I’ve just replaced my OMTech smoothieware board with a Monport GRBL, so still trying to figure out the new settings.
K40 does not have machine move buttons, I have to use light burn. When I click to move any direction (X or Y) the head moves, then bounces back almost to its original position. I can also position the head by hand with no resistance. With the old board, I couldn’t move the head by hand unless the machine was powered off or in an error state.
Belts are tensioned and it cuts well, so no issues moving while receiving commands.
Your video isn’t working. It just spins and says “Your video will be ready soon”.
What’s interesting is someone else has very similar symptoms with their K40. The Y axis doesn’t respond properly, it bounces back on small moves. They found if they try to move more than 6mm, it will move but anything less than that and it bounces right back to home position. Can you confirm this behavior with yours as well?
Video works now, it just hadn’t finished uploading.
It doesn’t matter how large the step, it always bounces back, and it’s not the full distance, just something random. Gets worse the farther it is from home though.
Ok, I just read through the entire other thread and it sounds like my problem could be similar/related, but isn’t the same. I’ll answer the main questions from that thread here:
The X stepper motor itself is new, belt clean and tight.
This problem also happens on the Y axis, but that motor was not replaced.
It does not matter how large or small the step is, the head always bounces, both X & Y. I’ve tried 5mm and 20mm.
This problem never occurred until I upgraded the board, so I believe it must be settings/software or the board itself.
Recheck the motors connections, identify the coils of the stepper motors with a voltmeter at the plug terminals, the plugs may be connected incorrectly.
Ok, so my husband had a chance to throw his engineering brain at my problem this evening, and I think at least opened up a new avenue of questions.
He discovered that the machine will cut an accurate distance (50mm for example) but won’t jump there via the arrow buttons. He tested this by manually writing the gcode for each command. G0 commands produced an INaccurate jump, while G1 commands were dimensionally accurate.
; this program makes a 50mm line, and it works
M4
G1 X50S300F1320
M2
; this program tries to move the X axis 50mm, but is inaccurate
G0 X50
To test further, he changed the max move speed to an extremely slow 3mm/sec, and got G0 to produce an accurate jump.
So, we conclude that the G0 commands might use the ‘default’ max settings, whereas the programs sent to do a specific cut obey line settings.
Does anyone have any ideas along these lines that might help me continue to diagnose?
ALSO: the head still bounces at the slow speed, but it bounces BACK to the correct distance, ie: it moves forward 51mm, then comes back to 50mm exactly. I assume that this is still a strange behavior, right? It’s not supposed to overshoot then come back?
ALSO: Should I start a new topic with this new line of questioning, or keep this here?
I’ve been working on the other Topic with similar symptoms. If indeed G0 running at rapid speeds shows the symptom while G1 running at cut speeds does not then this reinforce my current theory that this is an issue with torque and current levels set by the driver.
Let’s try to validate this. GRBL Configurations $110-112 set the max speed of axes for X, Y, and Z respective in mm/min. $120-122 set the max acceleration for X-Z in mm/s^2.
In reality, both acceleration and speed should be tuned but since we know that G1 moves seem to be working we can assume that acceleration can work at least up to the speed you’re using for cutting. Try setting $110 and $111 to the same speed as your cut speed making sure you’re using the equivalent speed in mm/min.
Example, if you wanted to set max speed to 2000 mm/min (33.3 mm/s) then do this:
$110=2000
$111=2000
Then retest. If this works then you have a few options:
Continue operating this way
Tune the acceleration and maximum speed values empirically until optimum values are reached
Tune the current on the stepper driver to see if you can get stable performance at higher speeds. I don’t know what the ratings are for your driver and motors but there’s a risk of over-driving these components
return to seller
If this doesn’t remediate the symptoms then back to square 1.
If this does prove to be a torque/current issue and this is the board that shipped with the machine then yes, this is likely a board issue. But more broadly this is either a design or QC issue. Either the board is inappropriate for the hardware (stepper motors) on the machine or some of the boards are not behaving as they should.
Note that there are a set of potentiometers on the board that control current levels to the motor that may work to remedy this but I wouldn’t expect this for a machine sold as a unit.
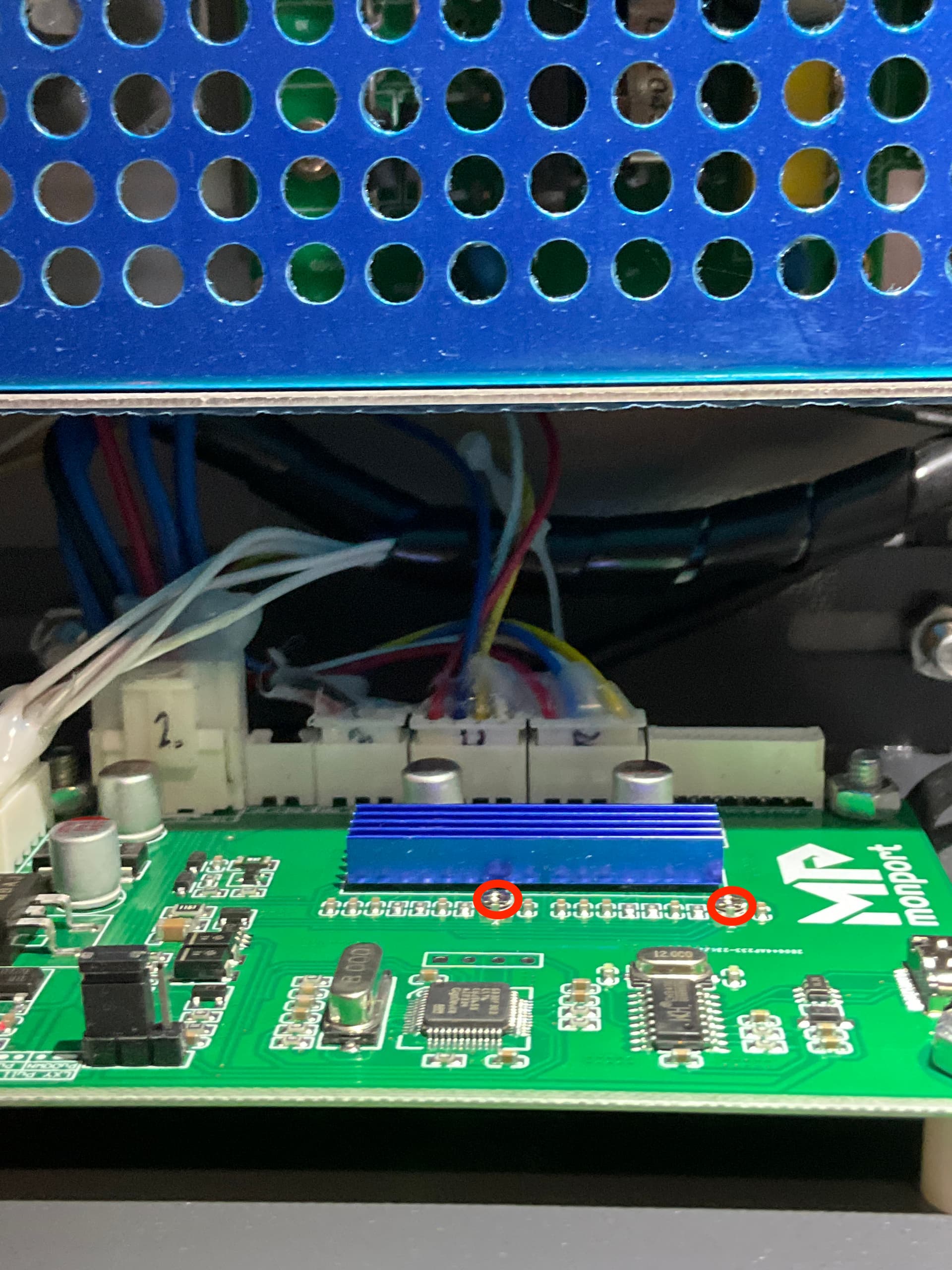
This is not something done in LightBurn. There will be two potentiometers on the board near the stepper drivers, one per axis. See red circled parts here:
Current is adjusted by turning those potentiometers. If you go down this route, I’d suggest marking the current location of the pots so that you can go back to current position if required.
Ha, my computer decided not to detect the controller last night when I went to test the changes. Brand new cable, nothing has moved, never had this problem before… If my husband can’t see something I missed, i might have to return the new board anyway.