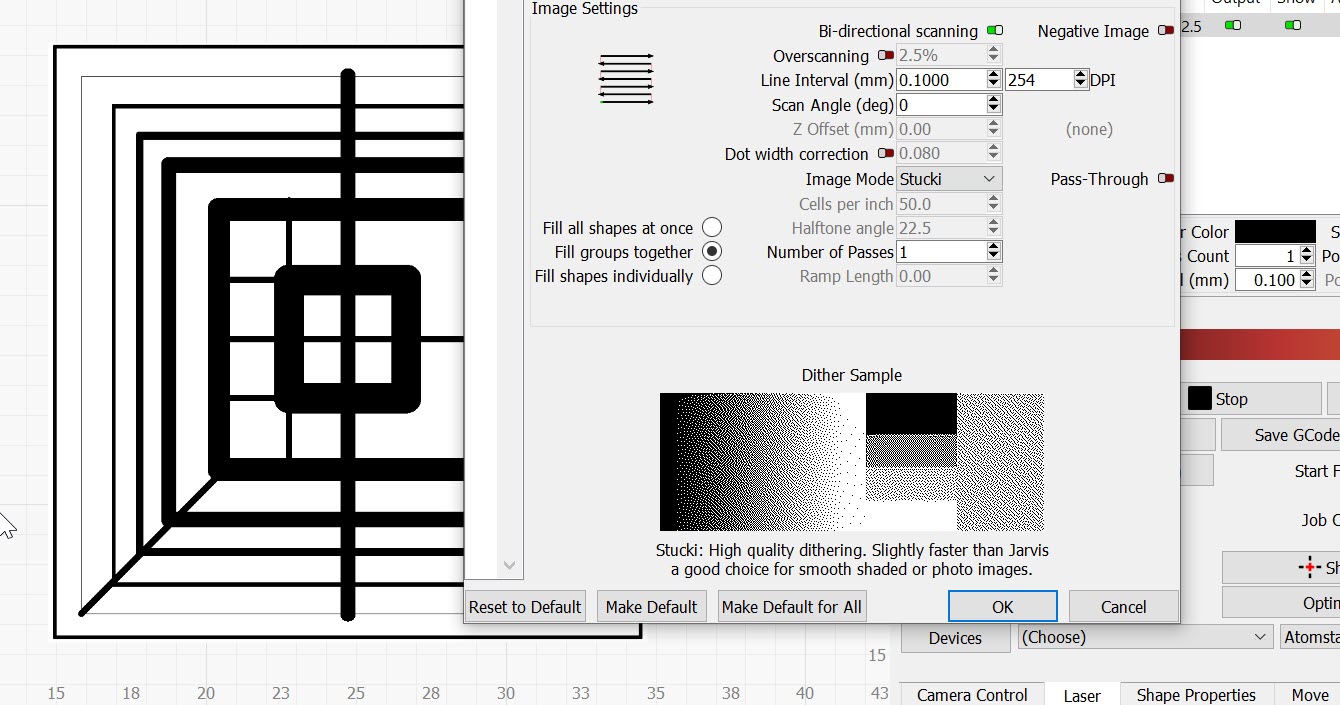
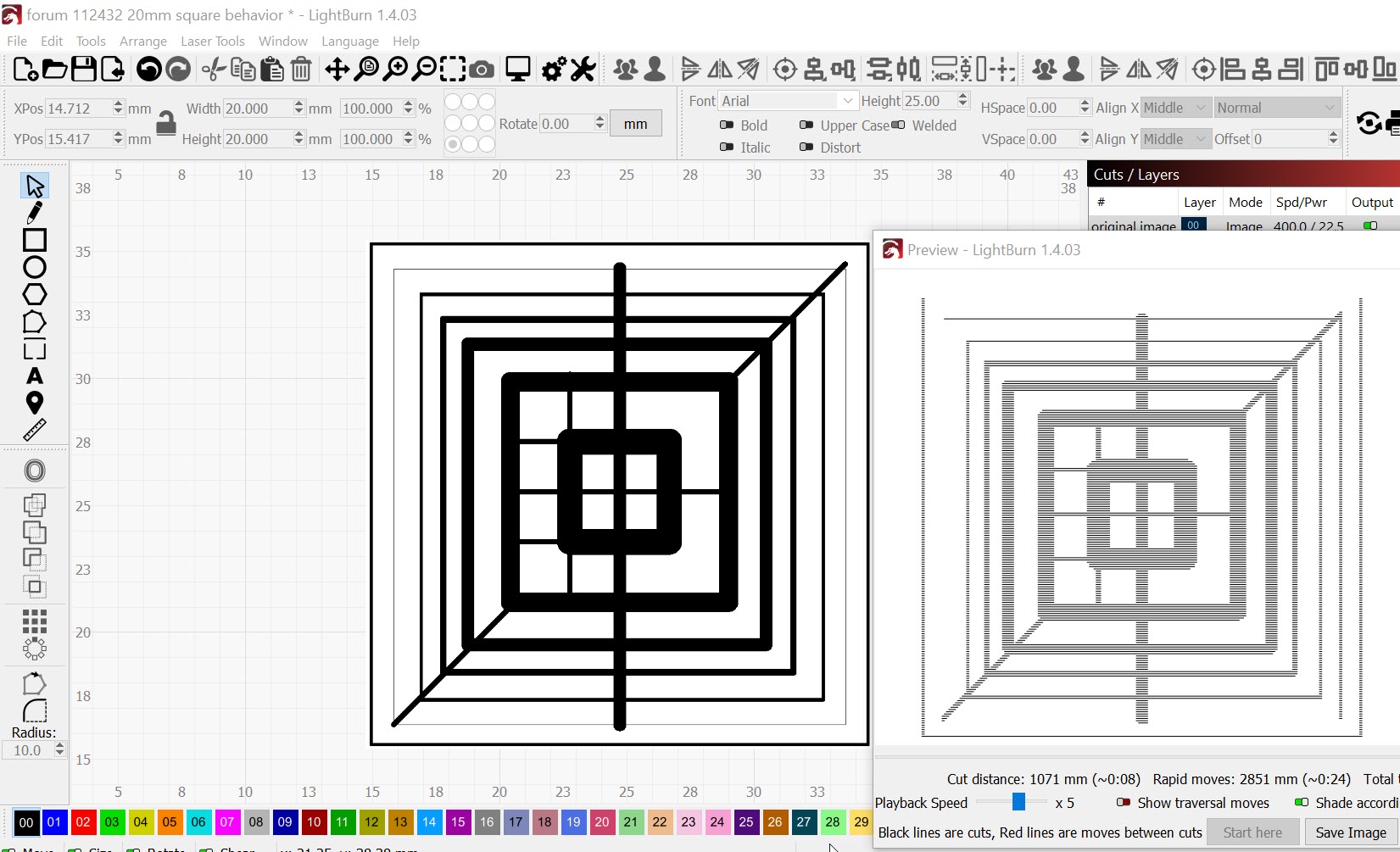
I pulled the image into lightBurn and my Default for image engraving was Stucki. I saw some strange raster-like effects as a result of the dithering. This setting:
The Stucki setting yielded this result:
check out the top left corner of the dithered 20mm square pattern
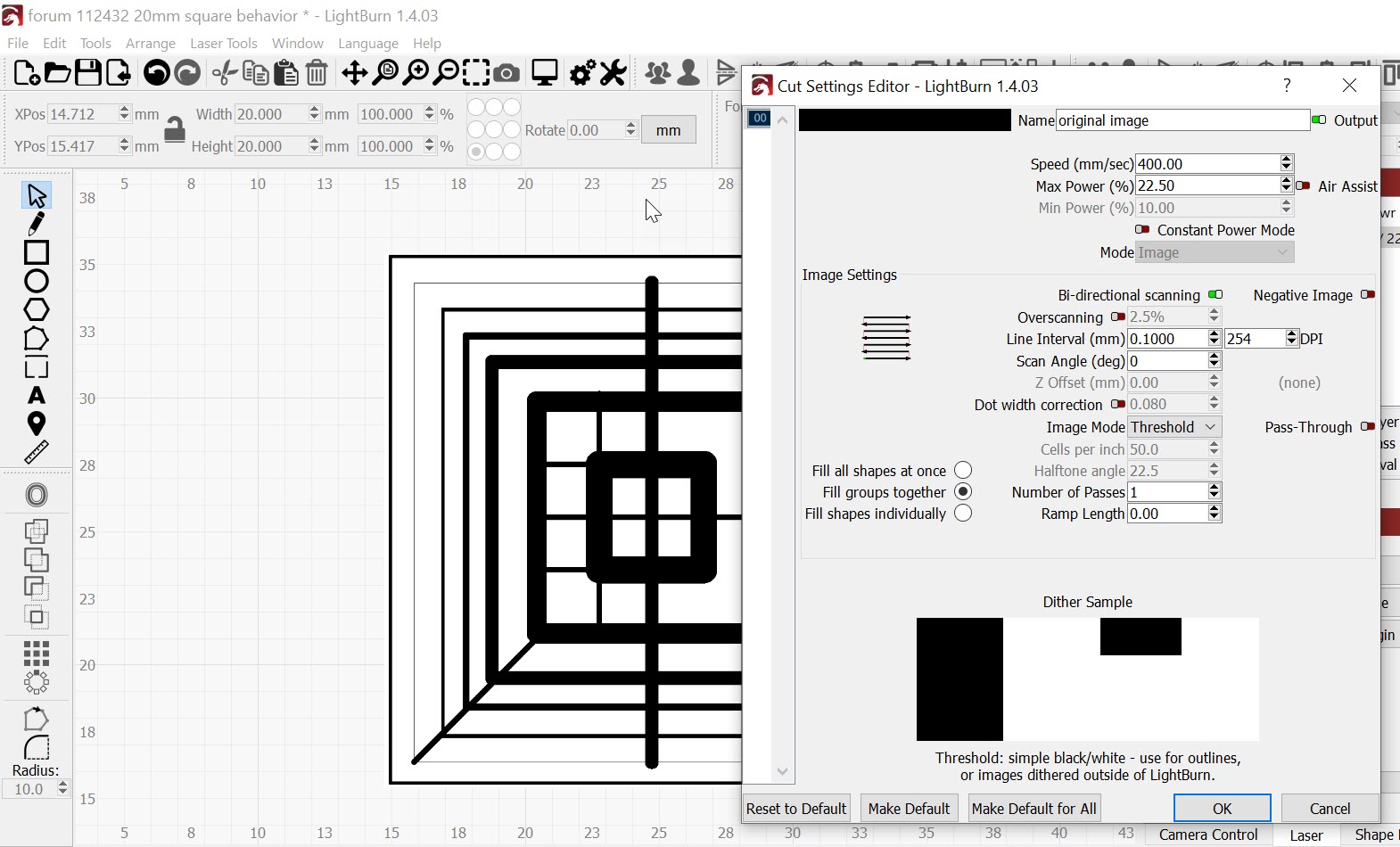
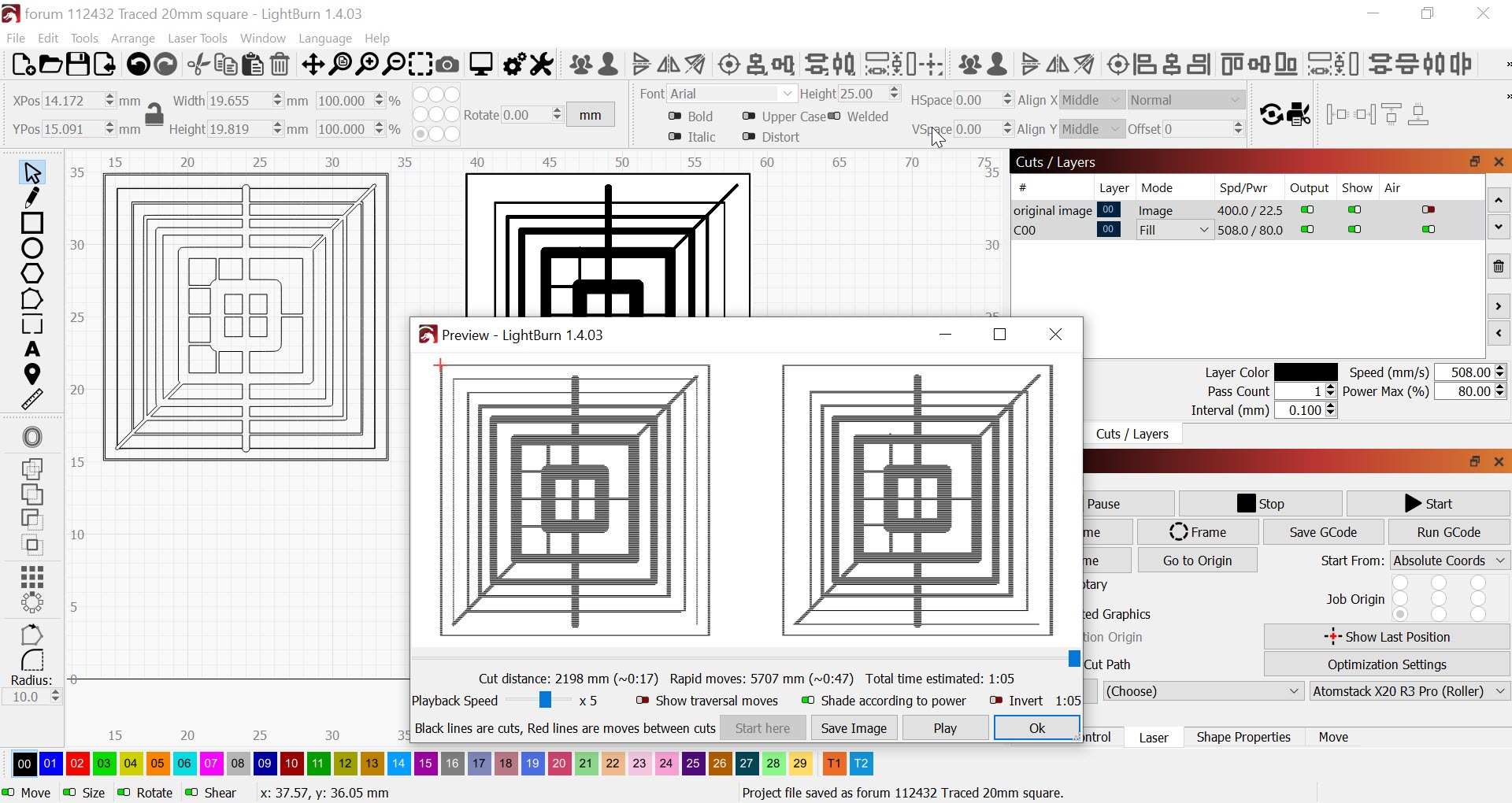
Here’s a test with Threshold. It’s an on-off image setting.
Passthrough will pass all the data as written including shades of grey.
It’s better, but it’s still not perfect.
I believe my DPI setting is holding this back and making decisions about what is excluded.
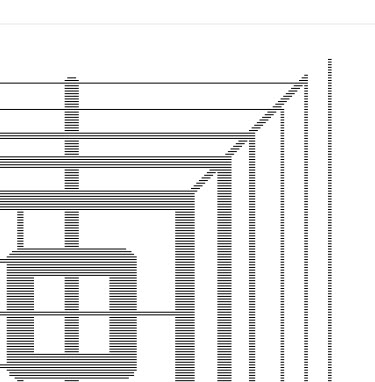
Now, I’ll turn this image into a vector shape in LightBurn with the trace tool. I may have to remove the outermost box depending on how it behaves.
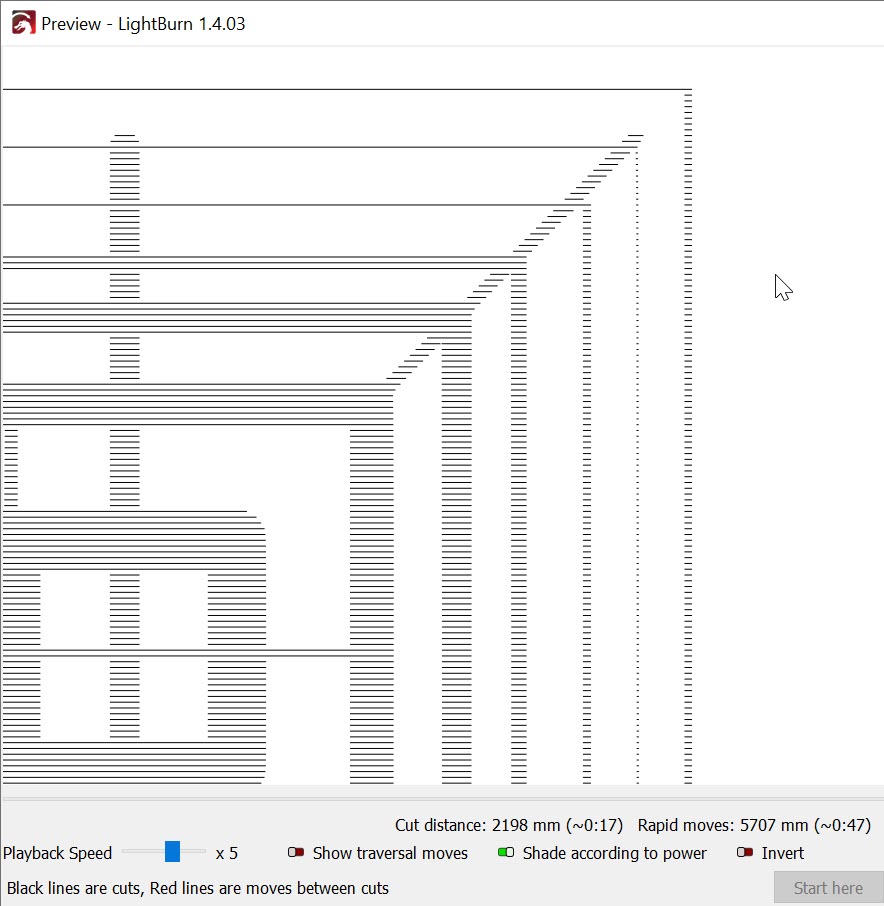
Here’s the top right corner of the image trace on the Left.
It’s quite a bit better but I’m feeling this is still related to dot-size or line interval.
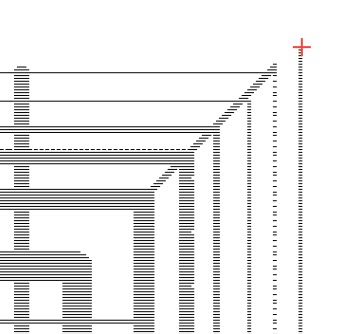
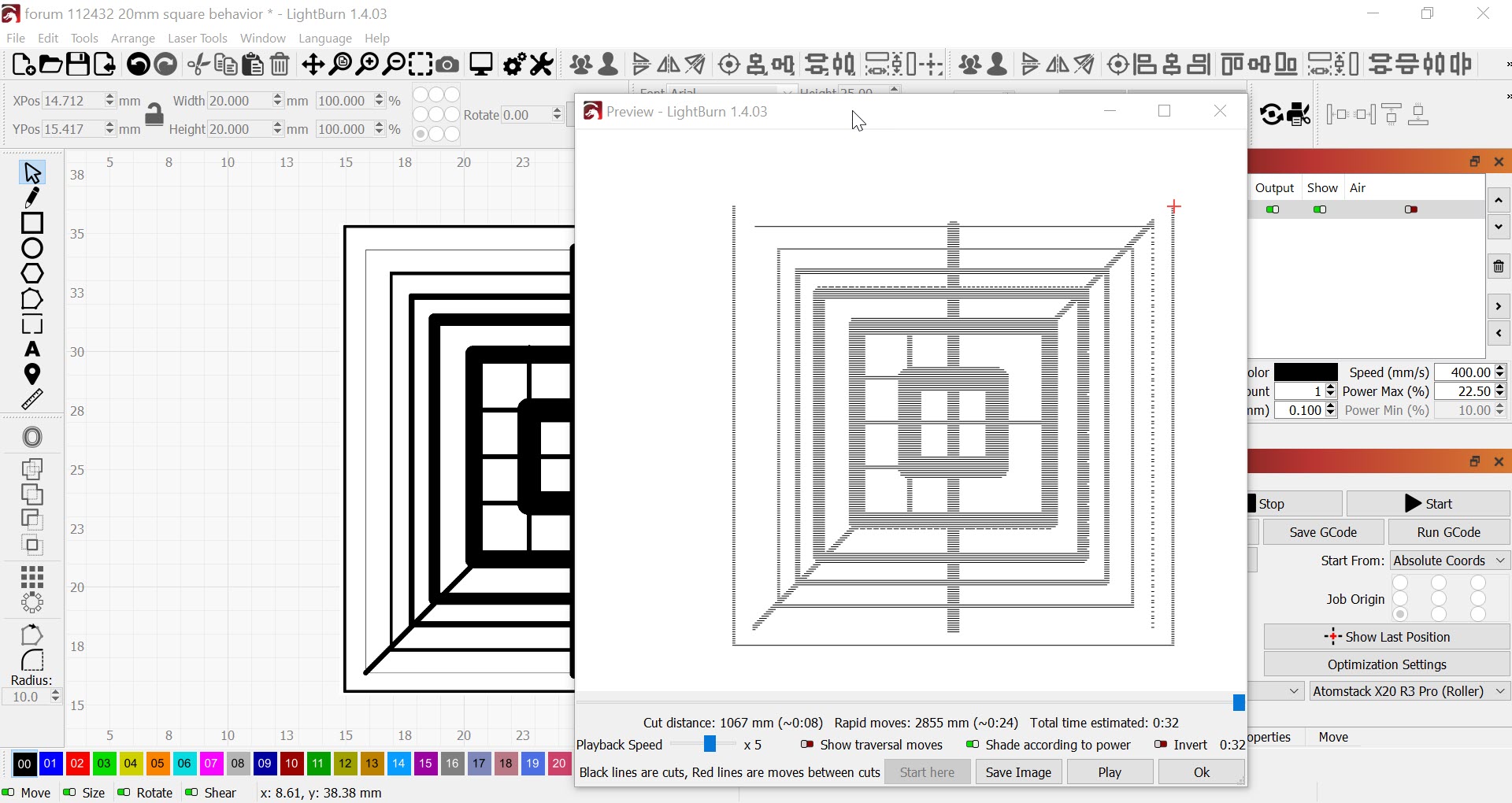
I thought there were ($31=0 laser-on when) traversing artifacts when I first looked at these images. The diagonal lines shown should have been produced.
This is fantastic. From this image and with this speed, it looks like 0.1mm scanning offset at 6800mm/min will be very close. This will start the left-to-right pass and the right to left pass slightly sooner (roughly 882 milliseconds). It’s still trial and error but you’ve absolutely identified the behavior by repeating the test at 90 degrees. After you offset each line that pattern should clean up.
0.1mm X (1 minute/6800mm) X (60 seconds/minute) = ~ 882 microseconds (less than a millisecond)
That timing change could be necessary because there’s a small delay in the controller or the copper takes a little time to warm up. ![]()
Because you’re using 10% power, on passthrough you’re applying that 10% power at 1200 DPI, instead of about 250 DPI (what the laser can do) so you’re engraving each line 80% overlapping the adjacent line, and about 60% over its neighbor, obliterating detail.
250 dpi = .1016mm line interval (4 thousandths of an inch)
1200 dpi = .0212mm line interval (0.83 Thousandths or 8.3 Ten-thousandths of an inch)
{kind=link}