Hello everyone!
I’ve passed the last few days trying to troubleshoot my DIY CNC-laser machine.
The problem was that my machine would engrave some text in a slanted way.
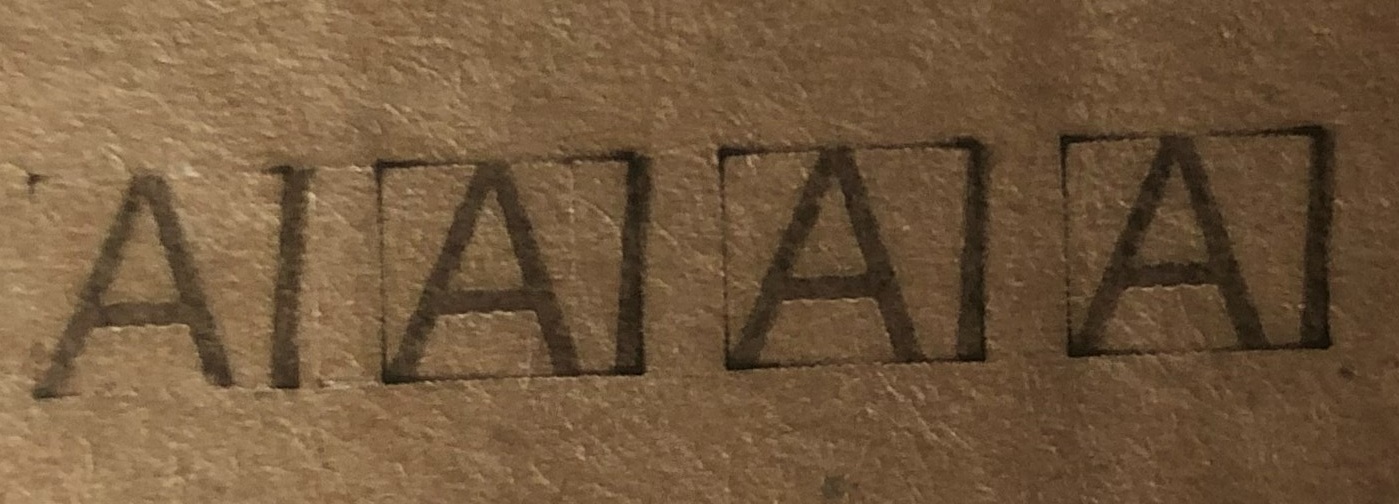
I tracked the problem back to only the text starting with letters having their left side rounded or slanted (Like “A” or “S” or “O”) that led to slanted scanning patterns, see the figure for an example:

As a counterexample, the text starting with letters with a perfectly perpendicular (w.r.t. the scanning pattern) left side (Like “M”, “R”, “P”) led to squared scanning patterns, and those didn’t come out slanted. See the figure for an example:

I noticed the problem got even more accentuated with higher DPIs settings, which led me to believe it had something to do with accumulated systemic error in the movement of the X axis between line intervals.
So i thought, if it were a mechanical issue causing that, then the error would be building up even with the squared scanning patterns, but it didn’t: those engravings didn’t come out slanted.
I was still skeptical, so i tested my machine with a comparator (0.01mm accuracy): running a repeatability test showed no significant build up of error, not even at high speeds. But that was only for the kind of substantial and squared movement like X+10, X-10, X+10… or, back and forth by the same amount.
I tried slowing down my machine (feedrates and accelerations), double checking the step pulse polarity (it was correct) and even trying all combinations of it for my X and Y axes… the problem still remained even with turtle velocity engravings! (The slant angle didn’t even change at high feedrates and accelerations!)
So i went back to software-level troubleshooting… I noticed that the GCODE of the “squared scanning patterns” was of the type of “substantial and squared” movement i worked with in my repeatability test, but that of the slanted scanning patterns was not.
It had a peculiarity: I noticed lots of lines in which the Y-axis movements (those which serve to go up by 1 line interval in the process of engraving) were coupled with X-axis micromovements of the size unfortunately smaller than the precision of my machinery.
You can see one right after the overscanning G-Code in the following figure (the line is below the gcode of the 2.5mm overscanning):

These type of lines, which i believe are the reason for the “rounded” sides of scanning patterns, were not contained in the GCODE of the “squared scanning patterns” (or, at least, they are there but in minimal part, just for the rounded tips of letters! I believe there is some error there too, but it’s invisible to the human eye cause they are not that high to notice).
So, the problem can now be of one of two kinds: it can be a electromechanical problem (like, my PSU can’t drive two stepper motors at the same time, which i find it hard to believe granted i’m using a modified 3000W one… maybe the transient is too big even with such a small step?) or it can be tracked to a precision problem of my machine (but being a humble DIY machine i can’t really ask that much precision).
I do believe i can still engrave with high DPI settings if I manage to make the scanning patterns rectangular!
With this post, i wanted to ask you if there is a setting in lightburn to make it possible.