Just got done installing the cloudray ultimate air assist and a new California compressor (wow, that’s quiet!), but I’m really underwhelmed with the performance, or lack thereof. Looking at other people’s posts, I should be getting deeper, faster cuts, but I’m not. I see multiple posts where people are saying the air assist makes a huge difference, so I’m assuming it’s something on my end. I just don’t know what.
I’ve triple checked the alignment, cleaned my mirrors, re-did the ramp test for focus, there’s plenty of air at the nozzle (little bits going all over the place when cutting), and the relays are all doing what they’re supposed to do; just a little air for engraving/air off, and wide open (30-35psi) with the air assist on. I’m running a 60w OMTech and it takes 3 passes at 7mm/sec@75% to get through a .25" piece of ply. I read posts where people are using lower powered lasers, at a lower percentage of power, and getting through in fewer passes. (12mm@65% on 50W for example) What am I missing/doing wrong?
Thanks for the help! (Again )
EDIT: Noticed that some of the pieces I was able to cut out were not at 90*, somehow the laser head got moved and was not straight up and down. I fixed that and can now get through in 2 passes @ 7mm/75%, but that still seems slow compared to what I’ve been reading.
Since the head was misaligned, (need to find out why that keeps happening! I already replaced the garbage screws/washers that were damaged at the factory and have the new ones really cranked down. Oh well, that’s another issue.) I’m going to assume my mirror alignment is now off and will tackle that tomorrow.
For me, there was some improvement on the cutting speed / thickness, but the major improvement as in cut quality. As a rough guess, I saw about a 40% increase in cutting ability. FYI, I cut primarily 3mm MDF, so factor that in. With the little diaphragm pump, the cut surface was very messy. With around 13psi flow pressure through a Cloudray No3 nozzle, the cuts are extremely clean. Just a hint of a mark at the starting point, and that’s more my not playing with the Through Power settings.
The speed of laser cutting is related to the power of the laser tube, the material of the material and the thickness of the material
If the cutting edge is burr, it is recommended that you change the airflow size at the same power and speed. Also, do you have a true connection for the airflow plan you purchased from CLOUDRAY
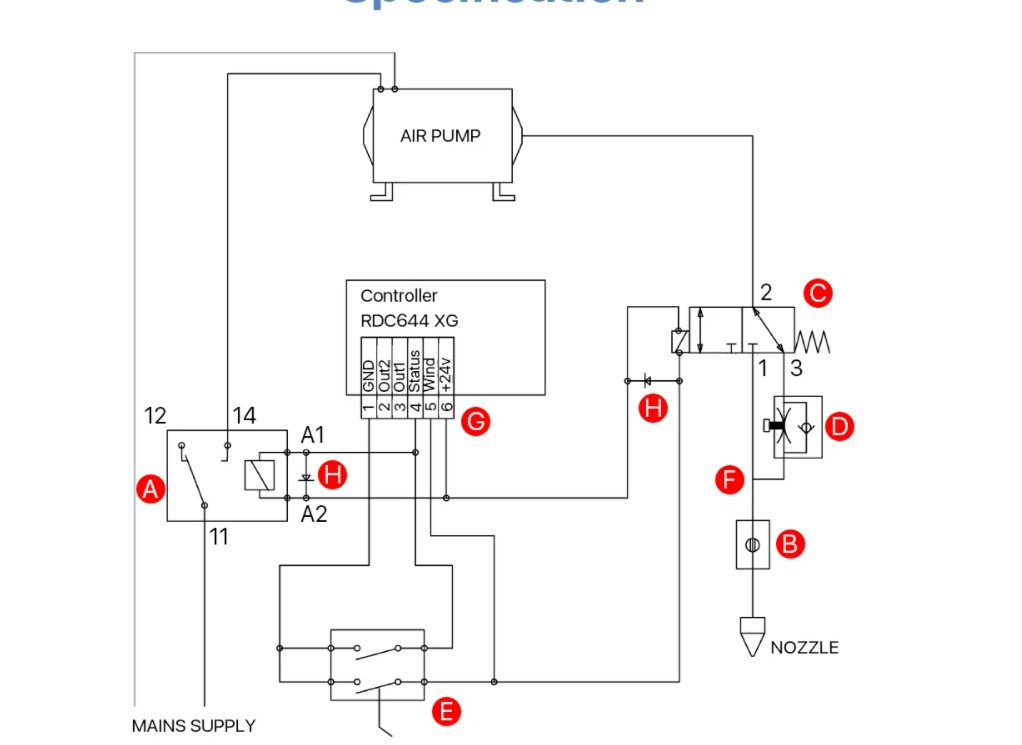
I’ve got the air assist hooked up to my new compressor, with minor modifications: used a relay (on status) to open the main line to allow low pressure, not activate power. Everything else is the same.
Hi Matt, i used this video to go by, it’s simple.
Only needed a couple of bits from ‘ultimate air assist’.
I use mine at 20-25psi for cutting.
And this video up to 3.20 minutes.
 )
)