Very good point on it being square. That is likely the issue in regards to my jog numbers not lining up perfectly. And not sure why I did not even think of it.
In regards to my printer and machine being dimensionally accurate, all I can say is that yes they are. When I printed my last set I printed a 5mm square along with it and when measuring it was within 1/100 of a mm. Same goes for items I’ve cut on my later. All have been within 1/100 of a mm.
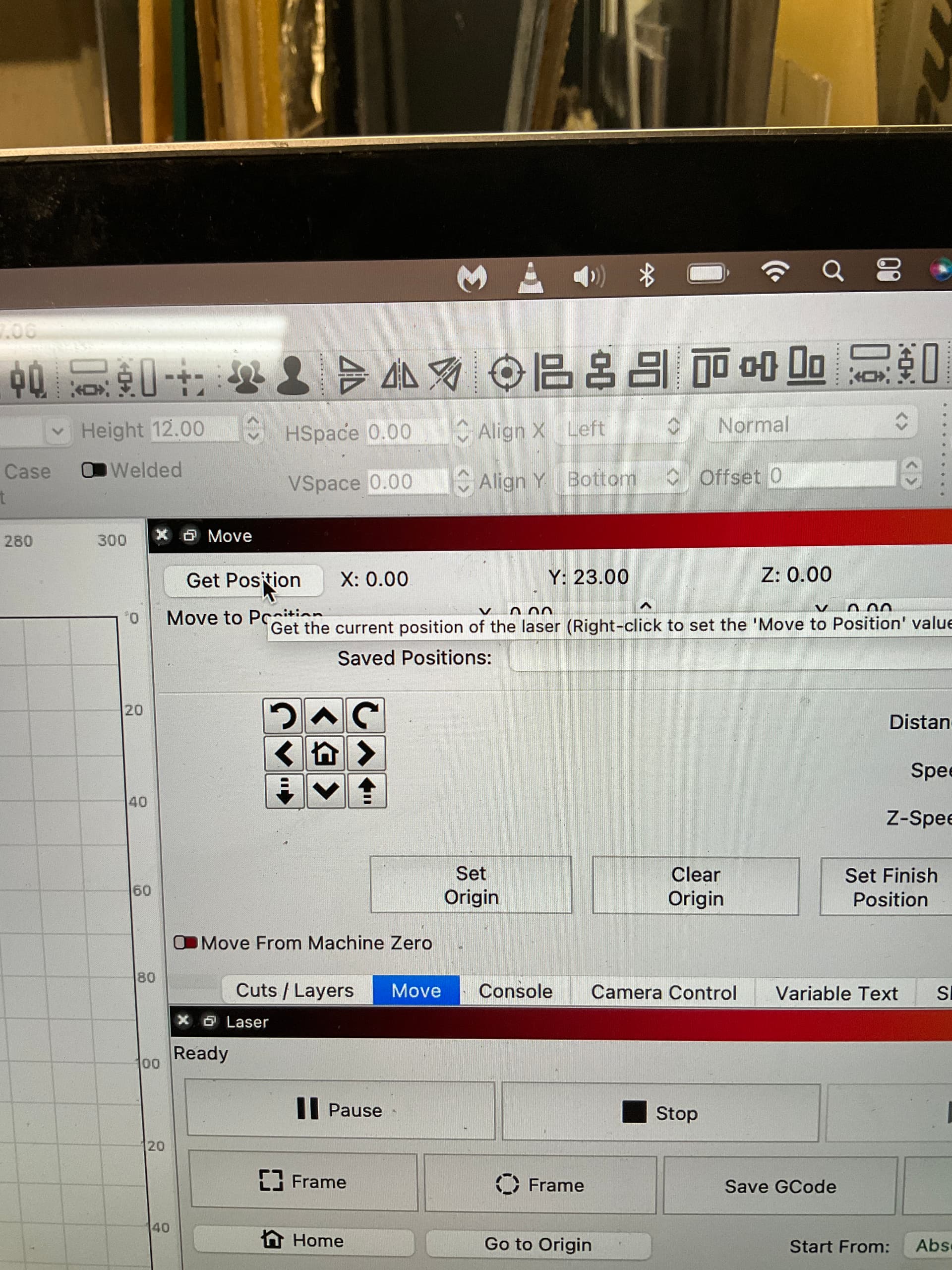
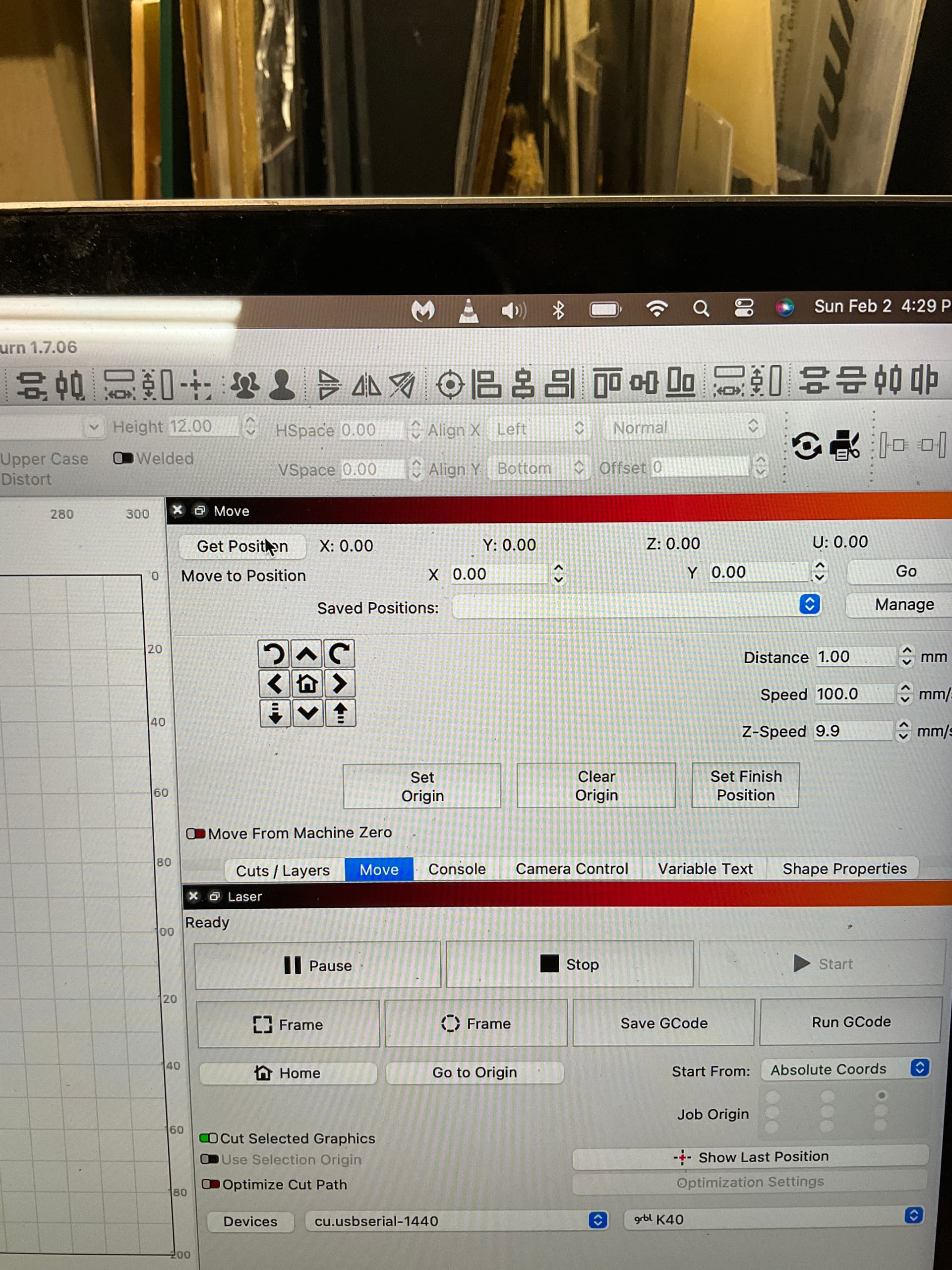
You asked if my laser when homed is at 0,0. I can only say I think so. It hits the x limit then y limit switch. How would I confirm it’s at anything other than 0,0?
I also stated above that for some reason, after homing, my laser won’t allow me to jog between 1-5mm on the y axis. If I want to jog 5mm I have to jog more than 5 and then backtrack by the appropriate amount. I wonder if this is an issue with my y axis limit switch placement?
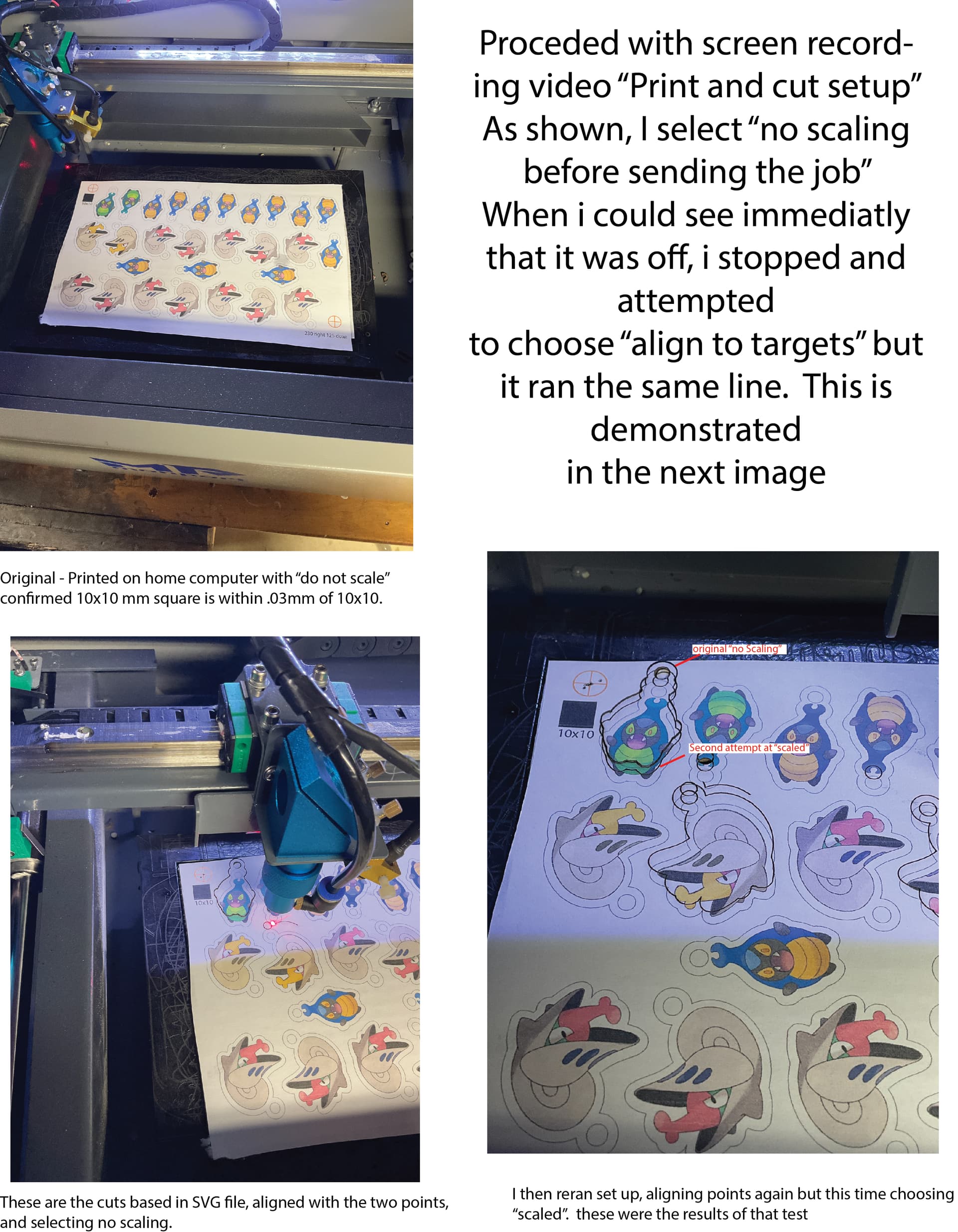
What is the MOST confusing is that I have gotten it to work but ONLY when I’ve printed on my home computer and chose do not scale print, but then chose the “scaled” option when sending it from Lightburn.