There may not be an easy comparison between the two machines.
A dsp interfaces to the lps differently than most grbl boards. The lps has two control lines, laser enable and pwm. Most grbl type boards do not have this control ability and operate differently.
If you have a pot to control power, you have a manual power control, you can’t control the tube current with your pwm.
The dsp types, control tube current with the pwm and enable the tube when it needs to lase.
A dsp running a line at 50% power will lase for the entire line with 50% current through the tube.
A grbl type running a line at 50% power will lase at 100% power for 50% of the time.
This changes the impact of the beam on the material, since the dsp is striking with 50% while the grbl is using 100% power.
The call this power control, but it’s much like a dpssl laser in that when it lases it lases at 100% power.
If you look at a good quality tube, such as many RECI I’ve looked, it will tell you a 60W tube has a power range of 12W to 60W, meaning the tube isn’t recommended to operate properly under 20% power.
If you measure the length of the tube, it will relate to maximum power… my 50W OMTech China Blue measured about 44W and that was pushing it. They knew when they built it and labeled it, knowing you can’t have 50W in less than a meter length of tube…
Tube will draw current before it will lase, this doesn’t mean it is lasing, just being excited.
If you run this low current range, it’s claimed to be as damaging to the gases are running too much current…
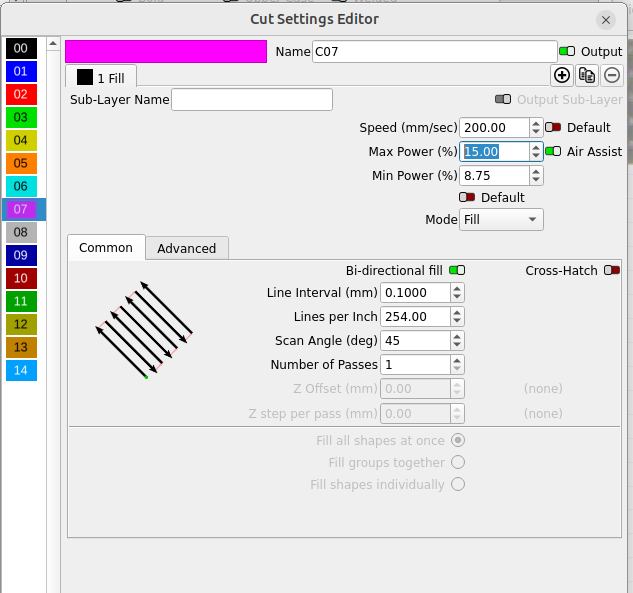
You should setup your lps to ensure you get the full range.
Make sense?
This is relatively moot… The fastest you can run and still toggle the lps is dependent on the lps response time.
LPS have a pretty standard response of <=1mS. meaning the response time of the lps can’t be toggled faster than 1/1000 of a second. At 1000mm/s the best dpi you can have is one dot/mm or an interval of one or 25.4 dpi.
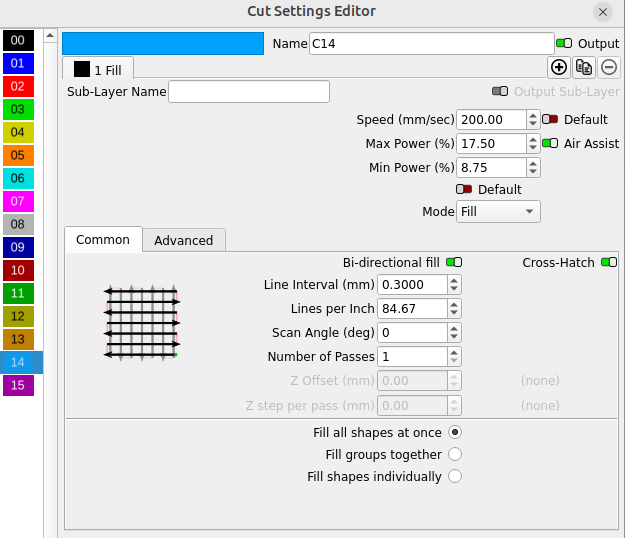
At 500mm/s, the head is half speed allowing twice the time for the machine to respond making 0.50 interval or 50.8 dpi is possible. At 250mm/s the available time is twice that of 500mm/s. An available maximum interval of 0.25mm or 101.6 dpi.
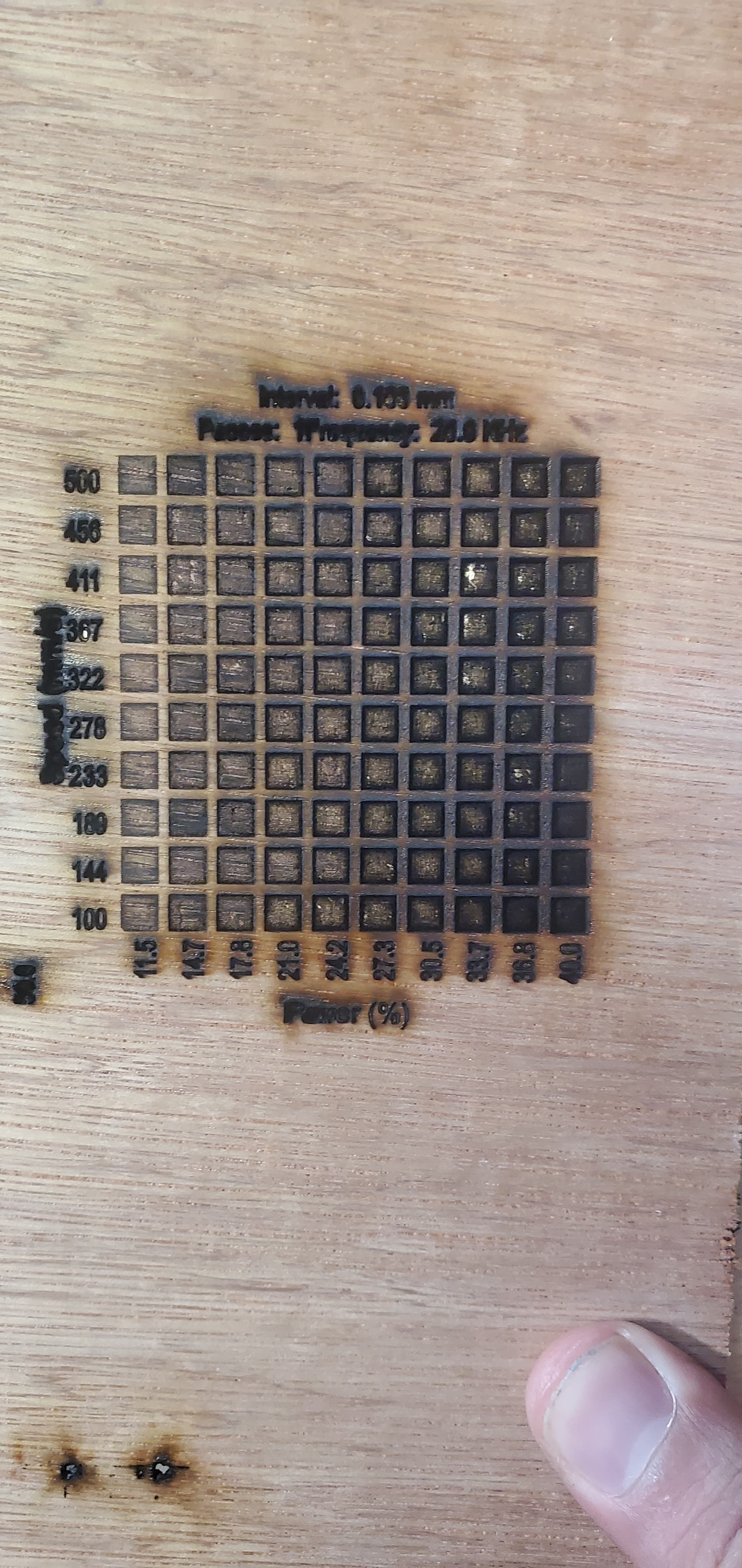
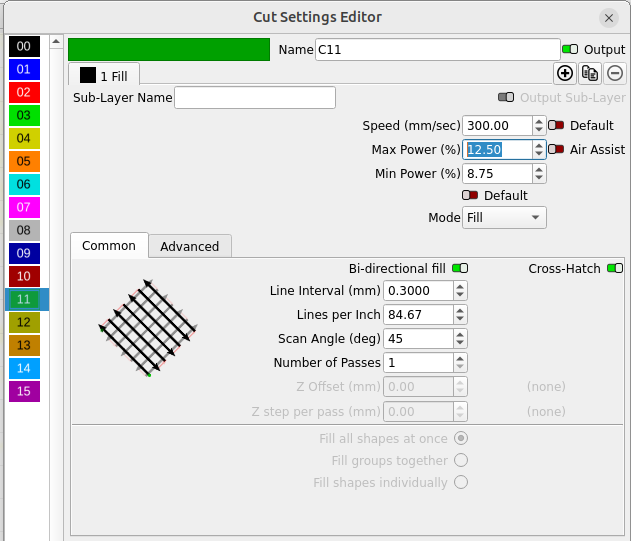
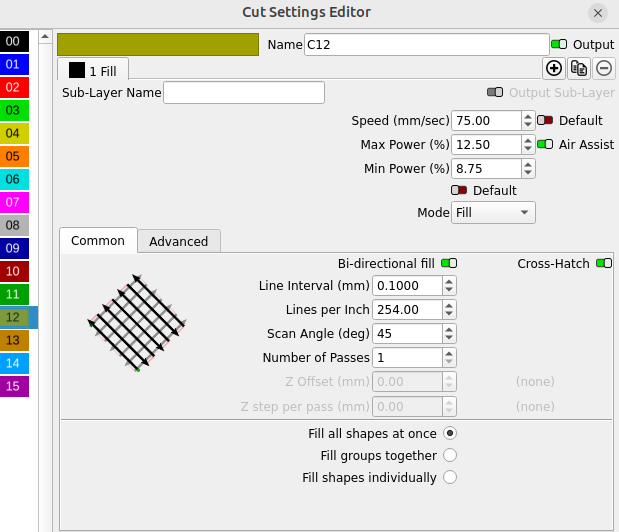
An interval of 0.10 (254 dpi) requires 254 dot/inch or 10 dots/mm. Fastest speed is 10 dots/mm or an interval of 0.10… 1/0.10 = 100mm/s
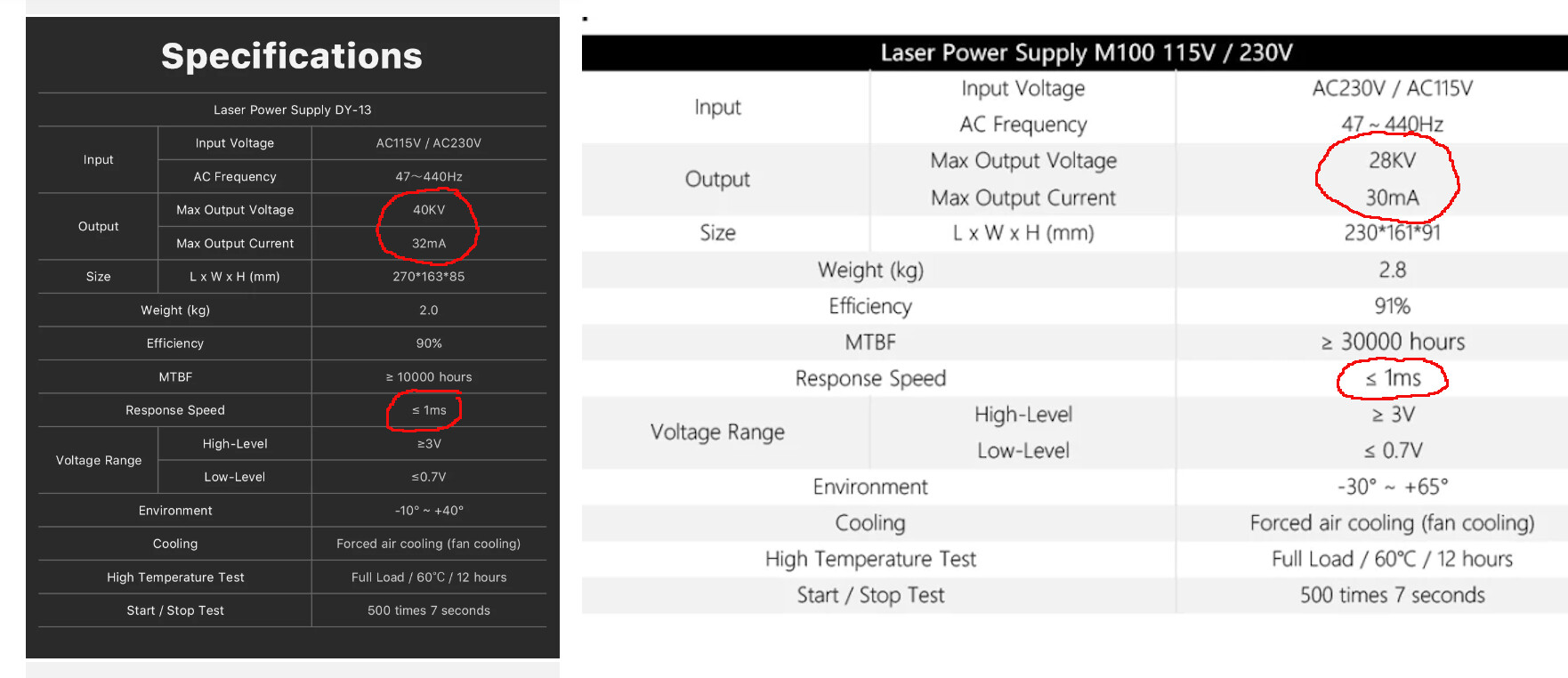
Here are two lps
The supply that reaches 40kV will respond faster than the one that only reaches 28kV. Notice the MTBF values of each.
Good luck