The Ruida, in general runs a certain power as it engraves each layer. With the exception of gray scale, each scan line will run at a predetermined power setting until that object/layer is completed.
If you want a ramp, you have to continuously tell the Ruida in steps to reduce power on one side then increase power in steps on the other. Each and every change in power requires ‘code’ to tell the machine to do this. This greatly increases code size, as you noticed. You will see the same type of increase in a ‘gray scale’ image.
I would think if this was or could be implemented in the controller the size would not be much different.
Besides the fact that your stamp will print ‘mirrored’…
@berainlb is correct about the speeds you are attempting. I have mine pretty well tuned up and I can do about 508dpi and only with a compound lens. With all my other lenses it’s half that, around 254dpi.
Just because you ask for it, doesn’t make it so. You didn’t mention what speed you are running…
Most lps have a spec of <= 1mS response time. Meaning it can do in 1s/1000 dots. Using the 1mS value.
@ 1700 dpi running at 25.4mm/s (1 inch/s) means you have to put down in 1s/1700 dots. It would be operating 70% faster than the lps can respond.
I would also bet that the maximum speed of your Ruida is set far below that speed. It will not run faster than the limit set within the controller.
You need to keep the physical limits of the machine in mind.
This is mine, with the max set for 1750mm/s. It was originally set to 500 or 600mm/s, can’t remember exactly. My machine will run 1650mm/s because of it’s modification. I had to change the controller settings to allow the machine to use that value.
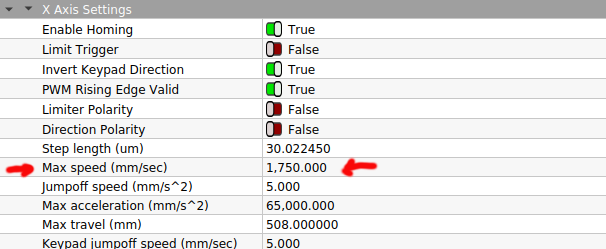
You should check yours and see what your maximum speed is and that will tell you what your maximum speed is.
Good luck






