Like I wroted - I write later My findings - and here they are. In short - it works like expected. 


Long version follows:
0./ My recommendation is to center the laser head before enabling YRR switch to the middle of working area so You have enough room to put objects there later
1./ don’t forget to disable homing $22=0
(be careful because it collides with $606 - homing by powering on the device - they cannot be set both to 0 at My device - some warning appears, also I used $22=0 and $606=1)
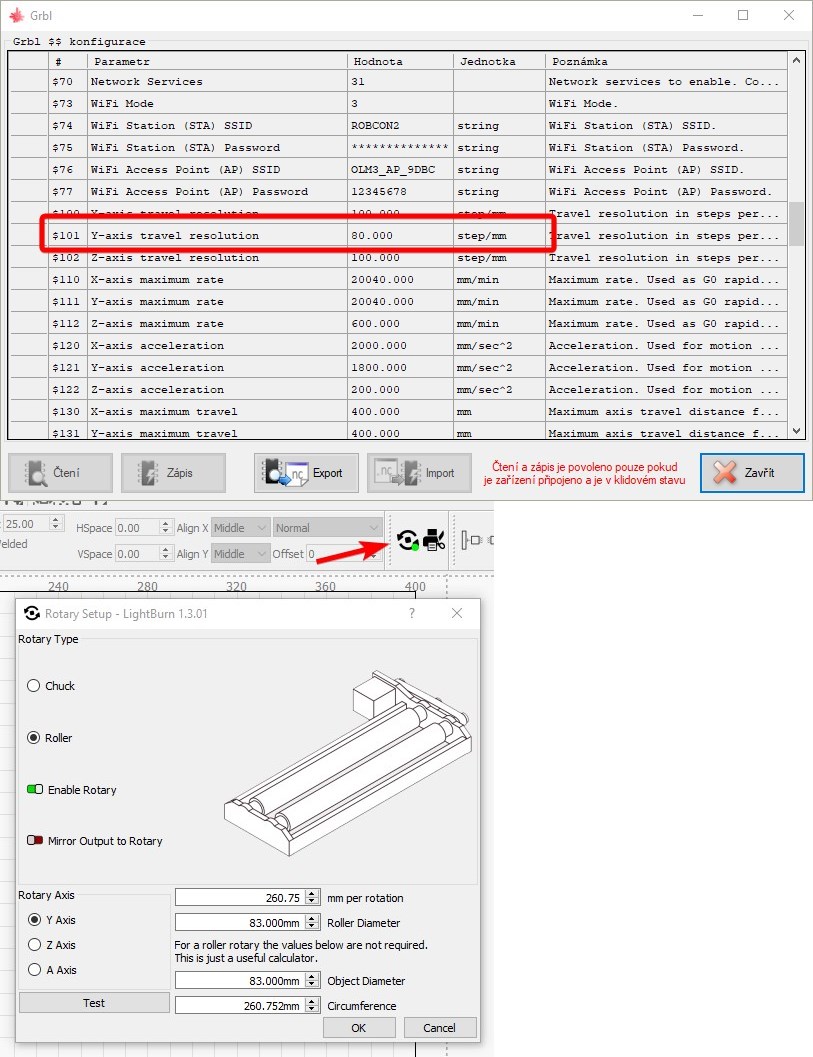
2./ YES, $101 should be 80 by OLM3.
3./ (not sure) but don’t forget to set-up the roller properly in LightBurn. I have done it.
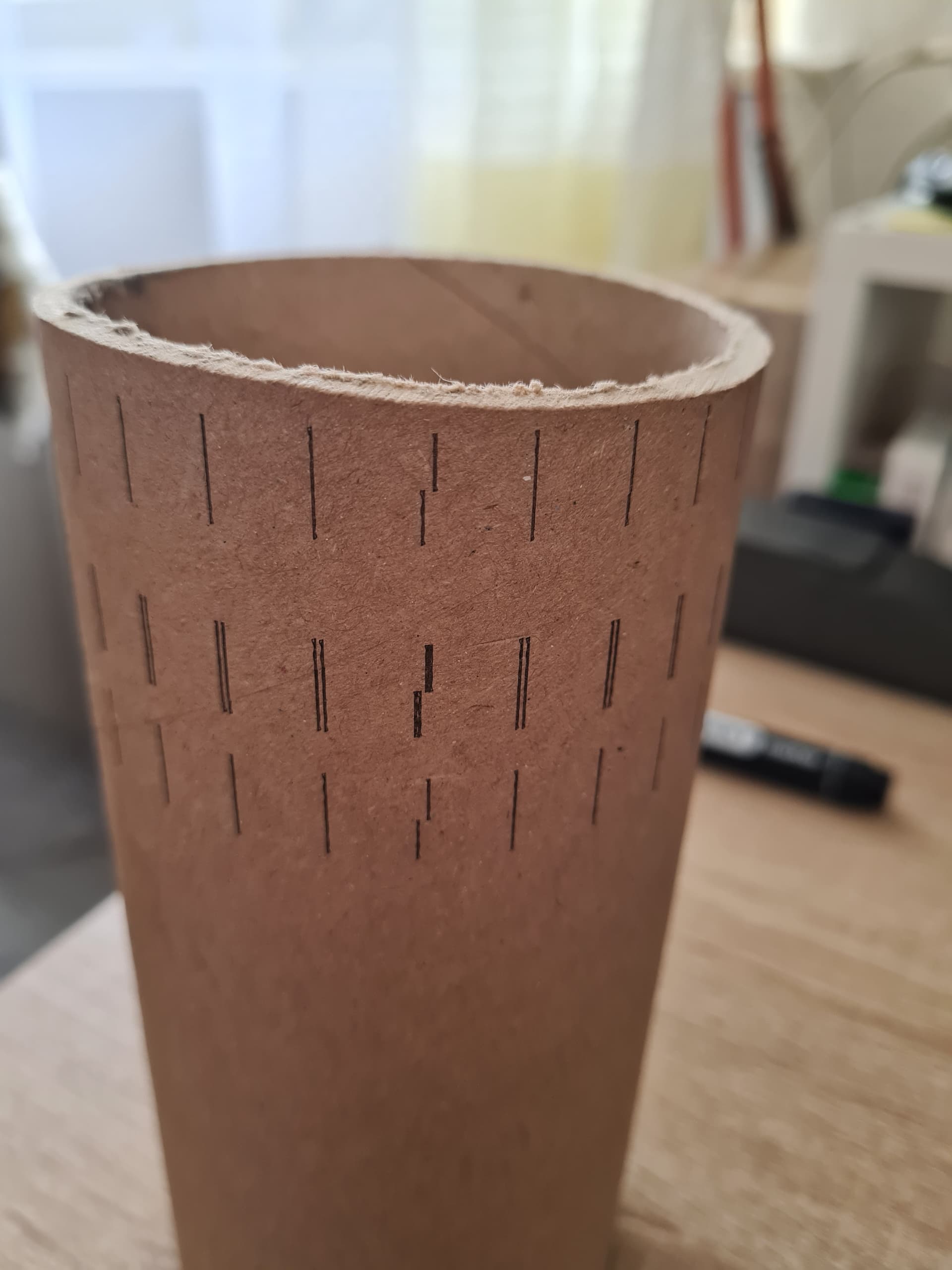
I have used some paper tube (from plotter paper roll). Very thick paper. Hard to cut 
Idea is simple. By diameter 83 mm of this tube should be the circumference 260.75 mm. That also shows the rotary setup screen when You fill in the diameter of the object and rotation length.
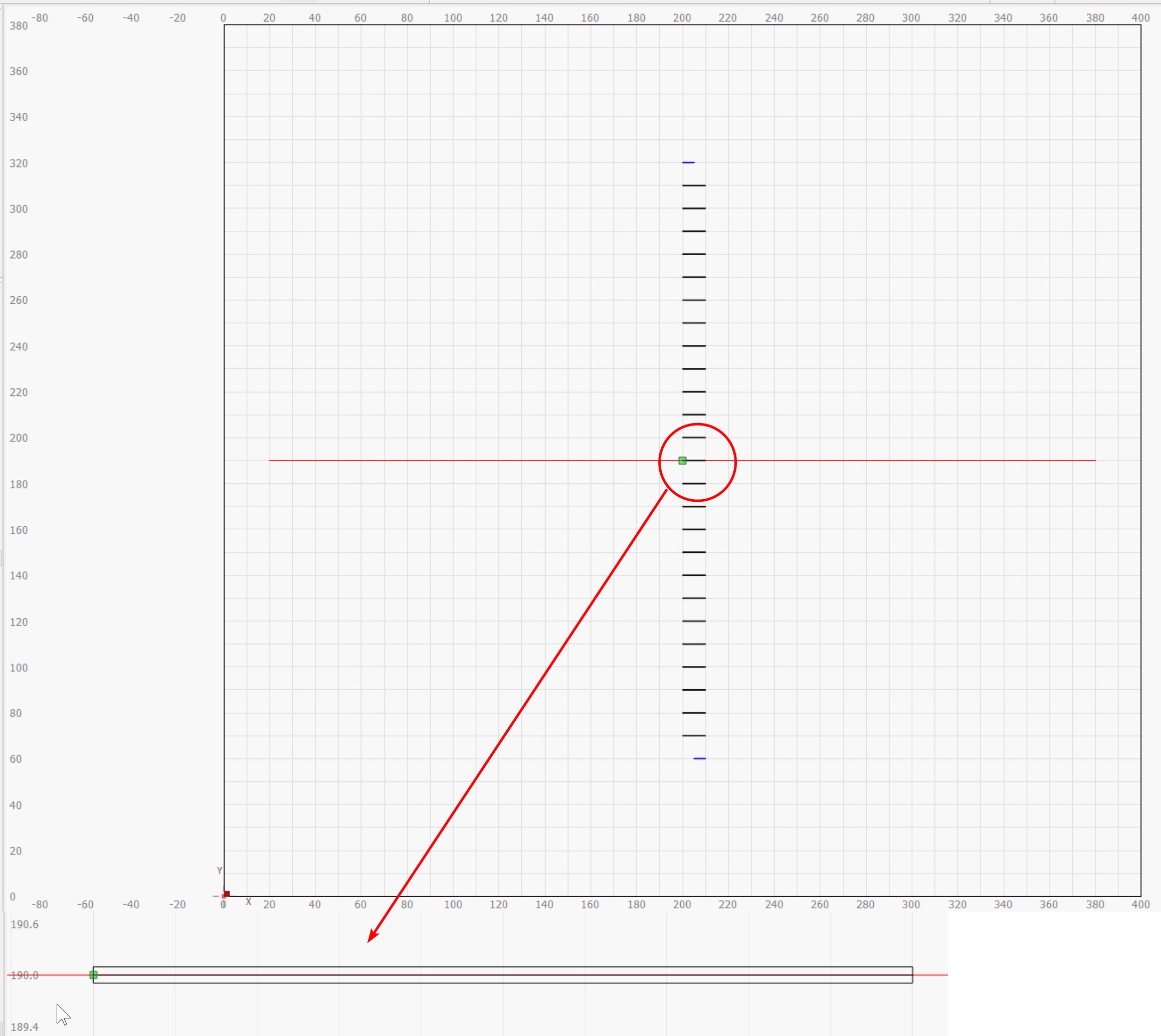
I was thinking - first I draw horizontal line through whole object in X direction - this will be the reference for future experiments - something like center line. OK, done quite easy Has hidden the layer.
Then I drew one small horizontal line 10 mm from centre to the right. To say exactly - one line with 0.1 mm offset line in both directions (for better viewing).
Then I made 13 copies to +Y direction and also 13 copies to -Y direction - 10 mm distance - with array center to center - of that small line. This should give us 260 mm distance from bottom to the top.
At the highest line I have shifted right end 5 mm to left and at the lowest one the left end 5 mm to the right. This should precisely show the lines at the ends.
Like You can see on the photos, all went perfect - the distance between the two shortened lines is about 1 mm - it should be 0.75 mm.
I think with the knowledge of all variables in this game (precision of measurement of the tube, imperfection of the surface rolling on the rotating cylinders, and other factors) I can say it went PERFECT !
If You ask, why I have Ymax 380mm, it is because I have ZLD mounted - and I think better is to loose few milimeters than damage device. I have opened ticket about that, but the answer from ORTUR support was, that correct is 400. I think that is not correct. Everyone should ask themselves and answer also… If I move the two screws like in manual is shown at page 24/50 - section 4.2 - I automatically loose the distance between them. It cannot be simpler. I have thought about perhaps some automatic software correction, but this requires some switch to be enabled in the software - so the LightBurn is aware about the fact, that the ZLD is used… And there is none… Otherwise You bump into far end really hard…
Mind and sense save Your devices ! 
Hope You have same luck by using Yours YRRs. Let Us know…