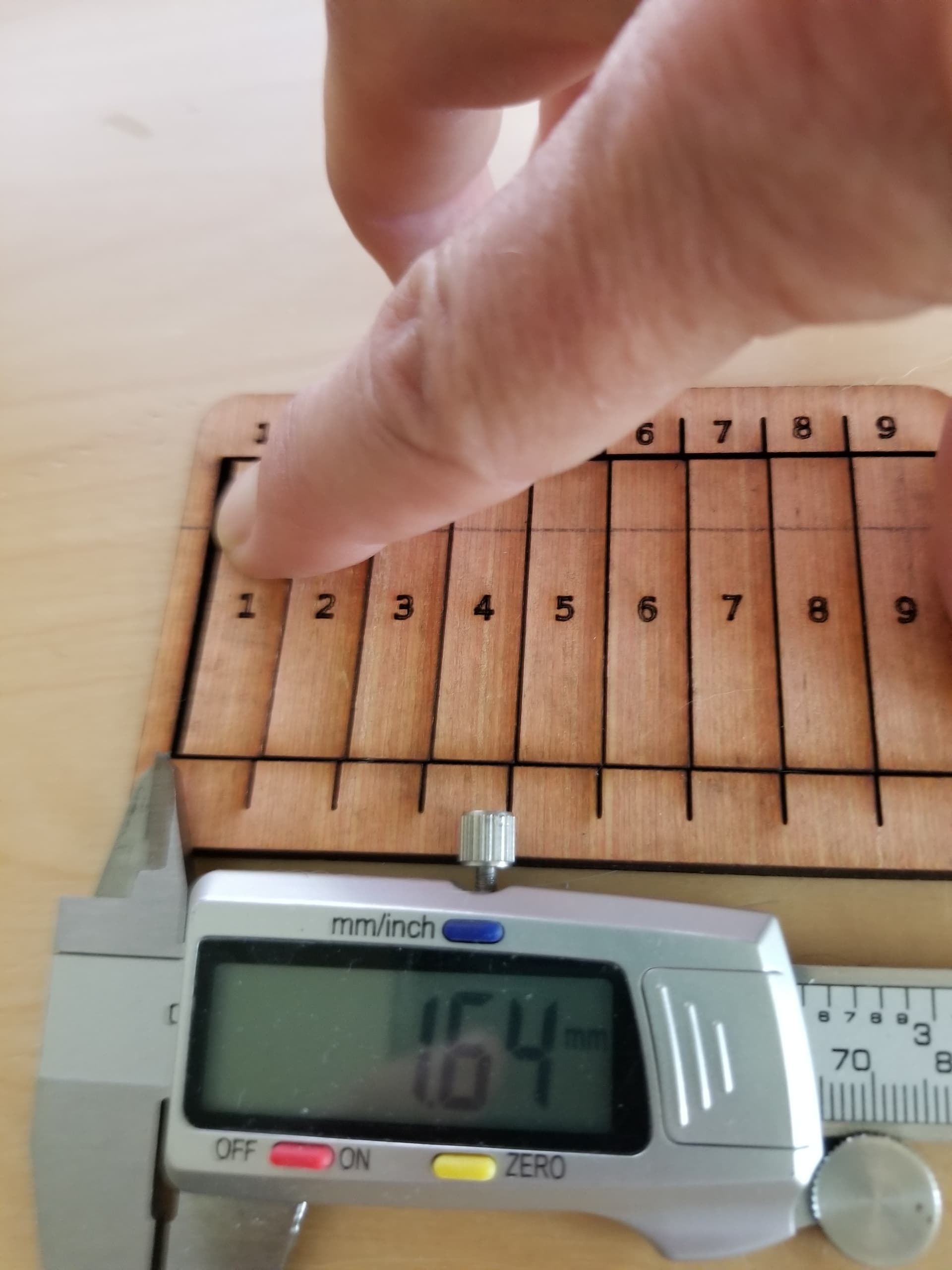
I measure kerf this way…
then, divide by 10…
In the end, it’s whatever works best for your application.