I am using Lightburn with the Snapmaker Lightburn Profile from Snapmaker (Using Ray / Artisan / 2.0 with LightBurn | Snapmaker Wiki), so Lighburn creates grbl style gcode
My current project contains a Text-part (which is lasering fine) and a cutting part (line around the Text). After the Text has been lasered the laser cuts the first path, then moves to the next path but never turns on the laser power.
I think the problem is the generated gcode from lightburn.
; Cut @ 900 mm/min, 99% power
M8
G0 X2.149Y1.244 ← moves to first path
M3
; Layer OuterCut
G1 X-0.111Y0.09S252.4F900 ← begins cutting with 99% laser power
G1 X-0.092Y0.108
G1 X-0.069Y0.124
…
…
G1 X-0.151Y0.015
G1 X-0.141Y0.043
G1 X-0.127Y0.067
G0 X-4.346Y0.46 ← turns laser off and moves to next path
G1 X-0.044Y-0.138 ← begins cutting next path but without laser power
G1 X-0.069Y-0.124
G1 X-0.092Y-0.108
G1 X-0.111Y-0.09
G1 X-0.127Y-0.067
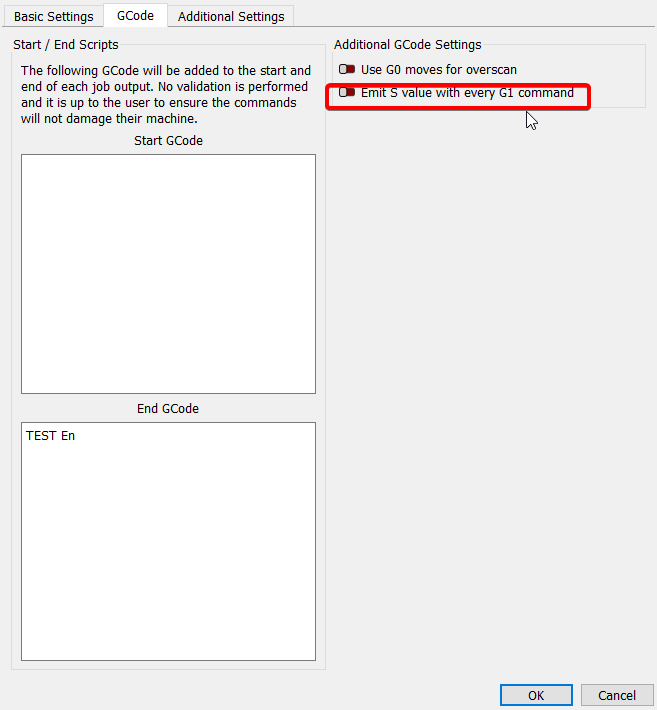
Is this a lightburn issue (missing the S part of the G1 command) or is this a Snapmaker Artisan issue because it should use the last laser power from previous G1 command)?
The “fill” mode of the Text always uses only the G1 command with S0 and Sxxxx to turn laser power on/off
…
G1 X2.197S63.8
G1 X1.75S0
G1 X-0.2Y0.1
G1 X-1.75
G1 X-2.197S63.8
G1 X-1.75S0
G1 X0.2Y0.1
G1 X1.75
G1 X2.197S63.8
G1 X1.75S0
G1 X-0.2Y0.1
G1 X-1.75
…
Regards
Michael