Hope this finds you all very well! I have an Omtech 55w 24"x16" bed with all parts stock for the most part using the Ruida Controller. Added CW-5200 Water Chiller, Camera, and Inline Fan. Fairly new to laser cutting. I’ve done plenty of design work and have produced my material primarily through Ponoko. Their production and shipping prices were brutal and getting my business nowhere fast so I made the leap and purchased a laser of my very own. Overall, just so friggin stoked to reach this milestone. Anyhow…
Posting with regard to an issue I am having with my laser cuts containing notches/bumps at every point of “contact” on the honeycomb bed. I’ve tried adding space between the bed with 3-5-mm pieces of acrylic to lift material off of the bed but am still seeing said bumps/notches/burns at the points of acrylic that rest just above the honeycomb mesh (hope that makes sense)
I’m running the laser at 3mm per sec + 35% Power, and at a focal point distance of 17.5mm. Kerf is set to .2mm. (which is another point of contention atm) I’m seeing what seems like a nice hairpin of a burn when I check the pulse at 15% power which does generally measure .2mm kerf.
What seems to happen is that the laser is refracting off of the honeycomb bed and back onto the material causing this pattern of bumps/notches/more distinct striations. I can’t seem to find any literature on this subject but I have seen folks who raise the material from the surface of their bed when cutting. I’ve seen folks use things like magnets and pieces of acrylic to hold their material down onto the bed which seems to be why this issue is occurring so I’m a bit confused.
What might be occurring with those sort of refracted melting spots? I’ve looked closely to see that they are indeed in the pattern/frequency of where they lie on the the honeycomb bed itself. Again, tried raising material 3-5mm but am still getting marks - Less than if the material was resting directly on the bed but still unsightly. Dug around the web to no avail (maybe I’m specifying the wrong terminology in my searches?) What kind of distance is needed between the material and honeycomb cutting bed to achieve cuts free of these blemishes?
I hope this is enough information to work with. Any direction would be greatly appreciated. Thanks a ton in advance!
Here we do not completely agree with each other (@jkwilborn and me) I mean, as soon as possible with the least necessary energy is (my) right way forward. Now acrylic is a slightly special material, but I can see that your speed is very slow. Depending on whether it is cast or extruded, my speed for 4mm acrylic is approx. 15mm / s at 11mA, 8mm acrylic I cut with 7.5mm / s and 14mA or 6.5mm / s and 10mA. (I have a rated 60Watt tube)
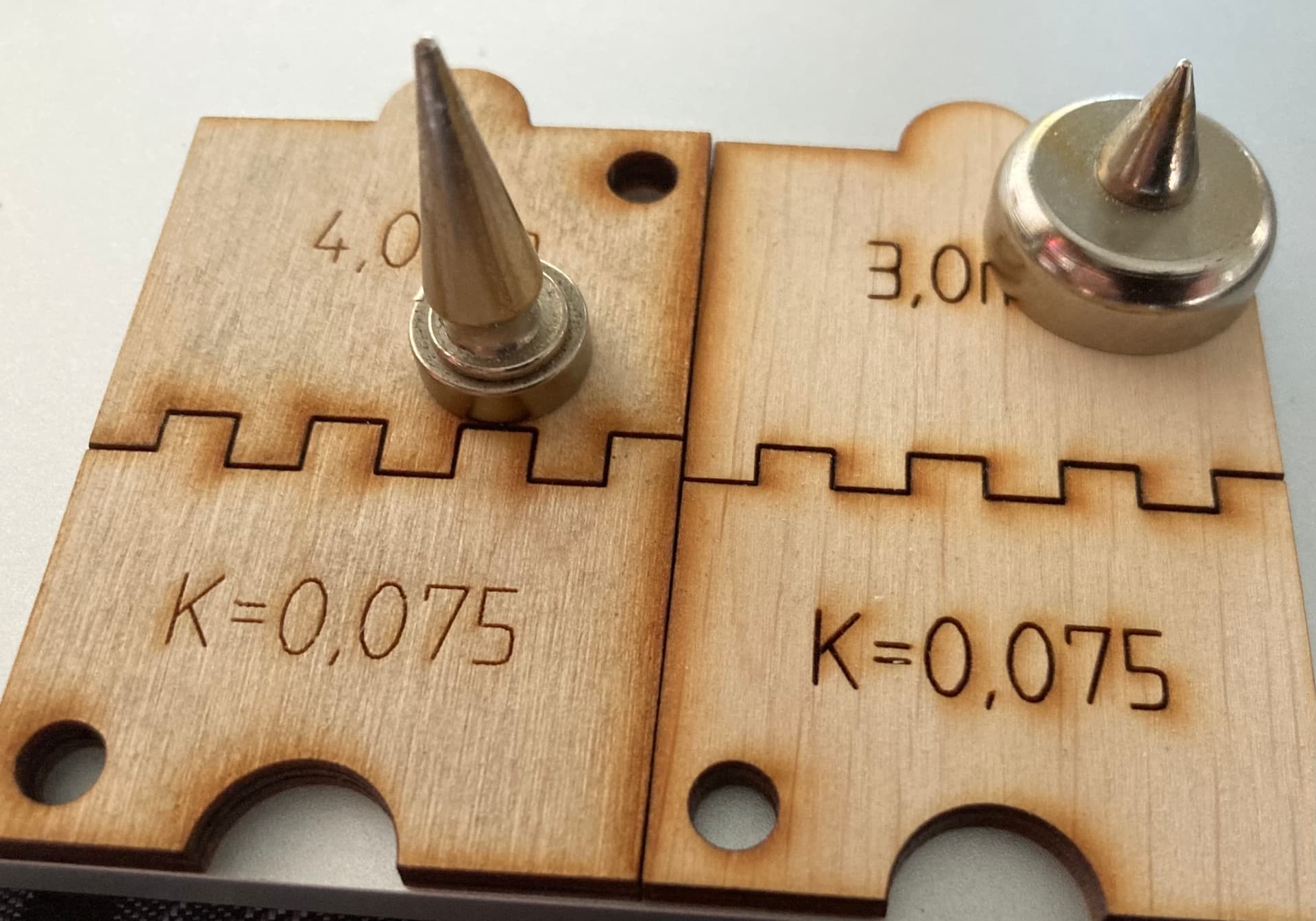
Regarding your kerf, it also depends on the material and what you want to use the end result for. For fingerjoint boxes, 0.075 mm is suitably tight for this purpose, for me. I recommend that you do some notch tests, it has given me a good insight into this matter.
My values should not be used for a discussion but give you an idea of what others are using to achieve their results.
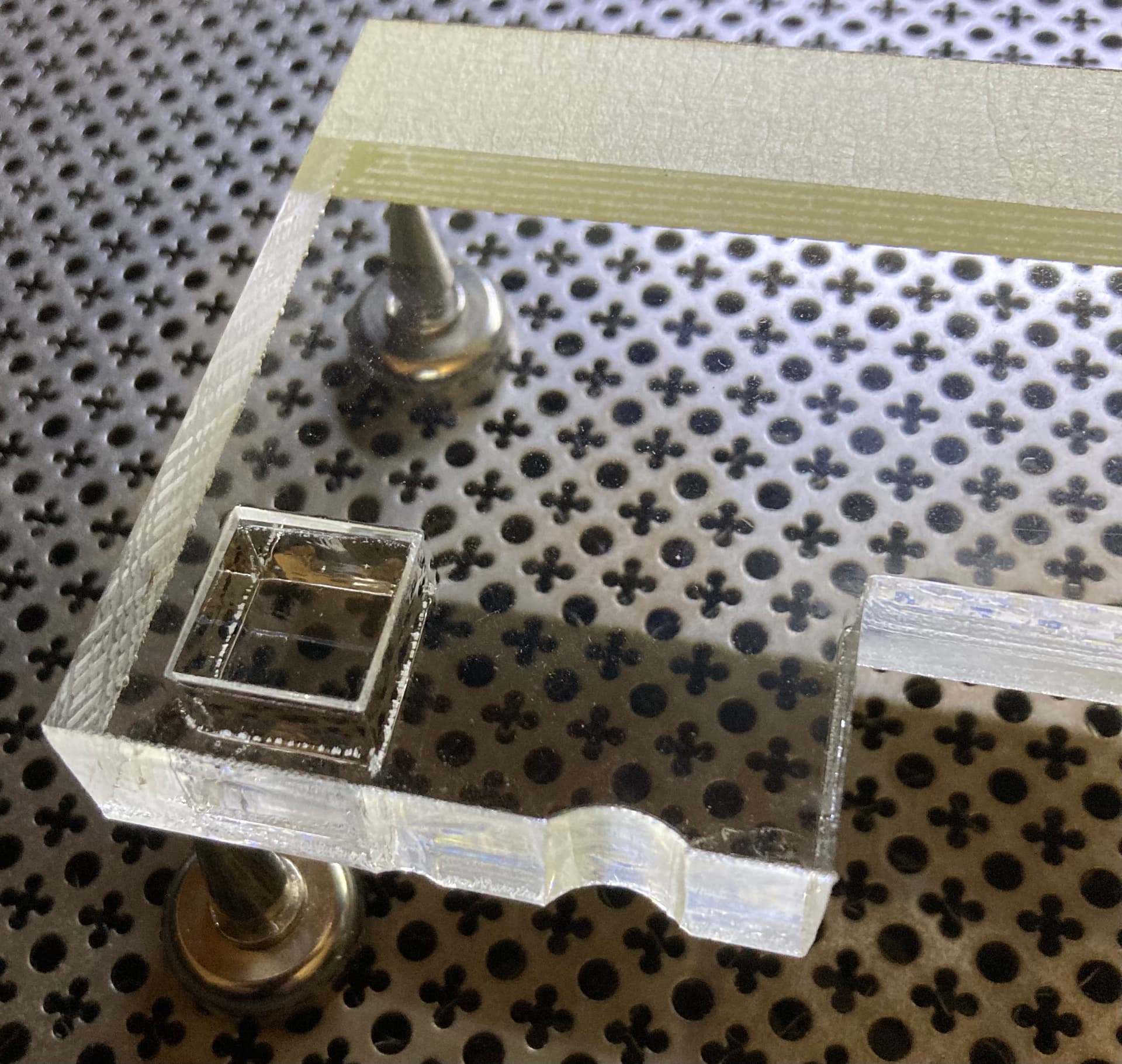
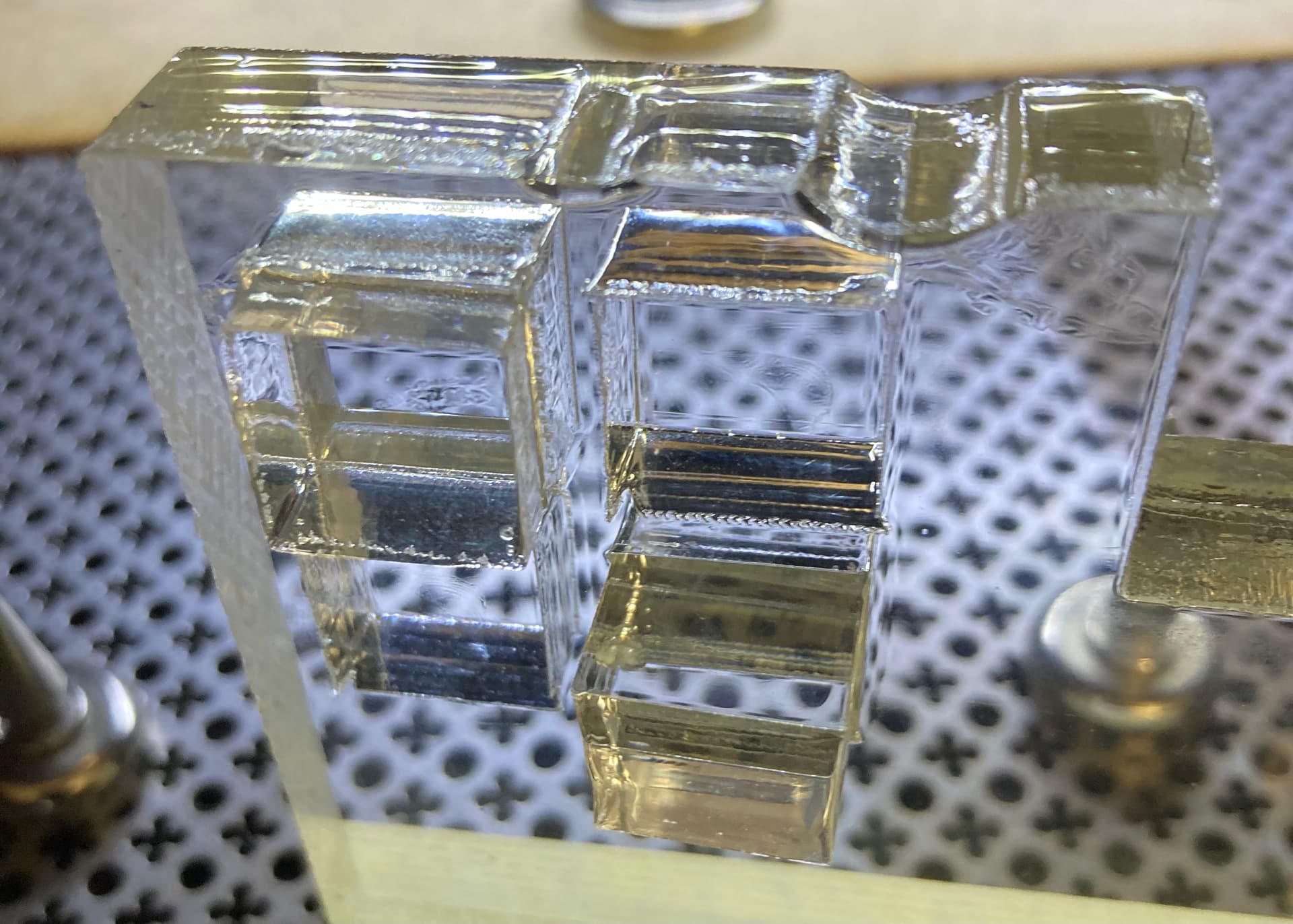
Reflections are always very irritating. At honneycomb bed, a dirty (dark) condition is preferable, new cleaned reflects much more. If I have a critical production with acrylic, I do not remove the foil and I put the material on my magnetic punk spikes up on a perforated steel plate. It works (for me) best. I have short and long spikes (approx. 18 and 26mm high)
Awesome, thanks a ton for your input. I’m heading to lowes to get a sheet of cold rolled steel… and a space heater since I’m set up in the garage and we just got a ton of snow here in Sante Fe, NM. I’ve checked out a handful of Russ’s videos and re-watched the specific uploads you linked, Thank You! Really love the way he breaks it down to the science and very detailed descriptions of what’s actually happening with the laser and material. Gave me a ton of perspective and overall pretty relaxing background audio in the shop.
Will most likely follow up here with how things turn, Thank You again for your help, really appreciate your time.
Hey there Bernd, Thanks for your 2 cents on this topic. I will play around with those speeds/power settings today. The speed I used came from a few of the videos linked from the contributor above - These were actually the videos I started with when the laser first arrived. My idea was that slower with more power gave a more polished edge but that seems to be a bit of a generalization in my case. I’m guessing I’m a bit too greenhorned to fully comprehend what was meant. There are times where I have nice glossy edges but again will still have those notches from the honeycomb. Sometimes said polished edges do not look like a straight cut either but more of a melted curve. This leads me to think I’m using too much power? I’d have to try again and document what my settings were with said cuts.
Anyhow, love the idea of the notch tests. Will hack away at that today.
Those spikes are so cool, super neat idea. I’m assuming you glued the magnets on? There again however, I’m a bit confused as to how you settled on the distance said spikes like the material from your cutting bed. Did you just test out different heights until you were able to produce cuts free of those refraction points from the honeycomb?
A previous contributor suggested a sheet of rolled steel. I’m just about to head out the door to pick some up from lowe’s but am also a bit foggy in this arena as well. I’m curious as to how a steel sheet would work better in not reflecting the laser back up into the material. Should the shine of said steel sheet be something of concern?
Thanks a bunch for your suggestions, insight, and time. Much appreciated!
So cool! That looks really useful. I’d love to give it a try. Lots of practice work going on today so I’ll definitely toss that in the mix.
With regard to your gradient in numbers - What are those based off of? Would I start at .1mm kerf and then move up from there? Would you happen to have a file to share for your method of adjusting kerf?
Thanks for your input - really like that idea and would love to give it a go!
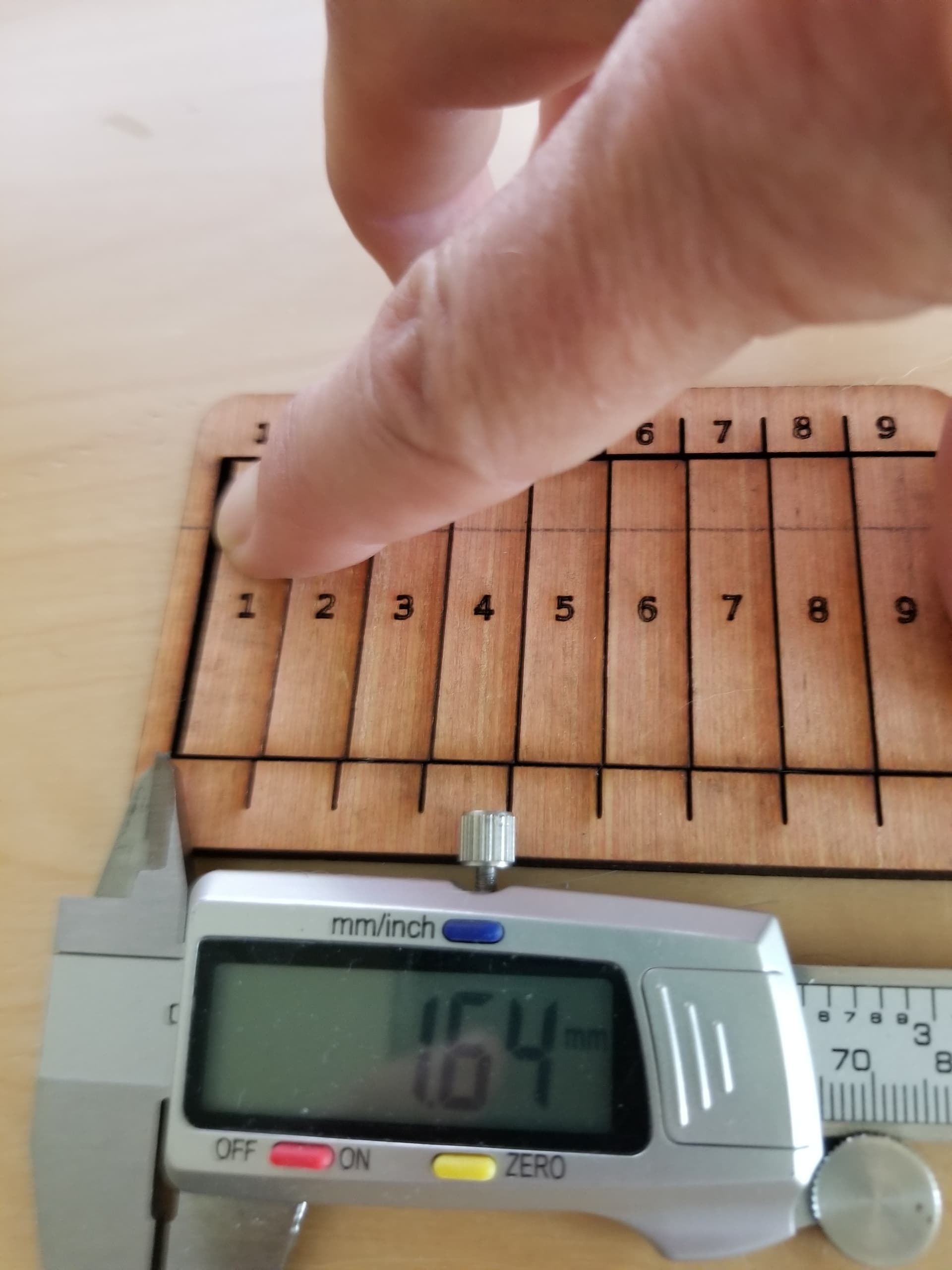
This is not an adjustment. I am measuring the actual laser beam kerf. This tells you the kerf for that material/lens combination.
I might want to know the order of cut or where they were when cut. You pick it up wrong and they are all over the desk or floor…
The idea is that you make 10 cuts. Press the ‘parts’ up against each other.
The ‘parts’ pressed together will leave a gap 10 times the size of the lasers kerf.
You only need to measure the resultant’ ‘gap’ and divide by 10 to determine the lasers kerf accurately.
If you wanted more accuracy then you could cut 10,000 of them, press them up against each other, measure the resultant gap, don’t for get to divide by 10,000.
The height of the spikes is random, I only found the two heights with Ø10 which fit my magnets. There are threaded holes in the spikes and in the magnets there is a countersunk hole - it fits perfectly with a small m3 screw.
As you can see from my setup, there are no marks at all on that piece of acrylic, so for me it works fine this way.
It’s funny that I use the 3mm / s to cut through 15mm acrylic, which you started with for 3mm acrylic. The problem with these slow cutting speeds is that relatively small parts get too hot and can become deformed at the cutting edges.
Regarding the steel plate, I’m not so afraid of reflections, they are not high-gloss polished and with the lid closed, it’s safe.
Oooh, duh lol My bad, concept initially flew over my head
Awesome, thanks for the file! Will definitely give that a try. I was finally able to grab that sheet of rolled steel a few hours ago. Gonna hack it to size and run some cuts from there. Fingers crossed I can lock this down, lots of projects in the queue and I’m getting anxious to get things rolling. Thanks again for the info and suggestions
Those are so cool, very resourceful. I’ve seen those magnets around, I’ll have to rig a bunch up some time soon.
That’s some crazy thick acrylic and that gloss looks great! What kind of laser are you running? Must be a beast.
Quick question regarding the bed your using. Does that perforated pattern work any better than a solid sheet of the rolled steel? Most of the setups I’ve seen online went with the solid sheet to cover the honeycomb bed but I like this patterned aesthetic a lot.
I measured the ‘hole’ left by the Honeycomb and had the steel place cut it to size. Removed the aluminum supports for the honeycomb and put the metal in the hole.
Compared to the other machines I have (had), it is a best
I use all 3 options I have, this perforated steel plate, my honeycob and the knife bed.
“My” steel plate has the advantage that it is easy to clean but still has the possibility of air being sucked from below, not so much but enough.
Oh dear… So, I must’ve grabbed the wrong kind of sheet metal. The reflection is melting underside of the material like crazy lol pretty gross looking and seeing lots of fire o.O Currently using the honeycomb again to cut out some standoffs I drew up that should give me about 13mm lift. Will try cuts from there and after that I’ll give it a try without the honeycomb and just the aluminum supports underneath.
Seem to be back at square one with everything. I’m also struggling again with my edges. Overall, they seem polished but lots of striation and of course those deeper cut spots from the reflection… My last run was 3mm @ 35% with the material resting directly on the honeycomb. Going to play with speed, power, focal distance, and distance of material from the bed throughout the evening. Doing these things with both extruded and cast acrylic in hopes that I can finD the sweet spots for both varieties of acrylic.
Side note, I’ve eliminated just about all vibration from my machine by suspending the air compressor up in the air with some heavy duty bungee cables. The compressor isn’t making any contact with the machine aside from the bungee cables. The bed has literally zero vibration after doing this hack. I hoped that it would help with striation and I did notice improvement but I must’ve screwed my settings up again as now the edges are back to bumpy.
I seem to be using the same focal distance and same settings as I did with previous decent looking cuts but am again off track. Is this the common course of events for newbies? Kinda feel like a dumbo atm.
I probably have not been clear enough, but spacers need to be used to prevent reflection and heat marks. This applies to all materials. In the case of non-perforated steel plate, this is even more true because the gases cannot escape from under the material. With wood and acrylic, I can regularly see and hear small gas explosions if, for example, I have not turned up the exhaust enough or there is not enough inflow of new air into the laser machine. It is related to gas-air mixing ratio, if the “right” mixing ratio is achieved, then the (small) explosions occur. (Mixing ratio for the ignition of gas / air is in the range of approx. 5-13%)
Most clearly I can observe this using my honeycomb bed.
So, plenty of exhaust and if possible plenty of fresh air, helps significantly to avoid smoke marks caused by small gas explosions.
I have to admit that I experiment a lot when I do not have more important things to produce because I like it. With lots of acrylic, up to 20mm which I buy relatively cheaply from a factory nearby as clipping scraps, I have plenty of options visually to see the difference of the different parameters.
When I have an order of acrylic items, I usually do a little test every time to confirm my existing values, often they do not fit 100% to just the acrylic tray I work with today, so adjustments are often necessary. My laser tube also varies a bit, all depending on the temperature and the time it has been running.
But up to 8mm I rarely experience problems.
My suggestion for a good result in acrylic is, perfect focus (on the surface of the material, even with thicker materials), not too much air in the cut, better use air under the material, if possible, to get rid of the gases and all the exhaust you have available.
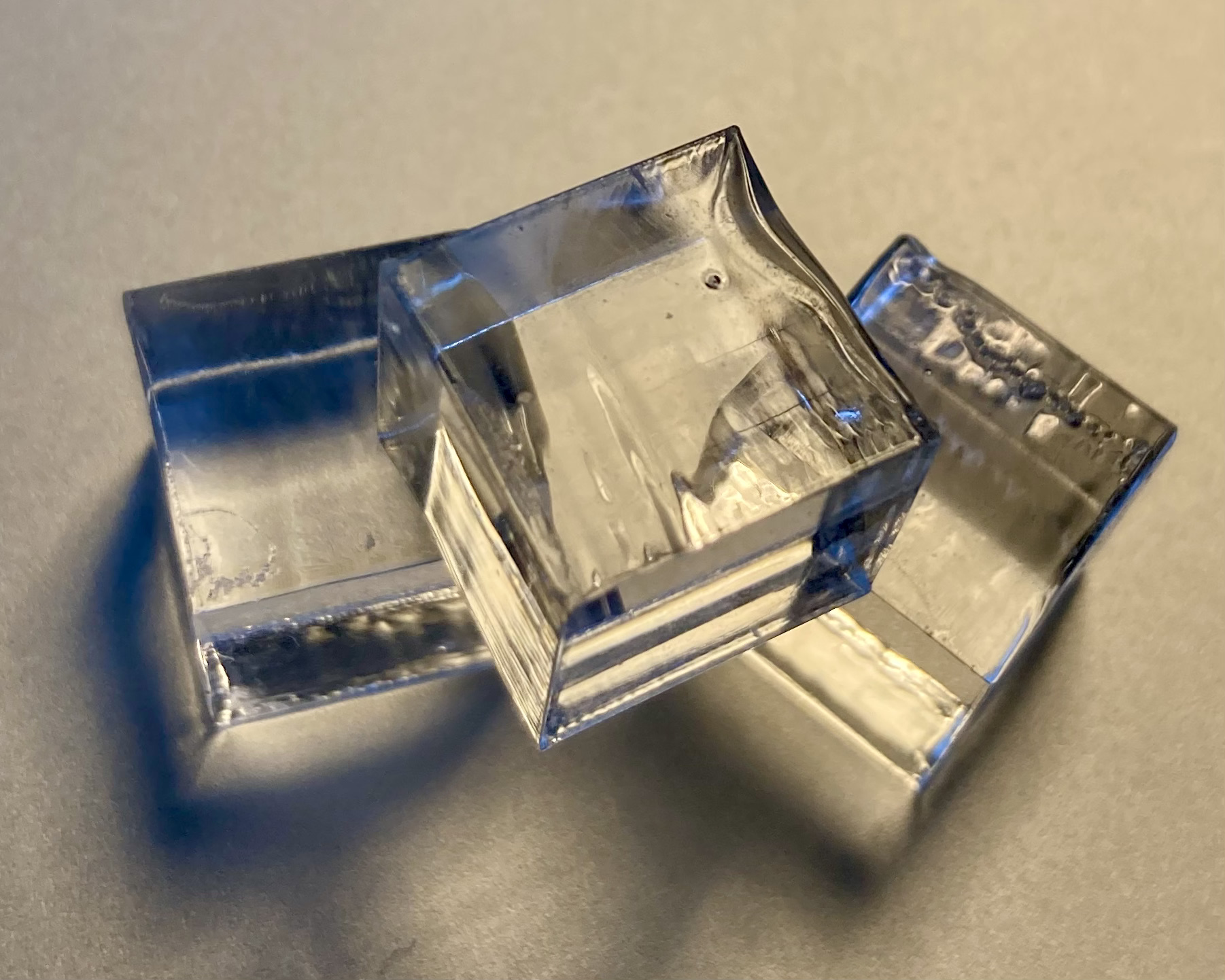
Be aware that speed is more important for thick materials than the power setting. It takes some time for the gasification to come out of the cut. It can be seen very well when you make a pulse with 50% power and one or more seconds. Penetration continues for 7-9 seconds (at 60Watt). With 20mm / s you do not manage to utilize a fraction of the supplied energy. With 2mm / s on the other hand, you heat the material much more than necessary and it becomes unstable in its dimensions.
One must be patient and want to find the right parameters for the most optimal result. It takes time but the result makes the difference.
The picture shows an example of deformation.
(15mm, not finished)
Even if these are large pieces you are working with, it might be worth a try to protect the items with tape.
A little later tonight I will do some tests with settings for 3mm acrylic, the test pieces I have had are made with my K40 and given away with the machine. I have tests with 4mm but the difference can be quite large to 3mm, so I make some new ones. (I will report back with the result if you are interested)
Setting the focus height that you use is certainly quite fine. I always use a generally simple ramp test, where I try with the largest possible angle, so it’s easier to see where the focus center is. But sometimes I also use the same setup to cut out small circles, typically they fall out where the focus is best. (I draw a whole row or two with 5-8mm circles and lay them on the lines I just made in the first ramp test and cut with the just found focus distance, the circles)
What do you do with the sharp edges that often occur when cutting acrylic? Do you use a knife or something else to scrape the items?
Sometimes I use a gas burner to re-polish the edges, it requires a little feeling but can give good results.
Thanks a bunch, the keyboard niche is a wacky one.
For sure, I’d love to see some of the tests you run. I found some settings that seem to give much better results. For 3mm Cast acrylic I went with 3mm/25% and then another at 5mm/35%. Results seem comparable but definitely a little more polish with 3mm/25%.
You brought up airflow and ambient temperature so I also set my inline fan to about half the speed it was running before. The machine is in the garage and it’s pretty cold so I’m thinking that had a lot to do with my 3mm acrylic cuts cooling down before the gases/heat trailing the laser had a chance to polish the edges.
For the time being I think these results are acceptable. Will cut some actual parts and see where I am from there with fitment. I haven’t really had issues with sharp edges from acrylic cuts. That said, I’ve only had my laser for a few weeks and haven’t done much in the way of actual production. The laser service I outsourced my parts from didn’t seem to have issues either. My parts typically were delivered still in their cut sheets of acrylic with an extra layer of masking on the back to sort of hold everything in.
I hadn’t thought about heat polishing with a burner. Something to try for sure. I often use Delrin for certain parts of my boards and I’d love to be able to polish all of those scratches out. POMs polished surface scratches like crazy so often times I sand it down to get a matte finish instead.
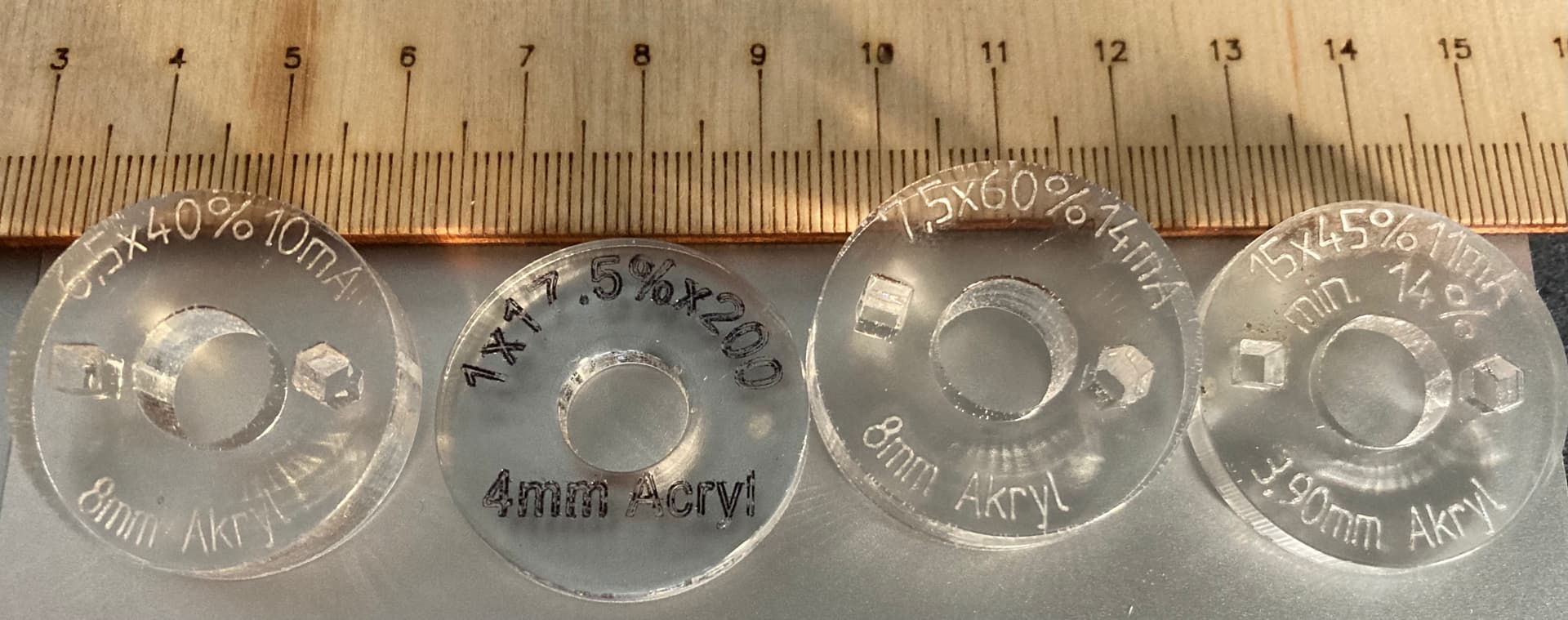
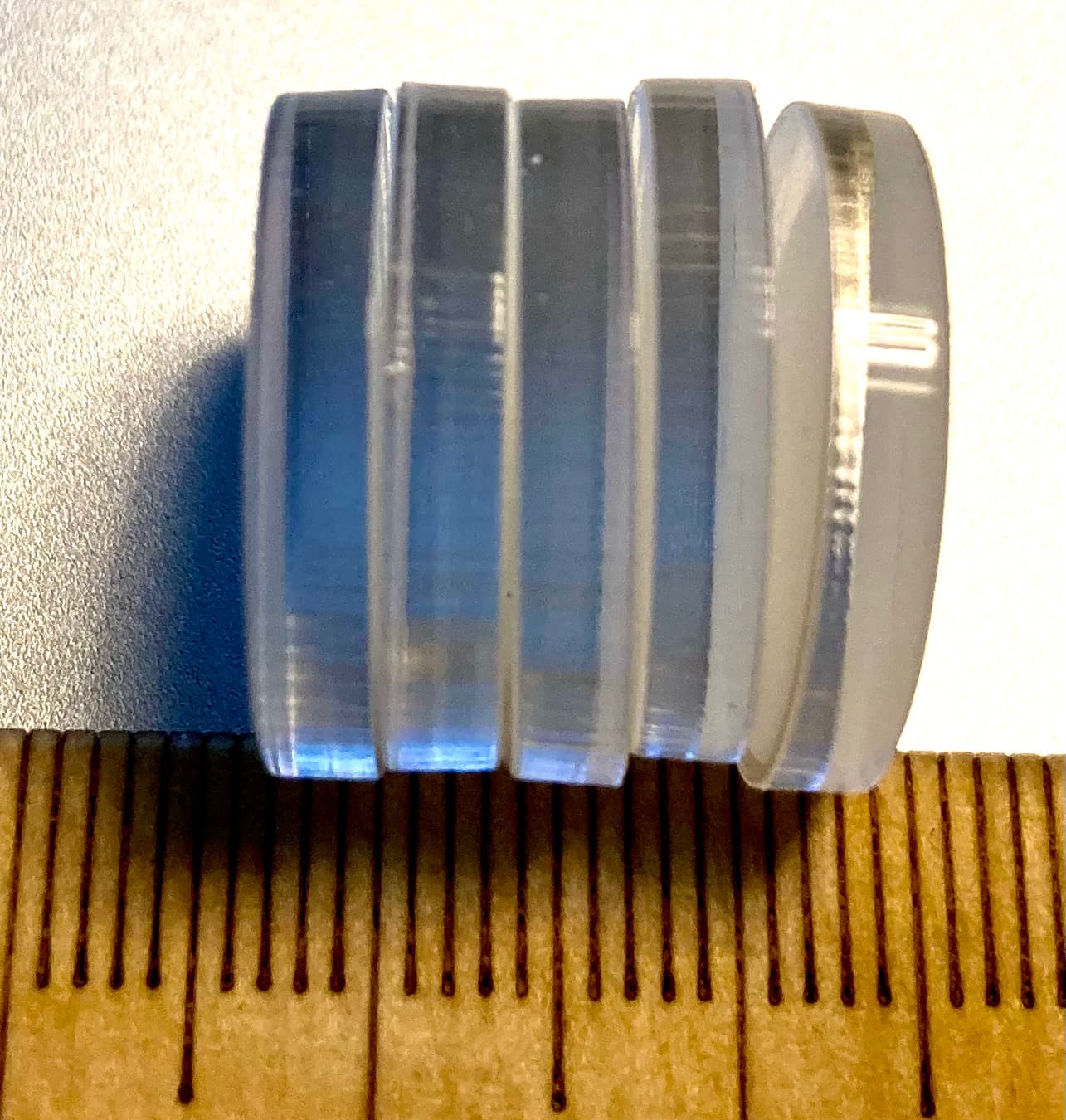
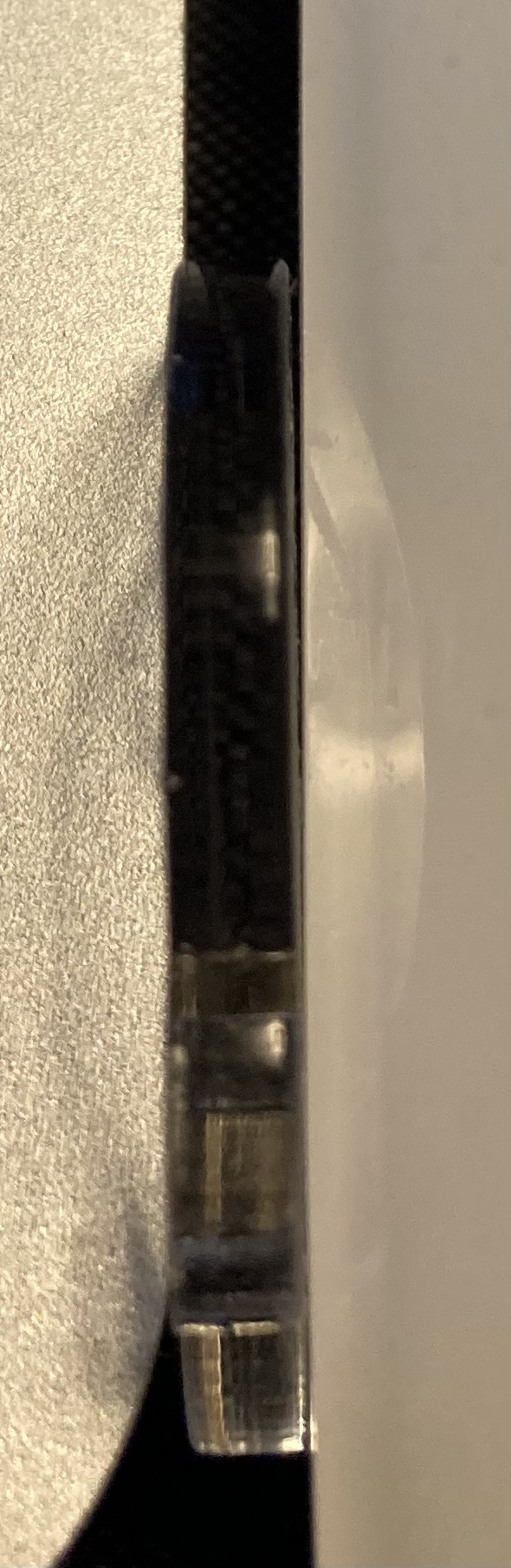
Here’s where I am so far: First image is 3mm/25% and Second image is 5mm/35% both using air assist with my inline fan at half the speed I was using before. Used these same parameters on some extruded acrylic as well and seemed to have more striation than we see with these cast samples.
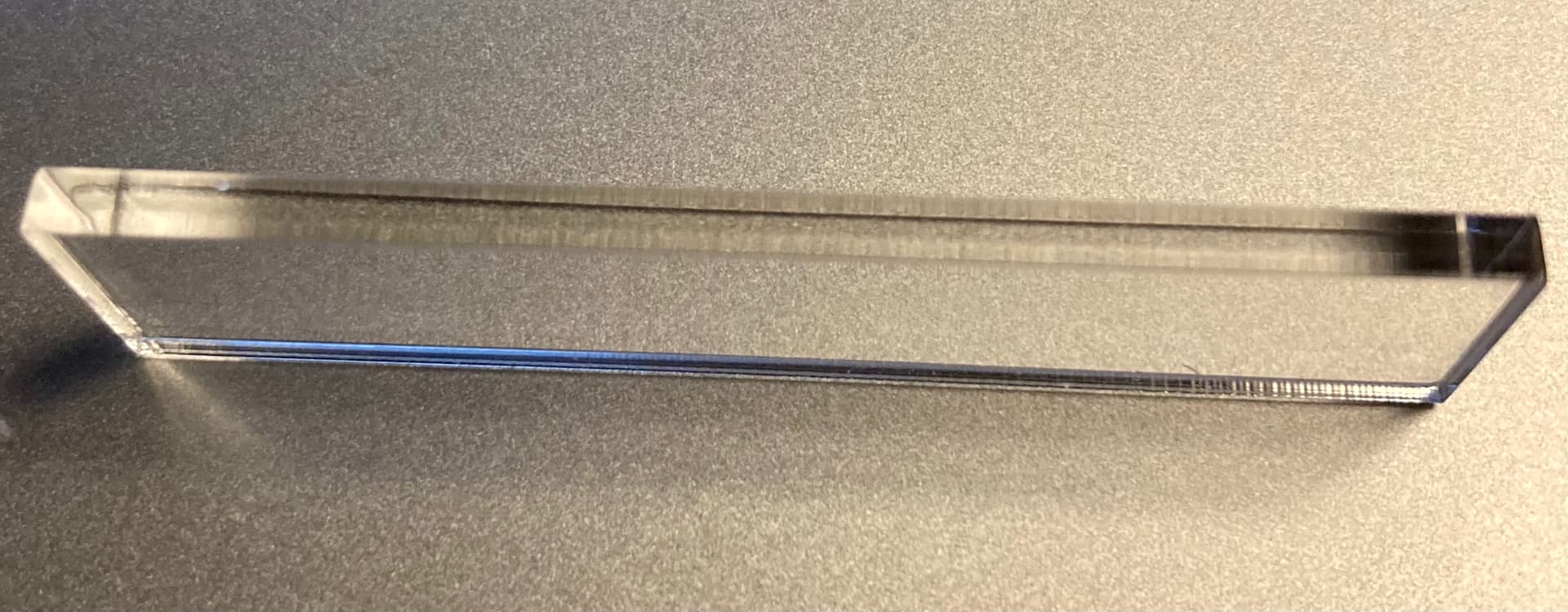
I have also just finished my 3 mm acrylic test, here is the result.
The parameters I used are 15mm / s at 40% power = 10mA.
I have emphasized that the items should fall out completely by themselves and the cut surface should be the best possible. I’ve also run it with half the values, it’s going to be nice too. (8mm / s 25%) But there is no specific difference and I prefer to add as little heat as possible to the items. My favorite is the faster setting, this time
There is a pretty delicate drawing of step lines when I use a magnifying glass, but it is there at all speeds. When you do not know it, you will not be able to see it.
Wow, those look so clean! Really, thank you so much for the time you’ve put into helping me sort all of this out. I appreciate your support!
I’ll give that faster speed a try right now. I was just about to make some production cuts but ran into an issue with my scaling. Just when I thought we were back on track lol Turned out I needed to set my kerf outward which doesn’t make much sense as the standoff holes were coming out way bigger than intended in the first place. Anyhow, looks like we’re good to go in that arena.
Those cuts are primo for sure. In the first photo, was that at the higher 15mm / s at 40% power = 10mA speed? That edge is exactly what I’m looking for.
")

 (
(