Dot Mode is turning out to be amazing!
However, I can’t get Overcut to work. The value is ignored and it stops at the start point.
This is a high priority issue for us and it looks like a quick fix, can we get that soon?
Dot Mode is turning out to be amazing!
However, I can’t get Overcut to work. The value is ignored and it stops at the start point.
This is a high priority issue for us and it looks like a quick fix, can we get that soon?
Thank you for bringing this to our attention. I have generated a bug report and included a link to this post for context and updates.
Sure. ![]() Once addressed, we won’t hold it. And to answer the anticipated, “so when” questions that might arise…Soon. We do not provide date certain for any fixes or releases, as this is software, and things happen. We release, only when we are confident in the release. If you look at the timing of our previous efforts (complete release history - News - Development updates and bug fixes – LightBurn Software), we work hard to resolve and release regularly.
Once addressed, we won’t hold it. And to answer the anticipated, “so when” questions that might arise…Soon. We do not provide date certain for any fixes or releases, as this is software, and things happen. We release, only when we are confident in the release. If you look at the timing of our previous efforts (complete release history - News - Development updates and bug fixes – LightBurn Software), we work hard to resolve and release regularly.
Actually, this is a bit more complicated than it first appears, because dot mode is just dots. It moves the laser to a point, fires, moves again, and repeats.
Are you sure you’re not referring to perforation mode? (if not, can you explain why you need overcut for dot mode? It’s just going to repeat the first few mm of dots)
Dot mode is MUCH more than it first appears!! The numbers just need to be abused properly and it can do magic!
I found it can make impossibly high quality deep cuts and thin sections. 19mm thick nearly perfectly straight, clean edges. I don’t know what the limit of all this is yet, but I’m super excited! For the most part the part just falls out at the end of a cut, but there has been a prob with the start point leaving a tiny tab.
People are freaking out at the samples I was experimenting with.
I got cutting with Dot mode at 0.08mm stepover. If you look close at the Van Halen logo you can see the stepovers in the surface texture. It’s slow, but the edges are remarkably straighter, tighter kerf, and cleaner than I could get any other way. Doing normal cutting with a slower Speed, or taking multiple passes, does not produce results like Dot mode.
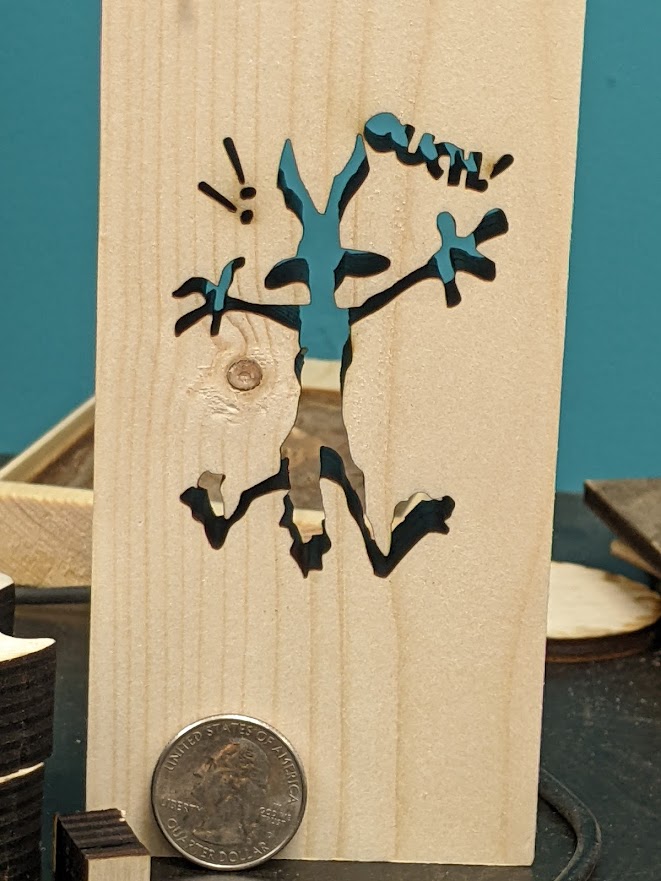
It’s supporting absurdly long, thin sections. These parts aren’t cleaned, there’s no char on the edges.
Dot mode for cutting is odd all the way around. The Speed setting becomes irrelevant, and I don’t think Start/Stop time would have any function either. But Overcut looks like it can fix the prob I was seeing on some parts, although ideally they do just fall out.
Looks like the cutting speed is limited by the acceleration to jump to the next drill point over and over. I suspect it needs that minute interval time to cool down the cut and let the air assist clean the drill hole before the next pulse bores one beside it.
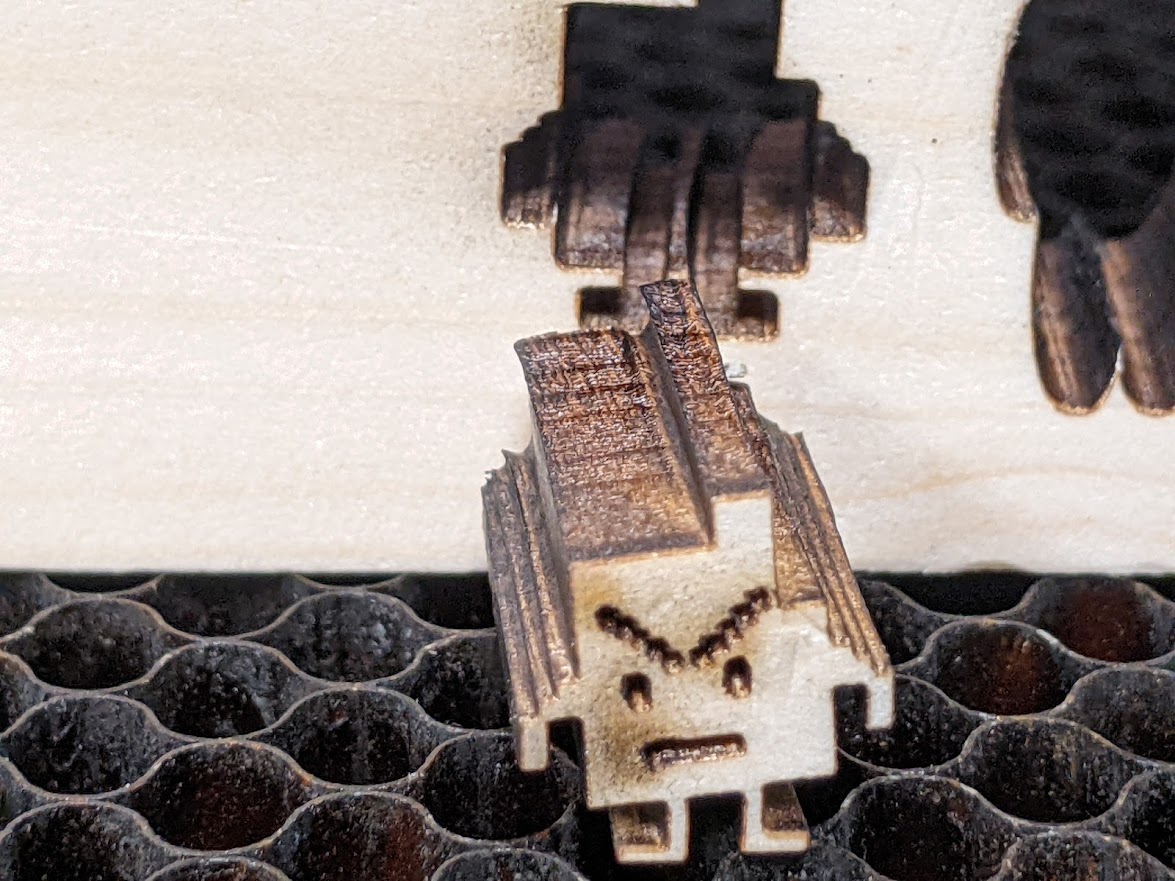
Err, the little angry Mooninite with his arms down, took about 60 sec. The one flaw in back where it had to be broken out is the start point. Thus the need for Overcut. Oddly, I think it doesn’t have this prob if the start point is on a line or curve rather than in the corner.
i can’t figure out what DOT mode is… can you share the .lbrn of one of those cut in the pict?
It’s a Ruida only feature as part of advanced cut setting for Line.
ok thank you, not something that we, mere mortals with a laser diode module, can hope to achieve… 
I don’t see why the technique itself wouldn’t work on diode lasers.
What I don’t know is if there are g-code commands that would allow for this type of pulsed and timed firing for a line or arc. I’m not aware of any such mode.
If this were attempted through software I’m not sure if there’s a command that would allow for firing on a single spot for a specified time. Also, the amount of code to try to do this all through software would be immense since you’d basically need to have a line of code for every movement from dot to dot.
G-code commands should be the easiest! That would just be G0 X1 Y0, a code to fire for X ms, G0 X1.08 Y0, fire, G0 X1.16 Y0, fire…
I did note it partially confused the Ruida 6445 in that there was no longer a progress bar. However, it ran as expect. It was slower than normal cutting, and has to be, as its essence is only firing at a full stop. There was not a pronounced mechanical vibration in the head but you can definitely hear the beam go thump…thump…thump rapidly as it makes gas explode out of the wood.
Sure you can, just swap out your controller for a Ruida, and the motor drivers… 

That machine of yours is quite a monster… Seems like you are having fun with it…
I’ve been looking at 50 to 100 watt rf excited co2, but they are in the $1,500 to $2,000 range, just for the laser itself. Or about what I paid for my entire machine.
It does quite an impressive job.
yes and if i had 4 wheels… i was a bus 
ok tomorrow i will try to simulate dot cutting
This is exactly what I was referring to. Although the algorithm is simple, the amount of data would be immense. Also, the “code to fire for X ms”… are you aware of such a command? I’m not familiar with one.
Well I’d presume so. If there’s no G-code to fire the laser, WTF is it doing? It might be a code to turn on the laser, then a time-based dwell period, then a code to turn off, then G0 to move. It’s definitely not a compact format.
I am having to rethink how lasers cut. It cuts better than would logically makes sense. Setting the feedrate so it takes the same time, then adjusting the power so it still cuts through, probably won’t yield results like that. I think it needs the full power pulse action, and needs to do it while fixed over one spot. I think I need to actually do that test.
If you’re going to try this take a look at:
M3/M5 for turning laser on/off
G4 X## for dwelling (X is for seconds; use P for milliseconds)
I’m hoping that the dwell time won’t turn off the fired laser. I may try this if I have some time tomorrow as well.
G4 is known as the ‘dwell’ code… It’s used to wait for an operation to complete, sort of a ‘no op’ machine code.
I believe it’s just a delay to allow for the spindle to spin up or coolant to start flowing.
I doubt it will do anything other than take up time…
![]()
If that’s the case then we should have all the parts in place to do this in software. Although again, this will be very verbose.
Won’t be much different than the stream generated by engraving an image if the laser is changing pwm. Each change requires gcode to be executed, just like each dot or mark one to turn on, one to turn off…
Kind of a verbose data stream… Probably why some of these machines have communication difficulties.