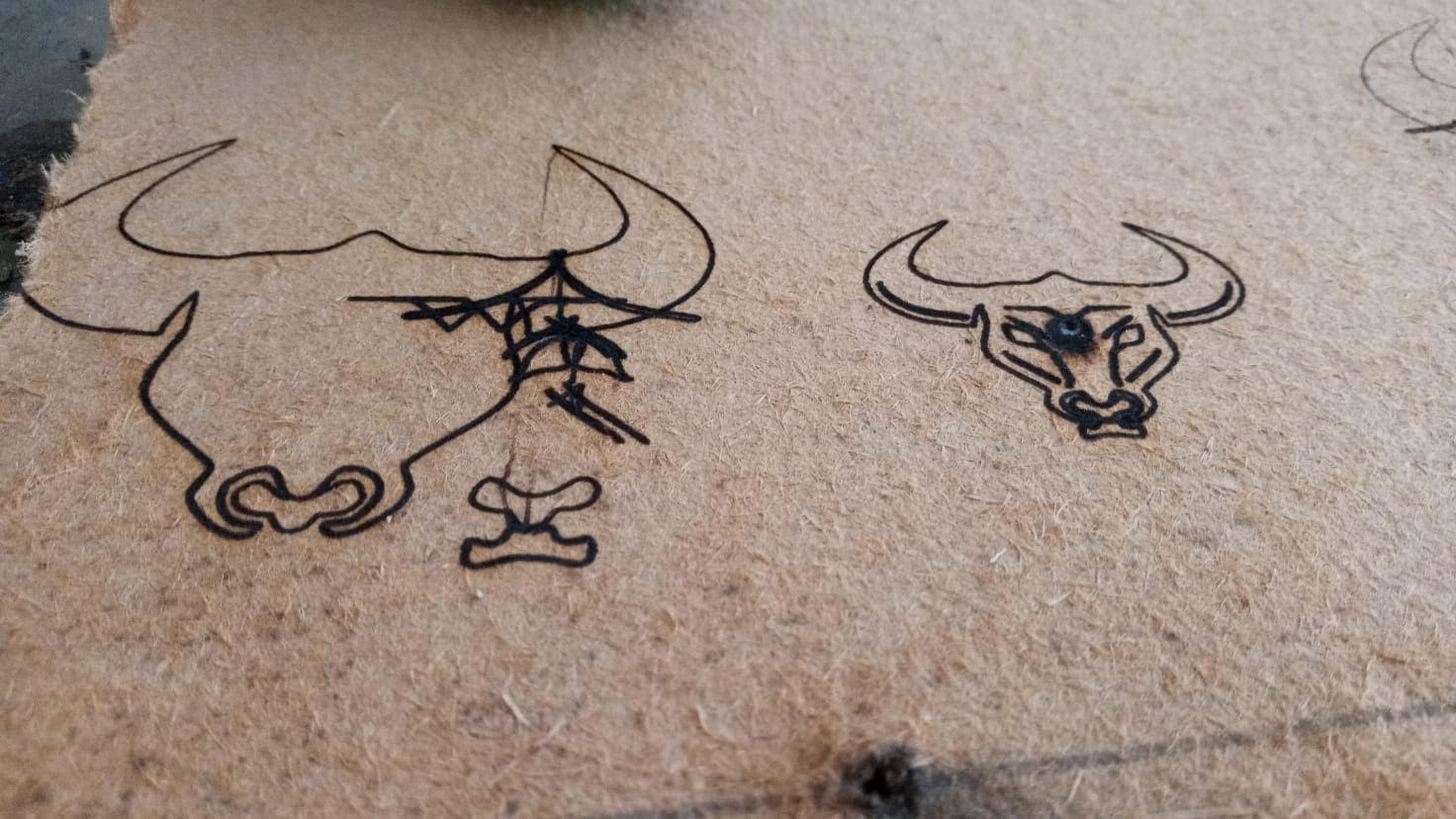
I’m getting the wrong drawing in the image in Lightburn. I don’t currently live on grbl. The problem with grbl is that I can rotate the image 90 degrees and get it right. I don’t need it now. I have no idea how to fix it. But it doesn’t work no matter what I do in lightburn, please help
I’m getting the wrong drawing in the image in Lightburn. I don’t currently live on grbl. The problem with grbl is that I can rotate the image 90 degrees and get it right. I don’t need it now. I have no idea how to fix it. But it doesn’t work no matter what I do in lightburn, please help
That looks like the lines skipped. What speed are you running, and is it in mm/sec, or mm/min?
mm/m
I think there is a straining sound from the motor before drawing the place where the device jumps in the space with a very high movement speed, I could not find a setting related to this.
sorry for bad english
600mm/min seems like a good speed.
Is this setting faster than 600mm/min?
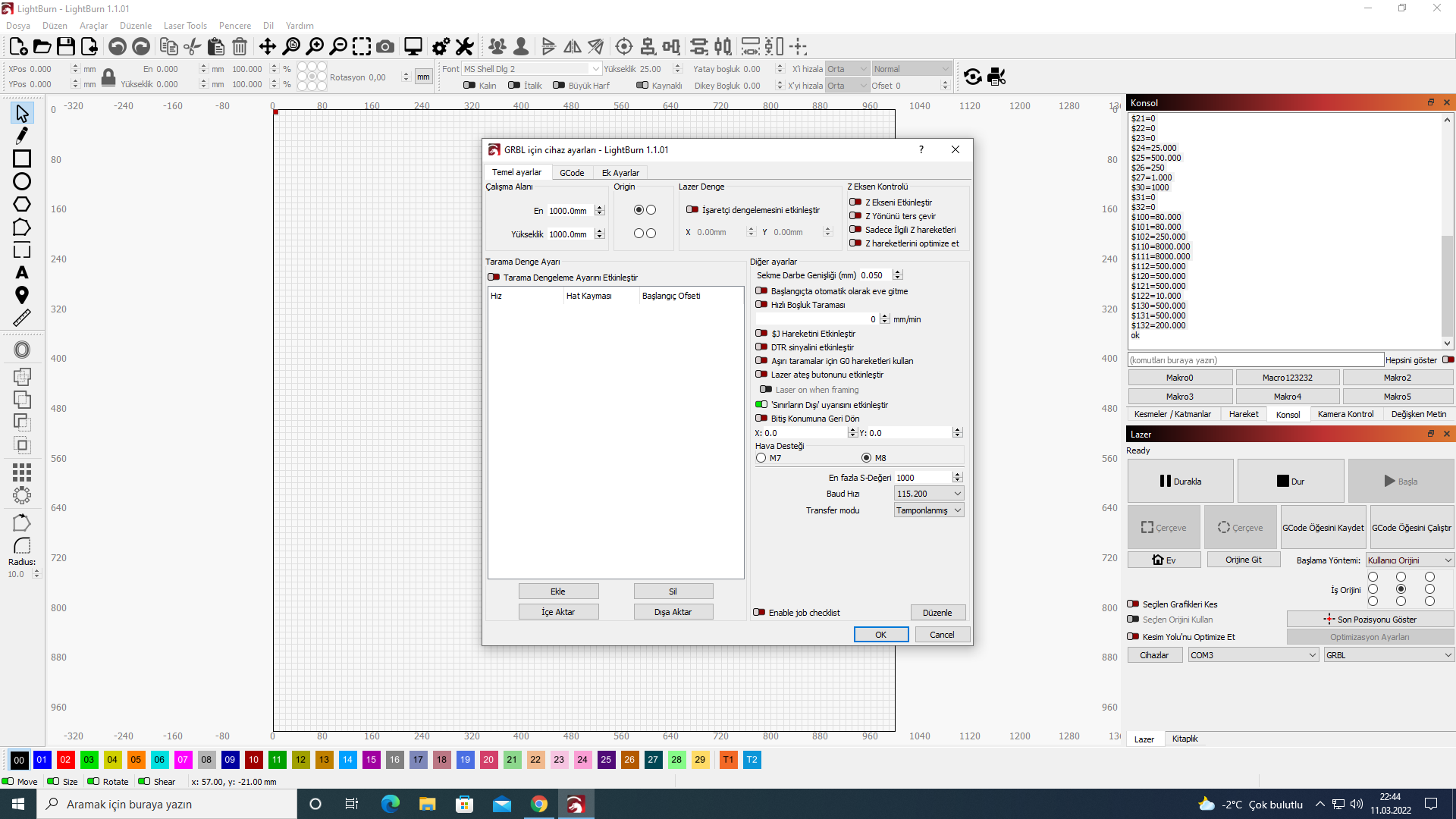
I’m going to add another thought to this reply. Please open the Console window and type the following:
$$
then hit Enter.
Please copy and paste that report in your reply here.
I was about to give up, thank you for your reply.![]()
$$
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=0
$11=1.000
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=0
$100=80.000
$101=80.000
$102=250.000
$110=8000.000
$111=8000.000
$112=500.000
$120=500.000
$121=500.000
$122=10.000
$130=500.000
$131=500.000
$132=200.000
ok
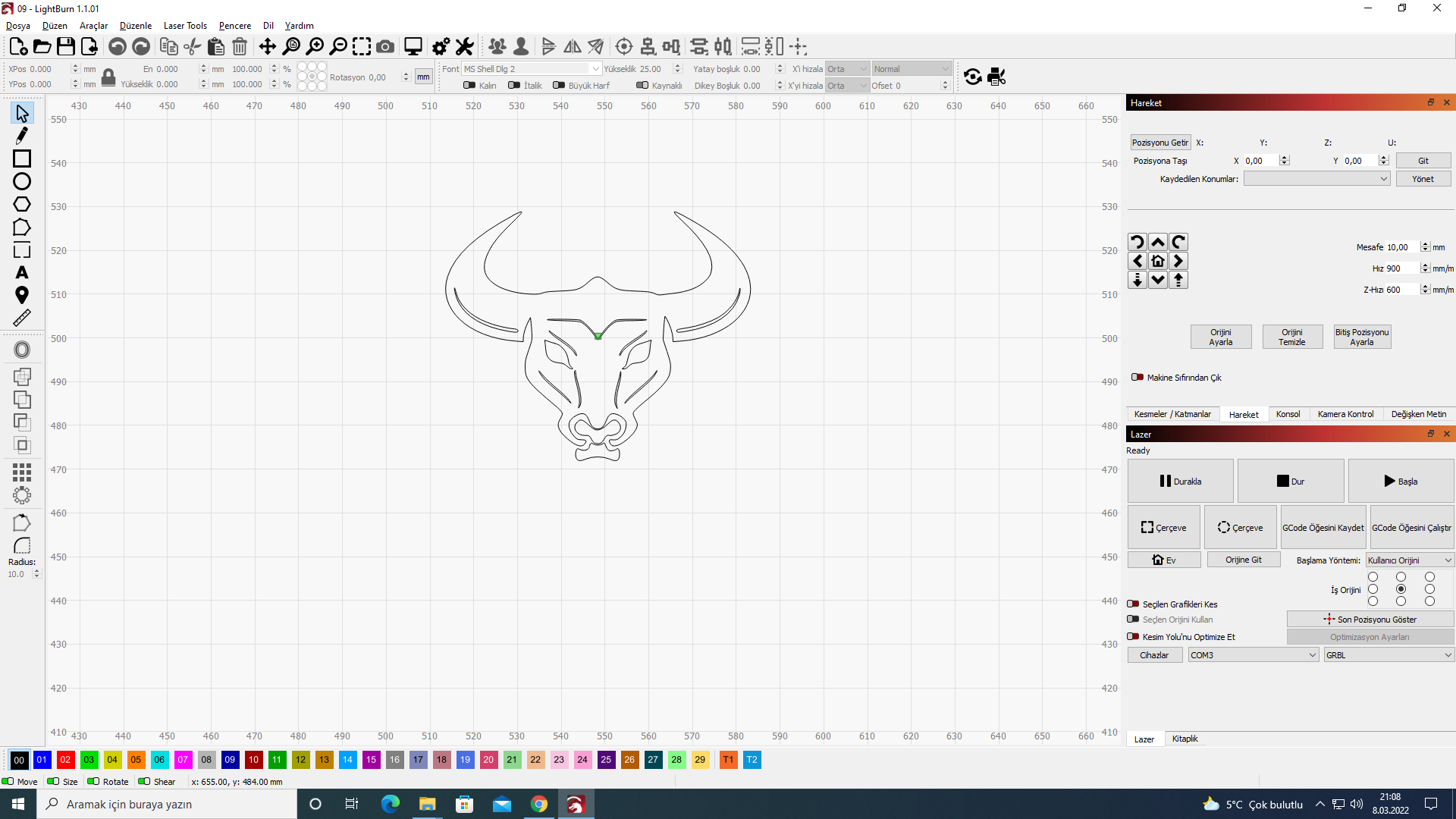
Can you take a screenshot of your Move window? Traversal moves default to same speed as what’s there.
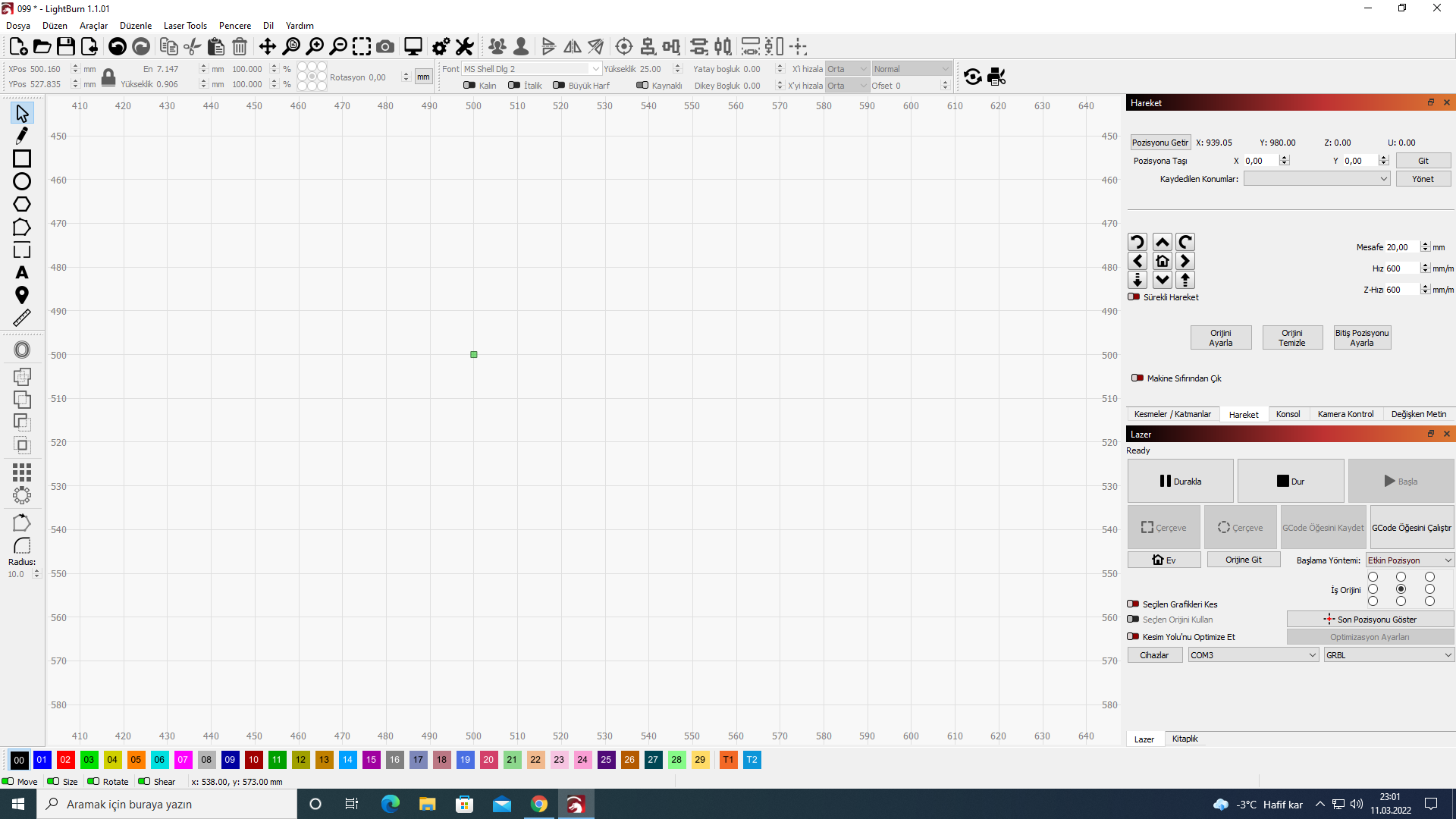
600 mm/min there is fine.
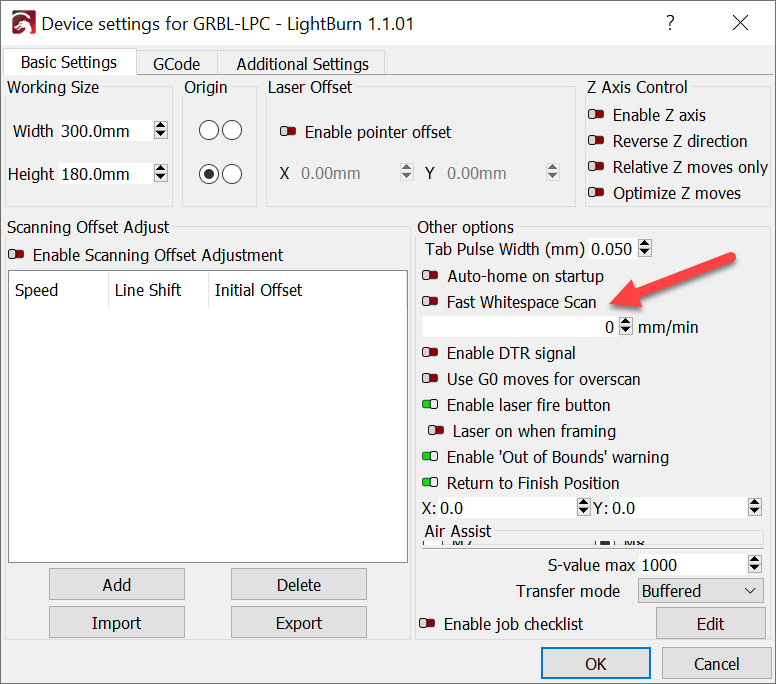
These are what you may want to focus on. 8000 mm/min may be too fast for your setup. Try reducing these dramatically and see if you get a different behavior. Try 4000 mm/min.


I don’t have a problem with grbl, but the settings don’t match with “Lightburn” I’m on day 15 and couldn’t figure it out ^^
You mean to say this is working on LaserGRBL but not LightBurn? I didn’t realize that. No need to change GRBL configuration in that case.
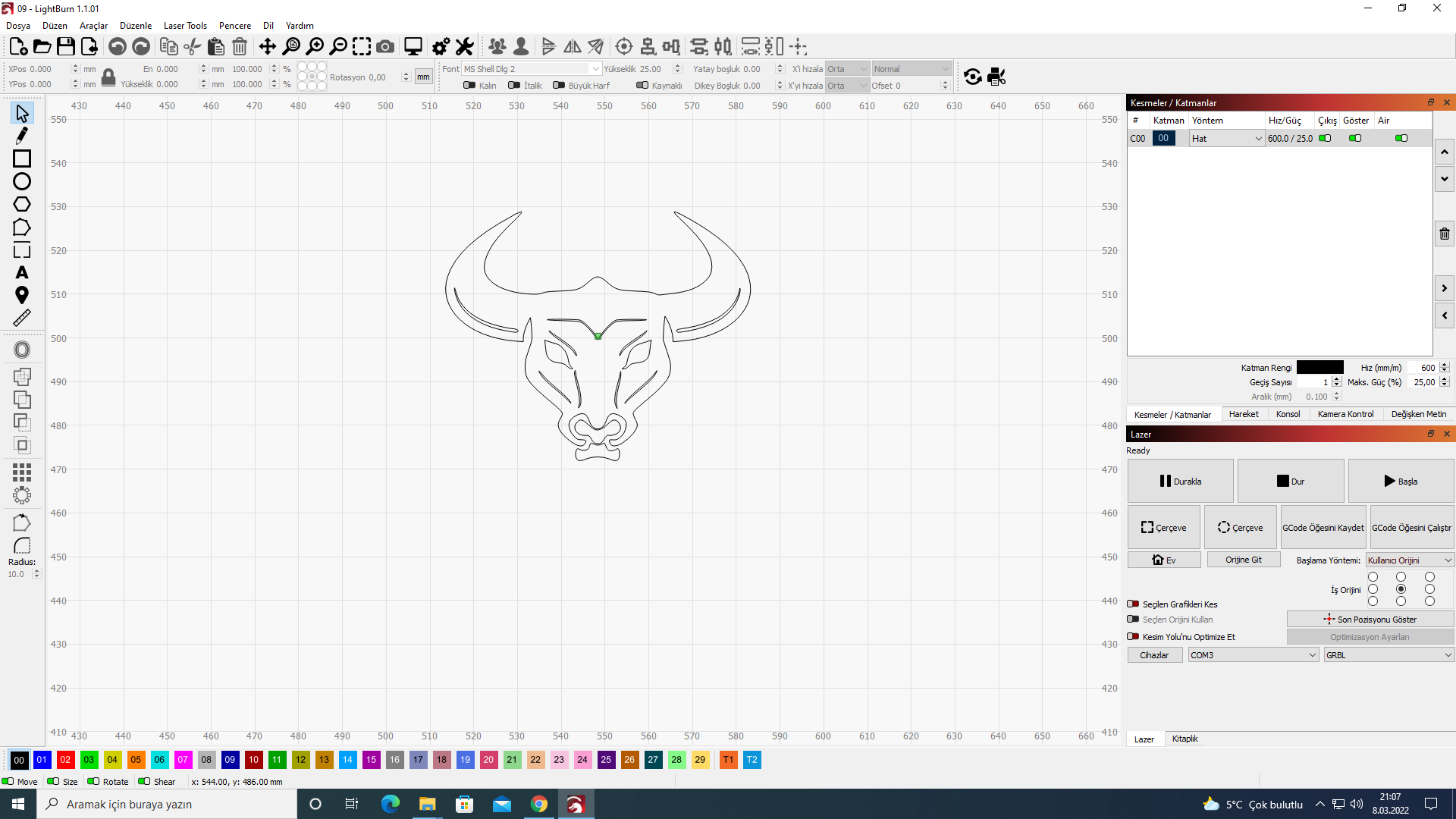
Can you create the simplest shape where this problem is visible?
Confirm that you see the problem in Preview.
Then Save Gcode in Laser window and post here. You’ll have to rename it with a .txt extension.
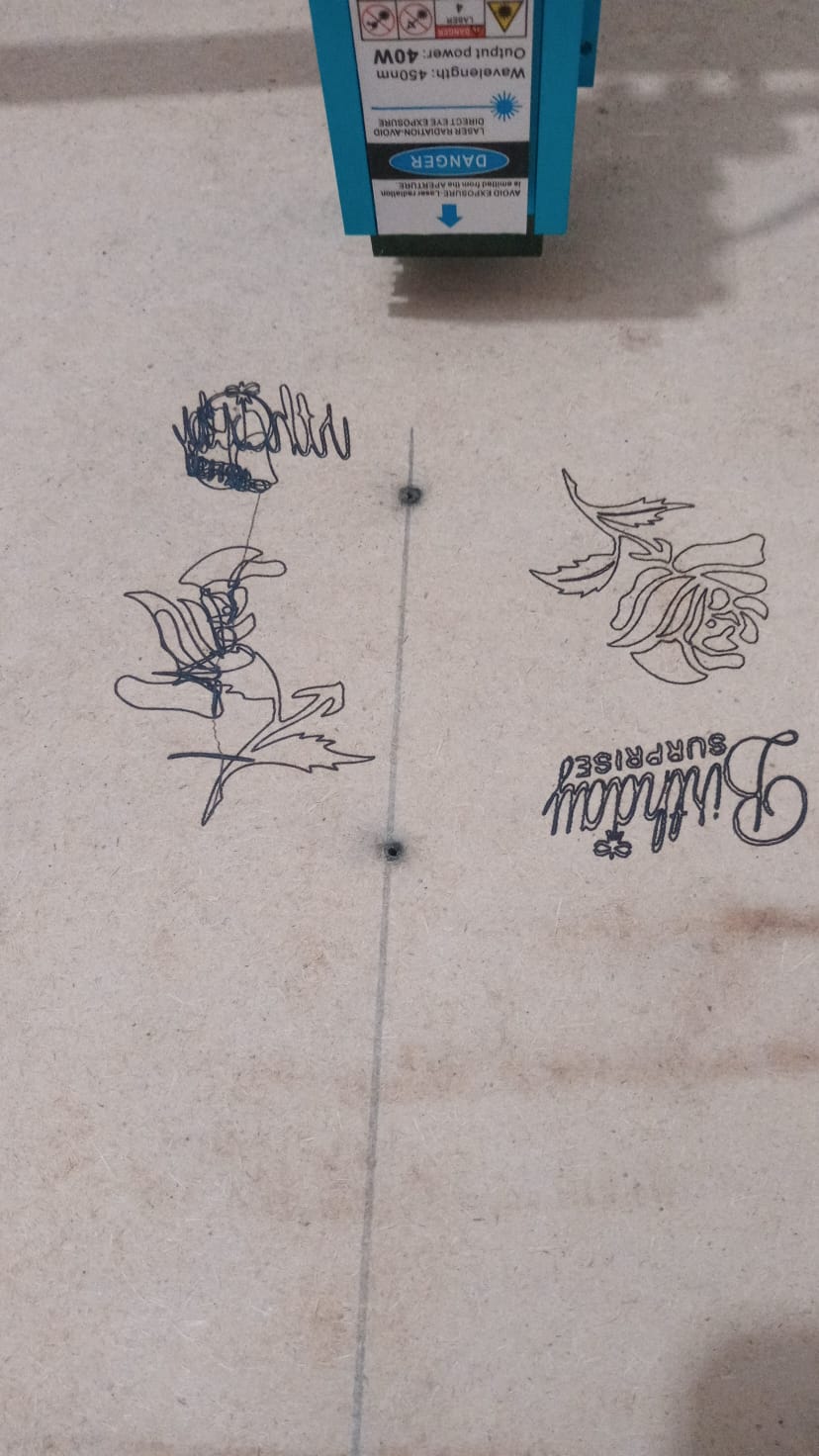

‘‘lightburn’’ does not show a problem in the preview, but the printing is still problematic, I tried with many formats before, the result did not change, the grbl was successful as in the picture, if I understood correctly, you asked me to send the gcode to you (here), I am attaching it
I’m trying the gcode I got now on grbl, I’ll share the result visually

When I run gcode from grbl the problem is the same and the print is faulty
I feel the solution is close (I hope)
Can you confirm if your machine has homing switches? If so, to which corner does it home? I suspect not since you have $22=0 but please confirm.
Run these commands in Console please:
$I
$#
Then do this:
- If your machine homes… first home. If it does not home, then turn off, move laser head to back-left of laser and turn on.
- Enter
?in Console and return results - Use jogging controls to move laser to back-right. Enter
?in Console and return results - Use jogging controls to move laser to front-right. Enter
?in Console and return results - Use jogging controls to move laser to front-left. Enter
?in Console and return results
$I
[VER:1.1f.20170131:]
[OPT:V,15,128]
Target buffer size found
ok
$#
[G54:-1000.000,-1000.000,0.000]
[G55:0.000,0.000,0.000]
[G56:0.000,0.000,0.000]
[G57:0.000,0.000,0.000]
[G58:0.000,0.000,0.000]
[G59:0.000,0.000,0.000]
[G28:0.000,0.000,0.000]
[G30:0.000,0.000,0.000]
[G92:999.738,956.863,0.000]
[TLO:0.000]
[PRB:0.000,0.000,0.000:0]
ok
i hope i got it right
x(-)<Idle|WPos:0.000,0.000,0.000|FS:0,0|WCO:-0.263,-43.138,0.000>
ok
Akış başlıyor
G21 G54
G91
G1 X-20 Y0 F600 S0
G90
M2
[MSG:Pgm End]
Akış tamamlandı 0:02
X(+)
<Idle|WPos:-20.000,0.000,0.000|FS:0,0|WCO:-0.263,-43.138,0.000>
ok
Akış başlıyor
G21 G54
G91
G1 X20 Y0 F600 S0
G90
M2
[MSG:Pgm End]
Akış tamamlandı 0:02
y(-)
<Idle|WPos:0.000,0.000,0.000|FS:0,0|WCO:-0.263,-43.138,0.000>
ok
Akış başlıyor
G21 G54
G91
G1 X0 Y20 F600 S0
G90
M2
[MSG:Pgm End]
Akış tamamlandı 0:02
y(+)
<Idle|WPos:0.000,20.000,0.000|FS:0,0|WCO:-0.263,-43.138,0.000>
ok
Akış başlıyor
G21 G54
G91
G1 X0 Y-20 F600 S0
G90
M2
[MSG:Pgm End]
Akış tamamlandı 0:02
y(!+) G1 X0 {Y-!20} F600 S0
y(-) G1 X0 {Y20} F600 S0
X(+) G1 X20 Y0 F600 S0
The x axis is parallel while the y is opposite, is that a problem?
There’s a few oddities going on.
First, this is what I understand of the coordinates that you listed. Is this right? This seems impossible.
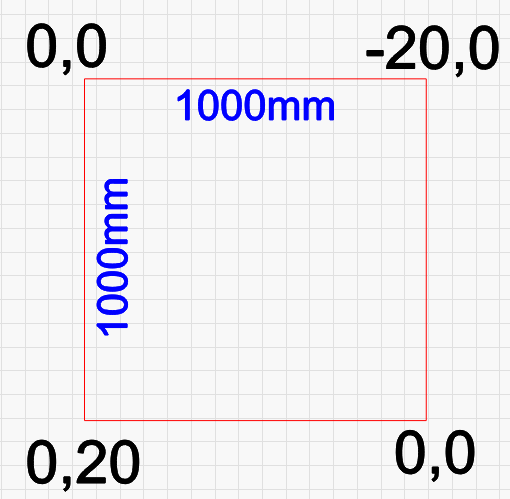
Did you setup these offsets intentionally? This is likely the cause or at least contributing to some of these issues. Unless you deliberately set these let’s remove them.
G10 L2 P1 X0 Y0
G92 X0 Y0
Can you then rerun these steps?
- If your machine homes… first home. If it does not home, then turn off, move laser head to back-left of laser and turn on.
- Enter
?in Console and return results - Use jogging controls to move laser to back-right. Enter
?in Console and return results - Use jogging controls to move laser to front-right. Enter
?in Console and return results - Use jogging controls to move laser to front-left. Enter
?in Console and return results