Like many others I have Air Assist fitted on my three lasers. Its purpose and use reason for it to be fitted are well know.
However on a FB group, a newbie asking what the “ Air” setting was for …was advised to ignore it, it serves no purpose.
There is a lot more but the “opposition” states that LB does not control air assist.
My being of simple mind can see the pump and air assist pipe work direct a jet of air at or near the point the laser beam hits the material….even when the laser is not powered up!!
I assume the air on or off is a trigger to make some adjustment to setting output.
So my question is……what does the Air turned on function actually do to affect or assist its results?
Hi Arthur
As I understand it LB will control the on / off function. However you must first add a solenoid valve connected to the " wind " output of the controller board (Rudia). I think if you search the forums there is a lot of info on how it works and how to set it up.
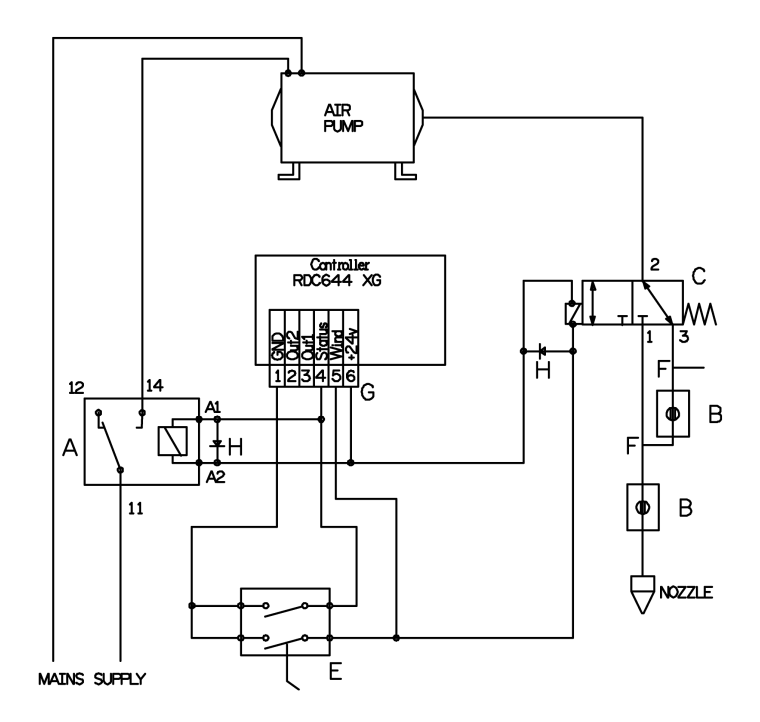
The Ruida ‘Status’ goes low in ‘run’ mode so I use that to enable the air to the machine. It flows through a restrictor to get to the nozzle. This is low pressure air, usually for engraving.
The Ruida has another ‘sink’ output the Chinese call ‘Wind’ it goes low when the layer you are running has ‘air assist’ enabled. This just opens a solenoid to bypass the restrictor for full air pressure.
Anytime I’m running a job, I get minimum air pressure, when I ask for ‘air assist’ on a layer I get high pressure.
If you are running grbl for this, I don’t know how it’s handled, but I think you would need a controller you could configure for this. I have seen videos on this on the internet, so I’m sure if you google your laser and air assist, you find lots of information.
It’s probably going to take extra hardware/software for a grbl… I’m sure it’s out there…
Thanks for that info.
Apologies if my post did not make clear, I do not have any concerns about LB and the Air Assist Function in the cuts panel.
My setup is the basic compressor, fish tank tube and two machines have 3D printed AA and my latest Neje Master 2S Plus uses a second compressor, tube and a 2mm brass tube with a bend aimed at the beam spot. Power on…the compressors pumps and do their job. For my simple engrave for fun only needs, I do not need or would want “computer controlled AA.
On the post my advice to the new comer was…air assist is a good add on for improved surface finish.
To the replier stating Air Assist was not needed…and the “ Air” in LB “ does nothing”.
In fairness, the guy is correct….but not in saying the AA itself is not needed.
The basic hardware of most lower costs lasers is that many things, like air assist hardware is left off and is up to the user to figure out…
Depending on the machine, some make after market kits and nozzles. It sounds like you have a 3d printer, that’s how I made most of the mounting parts for my little cnc.
I’ve found air assist valuable in both cutting and engraving. It helps keep debris off the lens and can help eliminate or reduce debris on the surface of the finished material. Help in cutting of most materials, but I use air assist anytime I use the laser, if for nothing else lens protection.
No he is not. On HIS machine it does nothing, on mine lightburn works properly.
If he throws a cup in his machine and clicks ‘rotary enable’ in lightburn, I wouldn’t expect it to work without the rotary. Sounds like he does.
I think you misunderstood my reply to the guy who said lightburn does nothing with Air?
This debate includes replies stating added equipment needs to be added before LB Air in the cuts panel can control airflow on and off etc.
My reply is I use a small fish pond compressor, fish tank tube and 3D printed parts.
When I turn the pump on air is blown through the tube and out the nozzle and aimed ar the burn surface hit by the laser.
During a burn…no matter if the AIR option green and active or not in use. The pump blows air through the tube even when the laser is turned off.
LB is not connected to the pump and cannot turn it on or off or regulate air flow!
Hence my comment the guy is correct LB is not doing anything to help or hinder users like me and my simple set up.
This not a negative criticism of LB, its a basic fact.
Finally, I have yet to see or hear about any diode laser user mention add on control equipment to allow any software regulate air flow to Air Assist feed to the laser module.
I have three diode lasers with grbl control boards and controlled by the grbl based Lightburn version.
Going back to my opening post.
I was attempting to learn what if anything Lightburn “controls” if the Air option in the Cuts panel is “ turned on” and green.
The answer is…unless add on “suitable equipment” is connected between the pump and computer, Lightburn is unable to control air flow.
So for me and the lady getting bad advice that …Lightburn air assist does nothing ….is basically open to grammar and interpretation.
Air Assist does improve results when engraving and cutting. How its applied is to a certain point academic.
Lightburn and its Cuts panel Air option, without added “ equipment”, cannot control air flow.
Again, my post and comments are not a LightBurn critique, it was a question to inform me of a Lightburn function in order to nullify a third party bad advice given to a newcomer to laser and Lightburn.
I had a quick look at the source code. Air Assist (M7 or M8 in the Machine Settings) doesn’t appear to have any influence on the behaviour of the spindle / laser.
With Air Assist enabled in the Cuts/Layers window in Lightburn issues the command (M7 or M8 Whichever is supported by the GRBL controller) to the controller when the laser is operating within that layer. M7 and M8 are allowed to toggle a data pin on the processor which can be used to activate the air solenoid.
I will have to power up the controller on my grbl 1.1f machine to verify.
Is this the answer to your question you are asking?