I am brand new to CNC machines and GRBL talk. So please forgive me with the basic questions. I have set up my own cnc machine with openbuilds black box. I am using it to move my longarm quilting machine around so it can quilt design patterns for me. I finally got it to connect with lightburn but it doesnt follow the commands. I say go right and it goes left . I say go left and it still goes left. I say go down and it doesnt want to do anything… I have played with it so much I dont know the rhyme or reason for it. I havent yet found a pattern for why it isnt listening to me. One time it told me it couldnt move at all because grbl wasnt idle.
Help Please! Thanks!!
I’m not super familiar with Openbuilds systems and your specific quilting use case is fairly specific. I recall one other user here using LightBurn for quilting where I helped him with ways of working around some of the specifics required for quilting.
I’ll need to ask some basic questions to get started so appreciate the patience.
Does your machine having homing switches? If so, to what corner does the machine home?
Can you provide the following:
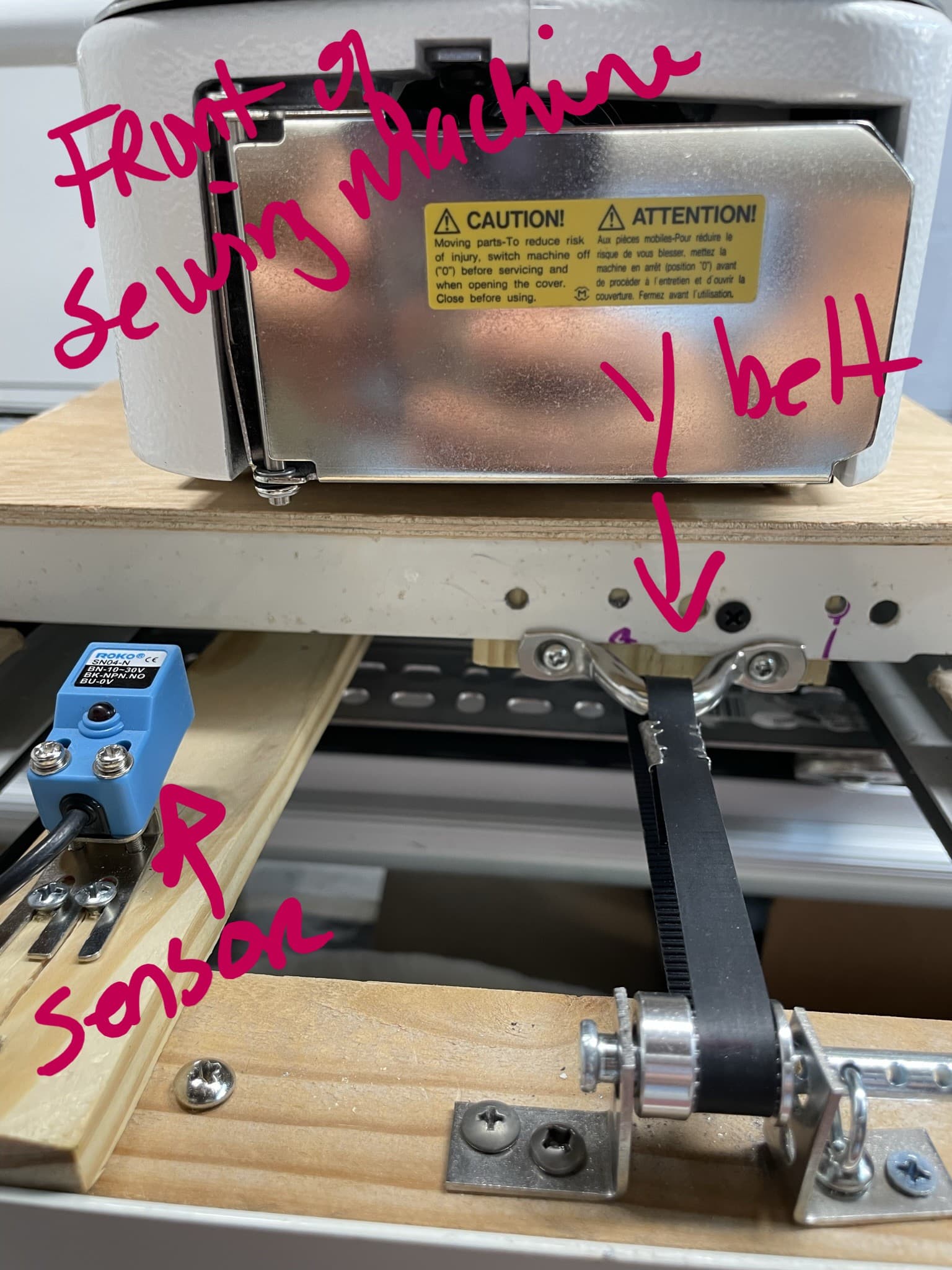
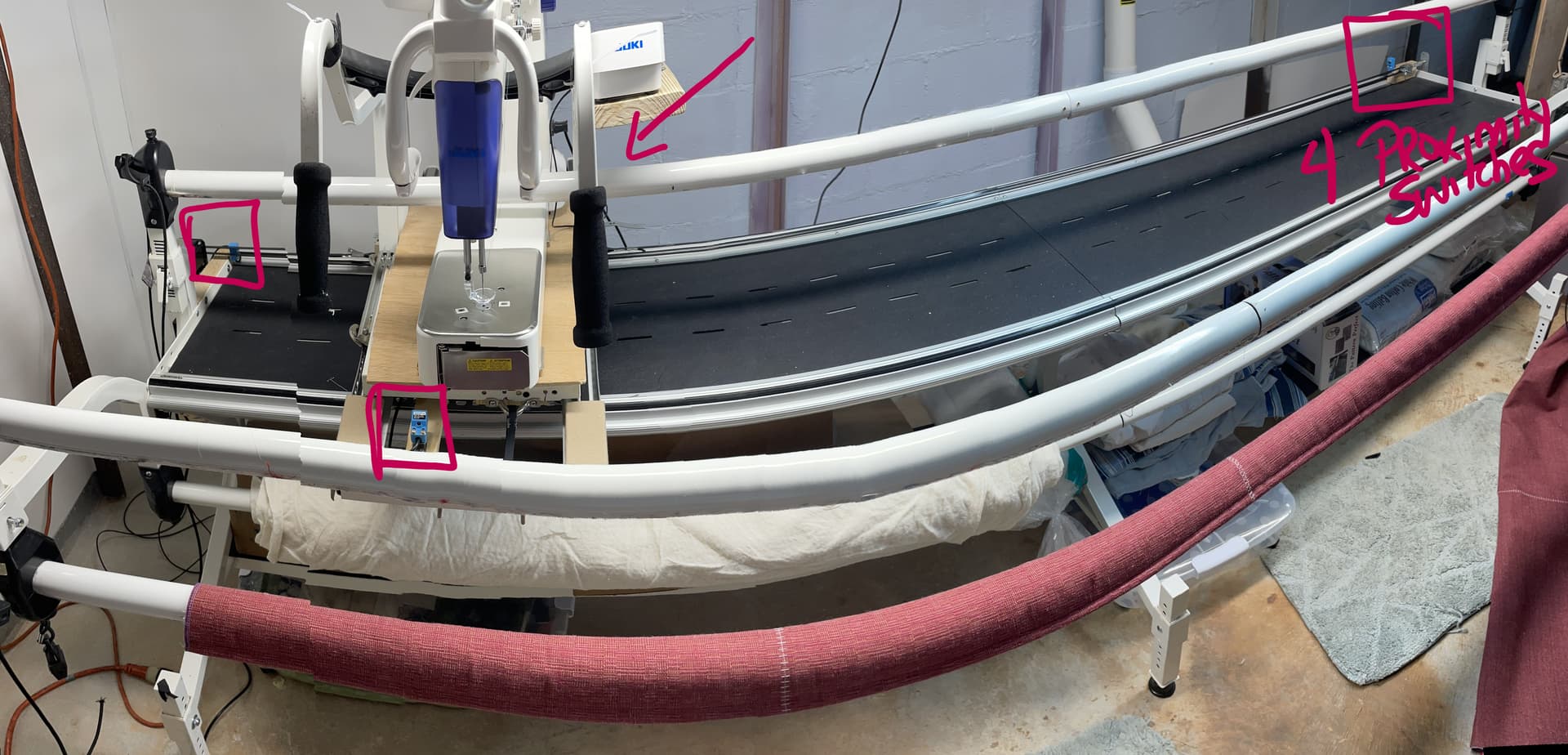
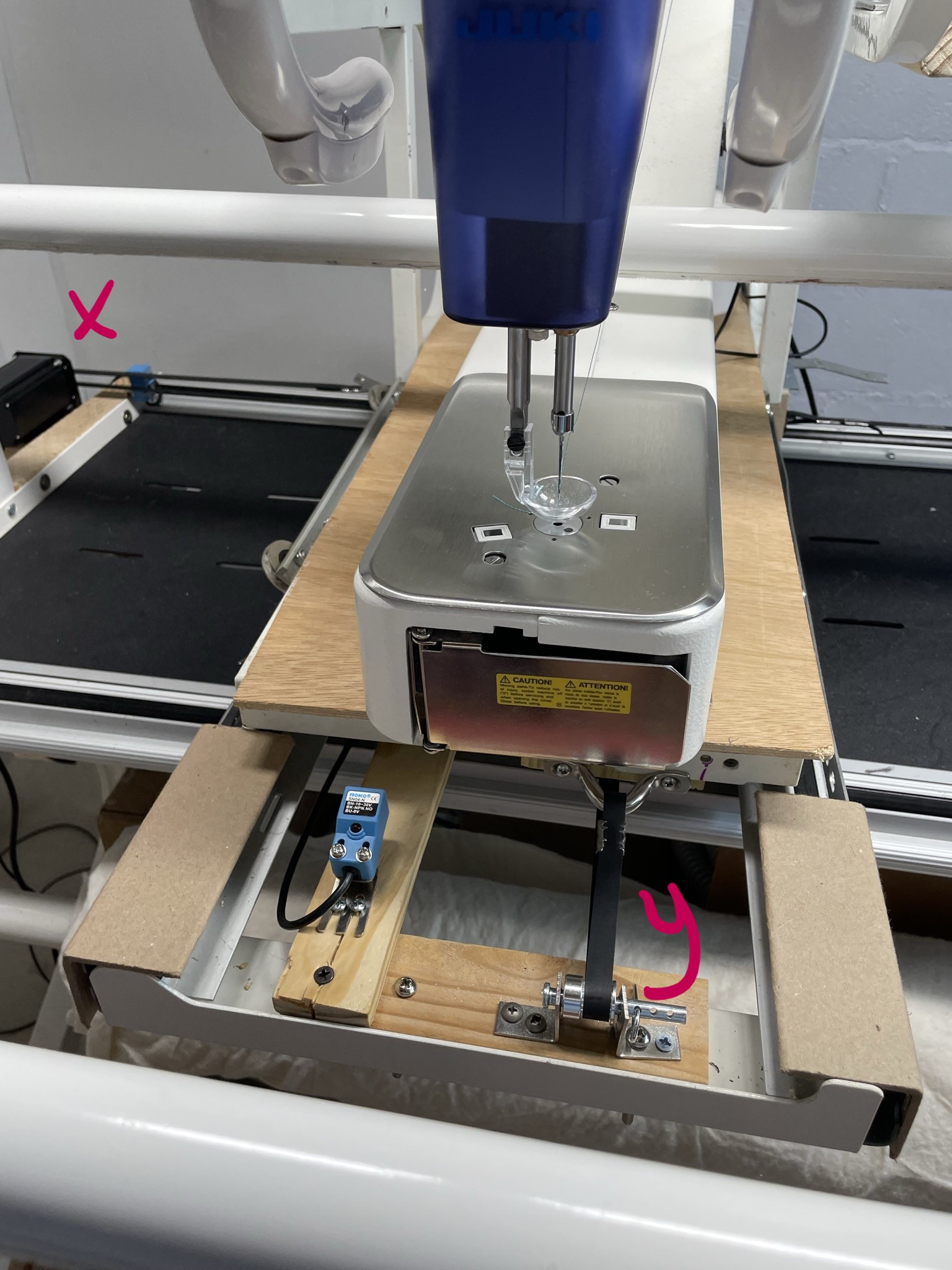
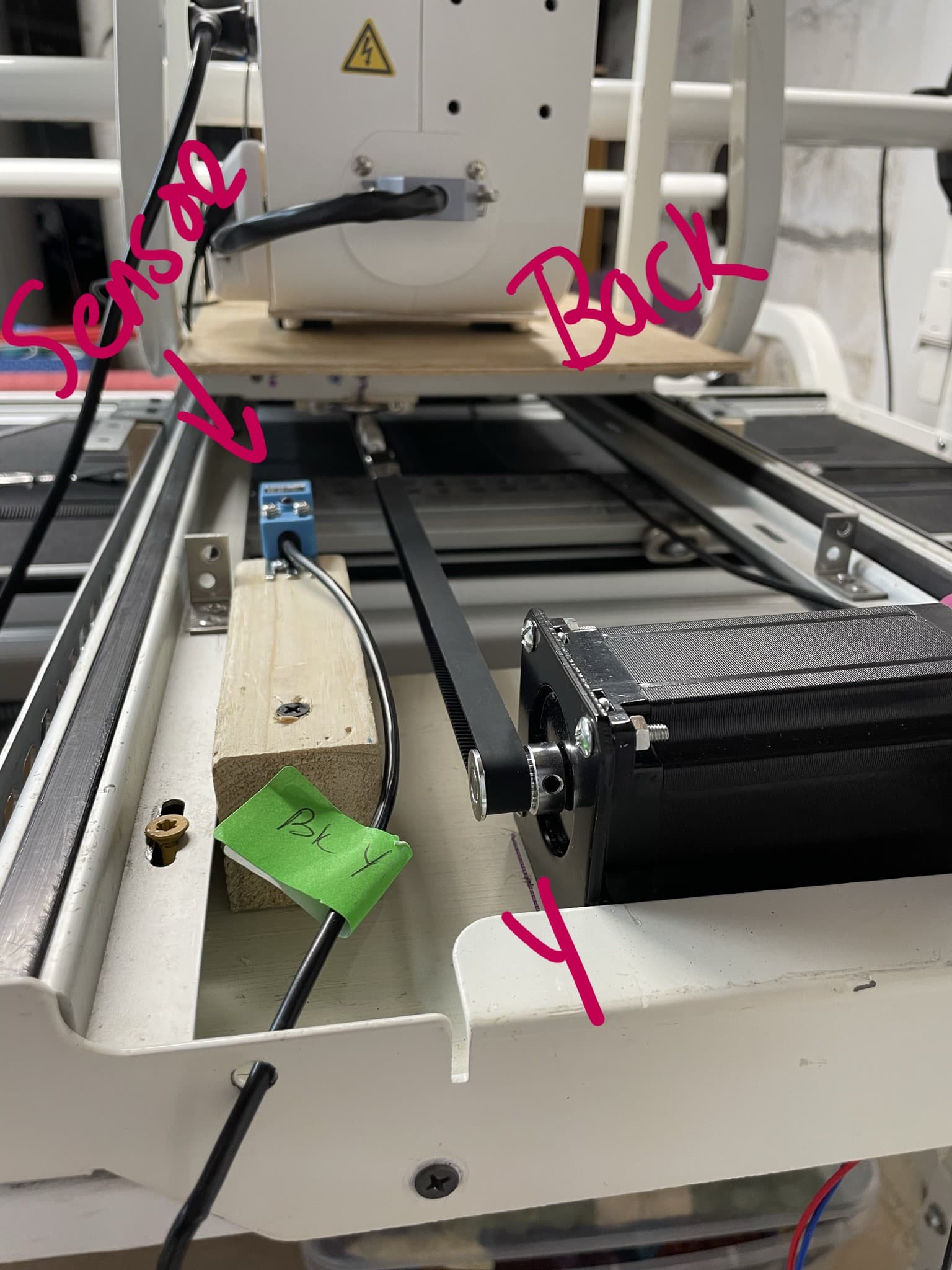
- A photo of your overall machine to understand the relationship of components
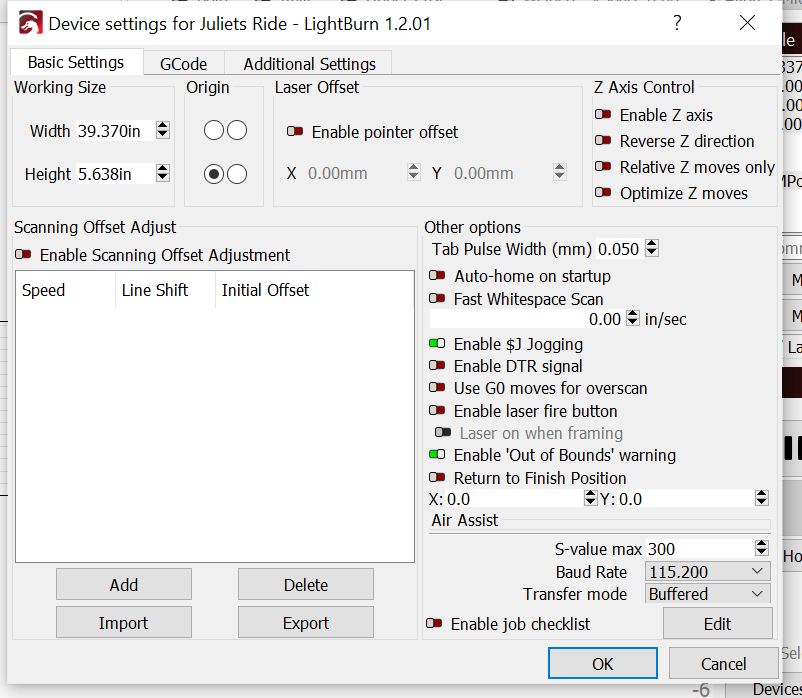
- A screenshot of Edit->Device Settings
- Run these commands one at a time in Console in LightBurn and copy/paste the text results here:
$I
$$
$#
?
Thank you for taking time to help!
Yes I have homing switches. I proximity switches on all 4 sides and have the machine set to home to the right side. I have taken a bunch of pictures






$I
[VER:1.1g.20181112:CUSTOM]
[OPT:V,15,128]
Target buffer size found
ok
$$
$0=8
$1=255
$2=0
$3=5
$4=1
$5=0
$6=0
$10=1
$11=0.020
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=3
$24=100.000
$25=300.000
$26=250
$27=5.000
$30=300
$31=0
$32=0
$100=199.100
$101=199.100
$102=199.100
$110=2500.000
$111=2500.000
$112=2500.000
$120=150.000
$121=150.000
$122=150.000
$130=1000.000
$131=1000.000
$132=100.000
ok
$#
[G54:-18.338,-22.270,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:-300.050,-1.425,-20.000]
[G30:-337.372,-9.096,-20.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
?
<Idle|MPos:0.000,0.000,0.000|FS:0,0|WCO:-18.338,-22.270,0.000>
ok
That is a seriously cool machine.
Is home to right front or right back?
You have the Origin setting in Device Settings to top-left. Can you switch to bottom-left and see if that correct the jogging control direction?
You have soft limits disabled and travel limits set a random values. Are these important for how you use the machine? Do you want to be prevented from going past your defined dimensions?
You have several work offsets defined. Is this deliberate?
At the time of running ? command you are working in G54.
Can you confirm that you were in home position when you ran ? command?
Do you have a preference as to where 0,0 is defined? Typically this would be bottom-left on GRBL laser machines with positive values going up and right. LightBurn wants to work with positive values in any case irrespective of origin location.
1 Like
Just dropping in to say this is SUPER cool
1 Like
The information @berainlb has shared so far is really useful to diagnose the grbl commands to move it, but a controller not moving the same direction regardless of the commanded move seems to suggest that your wiring or control electronics may need to be checked, independent of LightBurn.
A tool like the Arduino IDE Console or Universal G-Code Sender to confirm that the behavior is the same regardless may help remove the variable of LightBurn.
When I was working with 3d printers many moons ago, the 3d printer control boards tended to have a “step” and “direction” pin for stepper controls, and if that direction pin wasn’t connected correctly, it’d be very hard for the machine to both know where it is (since it thought it was commanding a move a different way than what actually happened), and to reliably move.
Hope this is helpful, this is a super cool project ![]()
2 Likes
I have used openbuilds control program with this. Finally got it to home yesterday. The machine responds to the controls and my directions correctly in openbuilds program. For that reason I dont think it is the wiring set up. But I could be wrong. I again dont know what I am doing. I got some feedback that I need to try with openbuilds control because last time I tried with it I set homing… and set zero but when I told it to run it “RAN” backwards into the hard limits. Which it shouldn’t do. So I still dont know what it wrong with that. I really dont care which program I use as long as I can get it to work with out loosing my hair. ![]()
1 Like
I changed back right to front right for homing. Thats all I changed. Then i toggled for it to jog down aka towards me Not on continuous jog. It didnt move. Then I selected back… and it went LEFT. I selected left and It seems to have gone both left and forward.
As to soft limits and travel limits. I dont know what they need to be set to. I have a gcode that is a design with sized that will vary. It could be 60" wide and 9" tall or 10" wide and 8"tall. It will change depending on the pattern and quilt I am working with. I will need the stitches to start before it hits the quilt and end after it runs off the side but that is kinda included in the sizing when I set up the gcode.
I dont know what work off sets are. Sorry. I had another gentleman who has worked with CNC machines before and who was is also in the process of setting up the same thing for his wife help me a little the other night and I changed some settings under Machine settings according to what he said. Not sure if that is the same stuff you are refering to. G54 will eventually mean somthing to me after all of you smart gcode people help me but right now all I am thinking is BINGO?.
0,0 I thought would be helpful to be in the back right since that is where I would start from on a quilt working back to front. But if it needs to set up in a different place I am flexible.
I just re-homed it and ran ?
?
<Idle|MPos:-995.003,-995.003,0.000|FS:0,0|WCO:-995.003,-995.003,0.000>
ok
Just tried again after rehoming it and that went well. right went right, forward went back, back went back and left went right… AAHHH
I suspect the other programs that you are using are actively changing your offsets or have a different expectation of how coordinates should be set. I suggest you stick to a single program at least until things are sorted out then you can make an informed decision about how to proceed. I’ll assume LightBurn until you state otherwise.
I’m a little lost as to where you are right now.
Can you rehome and then run these commands in Console and return results:
$#
?
Also, can you send a current screenshot of Device Settings again please?
I am a new user and they say I am taking to much and cant post more on that thread for 19 hours
$#
[G54:-995.003,-995.003,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:-300.050,-1.425,-20.000]
[G30:-337.372,-9.096,-20.000]
[G92:0.000,0.000,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
?
<Idle|MPos:-995.003,-995.003,0.000|FS:0,0>
ok
Let’s start by removing the G54 offset.
G10 L2 P1 X0 Y0
Let’s see if we can get it to work with origin at top-right. Can you go to Device Settings and click top-right for origin?
Then please home and retest your controls. Does left go left, right go right, etc? Try to document specific motion for each.
After a homing operation, can you rerun this and return results?
?
Then try jogging left and down and check position in Move window. What are the values if you jog to bottom left?
I did the things you asked above but Lightburn wouldn’t let me respond last night. So I decided lets start from the beginning. I uninstalled light burn and downloaded it again. Added my machine and things are much better but still have some issues. I am able to start with it actually at zero but after moving it around a bit and coming back to “zero” it no longer things that I am at that spot . Instead it says I am at some negative location. I am able to home and seems like jogging directions are acted upon correctly. I tried to add a basic shape and ask it to run the job but it still takes off “RUNNING” to the back of my frame. I had measured out the working space for my machine and made sure that was added in there but after using the cross hair last location tool … moving from one end to the other… what it says is 2" is what I say is 8". not sure why there is a measurement difference. I am in inches not mm. Also It thinks that my working space is in the negative y space not sure why. Hope this makes sense. I can send some pics of what I found if needed. I made a little headway so I am happy but still stuck… Thanks again for your time to help me!!
Let’s sort out the coordinate system first then deal with what seems like an axis calibration issue.
Can you provide the following:
- Home then run in Console:
$#
?
- Jog head to front-left then run in Console:
?
- Can you confirm that you changed Origin position in Device Settings?