A few weeks ago I bought a CO2 laser cnc from VOIERN. My model is VOIER 4040 50W with M2 controller.
In order to use Lightburn I bought a MKS DLC32 and I have a problem with creating an image.
These are the parameters I used: 400mm/s at 40% power and single pass.
If I use the original M2 card with k40Wisperer the speed is about 10 times faster than the result with MKS and lightburn. With the MKS board it seems that the x-axis is braked during machining and also produces an annoying sound.
M2 TEST Video - perfect result
MKS TEST Video - so slow result
I spent 2 days looking online for the solution thinking it was enough to configure the speeds better in GRBL but nothing changed.
Is there anyone who can tell me where the problem could be?
Ops, I’m so sorry… I think It was not a good idea to write on forum at 1 a.m. eheheh
I try to post a new link
As you can see:crossed_fingers: the M2 one is faster than MKS.
I bought the MKS controller from a vendor who has already installed the firmware. I think it’s ok because he sell this controllers only for CO2 LASER machine and during cutting and filling I have no problems, only with images is very very slow.
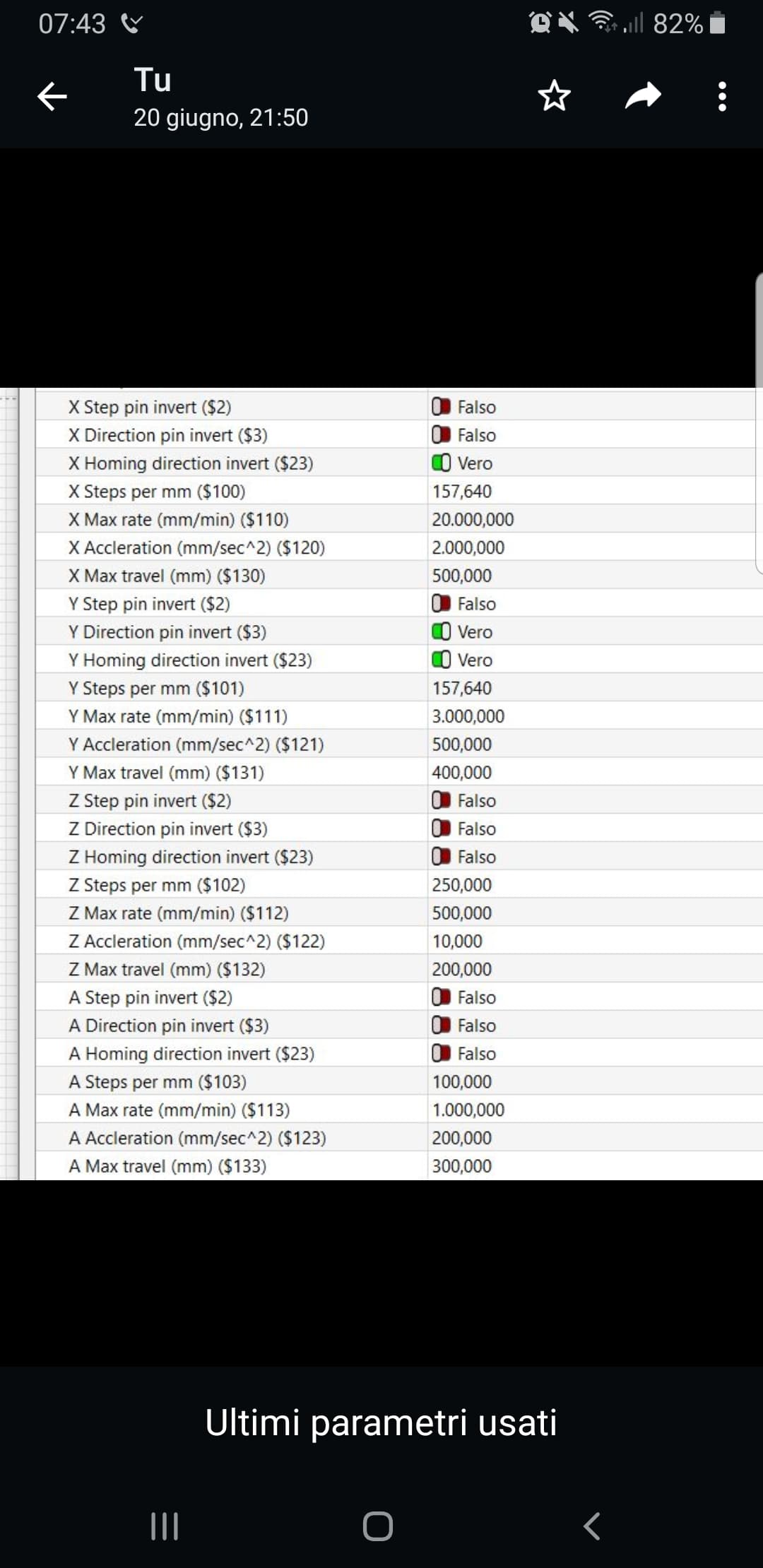
I have GRBL 1.1 on it, I post here the $ configuration
The best answer is … somewhere in the original software or controller, has these set already… where did you get the values?
Generally we copy them from the original to the new or replacement module…
I don’t have my settings for grbl available readily, so I don’t remember what the acceleration values used.
The default acceleration values in my China Blue was around 6000mm/s^2… don’t have a clue about how fast yours can accelerate. You can keep increasing the acceleration and maximum axes speed until it fails… makes a terrible noise but it really doesn’t hurt anything… the fields are moving faster than the mechanical parts can respond.
You can set the maximum speed really high, like 1000mm/s and double the acceleration values until it fails… this will get you close to a good value…
Keep an eye on the units… if your machine is set to inches there may be some in inches/m, inches/s or mm/m and mm/s… Acceleration is usually in mm/s2 or from the keyboard as mm/s^2…
It could also be related to how the motors are driven…
I’m not up on the m2 or any of it’s supported software. Some of these have all the computer power in the pc, so that’s where these values should be… I think the nano is one of these…
I tried to follow your advice but nothing changed.
During cutting or filling the machine works very well with no noise or other problems.
When I try to make an image everything go wrong.
I start thinking that the problem could be in lightburn versione (1.2) but i don’t want to buy a new upgrade without certainty to resolve the problem so I’m searching for another PC in order to download the trial version of 1.4 release.
Initially I looked for how to retrieve the speed parameters from the original M2 card, but then I read online that the M2 card works with totally different commands than GRBL, so I abandoned the idea.
If you come up with new ideas, I’m here.
Have a nice day!
Sorry for my ignorance, I don’t understand how to use your file with my MKS_DLC32 v2.1.
I’m only able to read/write the GRBL parameters on the controller thanks to Lightburn.
Is there a particular firmware to install on it for a better performance ?
I don’t know exactly what kind of firmware is there on my controller because I have bought it with the firmware already installed.
I’m reading your file and I think is so interesting… I’ll try to read it with more attention tomorrow in order to check if can I use some information to set mine
I wish I knew… mine came with a CNC firmware as a default. When I followed their instructions to upgrade it for a laser, I lost the display and it prints some strange information on the console at boot, then hangs and won’t respond.
I’m also wondering which firmware I need to put into it…
I had thought the question was what are the motor drivers Max speeds, accelerations, etc. Those are in the file with comments explaining what they are. ie it was provided as reference for you to find your answers. Pretty much all the same settings are in there as you have on your GRBL firmware just they don’t use the same exact name/label.
This is form a cheap little Ortur LaserMaster so should work with your setup:
$110=9000.000 (X-axis maximum rate, mm/min)
$111=9000.000 (Y-axis maximum rate, mm/min)
$112=9000.000 (Z-axis maximum rate, mm/min)
$120=2200.000 (X-axis acceleration, mm/sec^2)
$121=1800.000 (Y-axis acceleration, mm/sec^2)
$122=2500.000 (Z-axis acceleration, mm/sec^2)
FYI, the motors need time to get up to speed and if the acceleration is low it will take a long time to get to speed. If the acceleration setting is high it can get to speed faster. And then there is what that top speed is… if your top speed in GRBL is less than what you’re telling LightBurn to run at you’ll never see it hit the LightBurn speeds because GRBL will limit it to the set Max Speed.
I figure you want to learn this since you’re hacking a C02 laser cutter.
Yes, I’m aware of this, in fact whoever sold me the mks card confirmed to me in recent days that the card is probably set with standard settings
I’ll try to take a look at the settings you sent me because I’ve already tried to increase those values but I was afraid of doing damage by raising them too much. Now I don’t remember how much I put them on. However, it seems to me that everything is in mm/s so I will make the appropriate conversions.
For now I thank you and I’ll let you know if I get any improvement.