Yet another ‘replace the honeycomb’ bed topic…
Today I tested a small piece of steel sheet on top of the honeycomb bed as a test while cutting a piece of 10mm acrylic.
To say the least it was informative…
Being new to lasers every day is a ‘wow’ moment, today I saw flames… WOW…
I was well aware of acrylics and flames so I never leave the cutting with my fire extinguisher in hand while watching…
Trying different setups, the first was placing 10mm acyrlic paper on bottom only and setting my cut power n speed to my normal honeycomb setting…
As soon as the laser hit the acrylic, 2mm in the flames started, took appropriate action, all was fine, able to just blow it out…
I did not realise the puddling of melted acrylic under the paper would react…
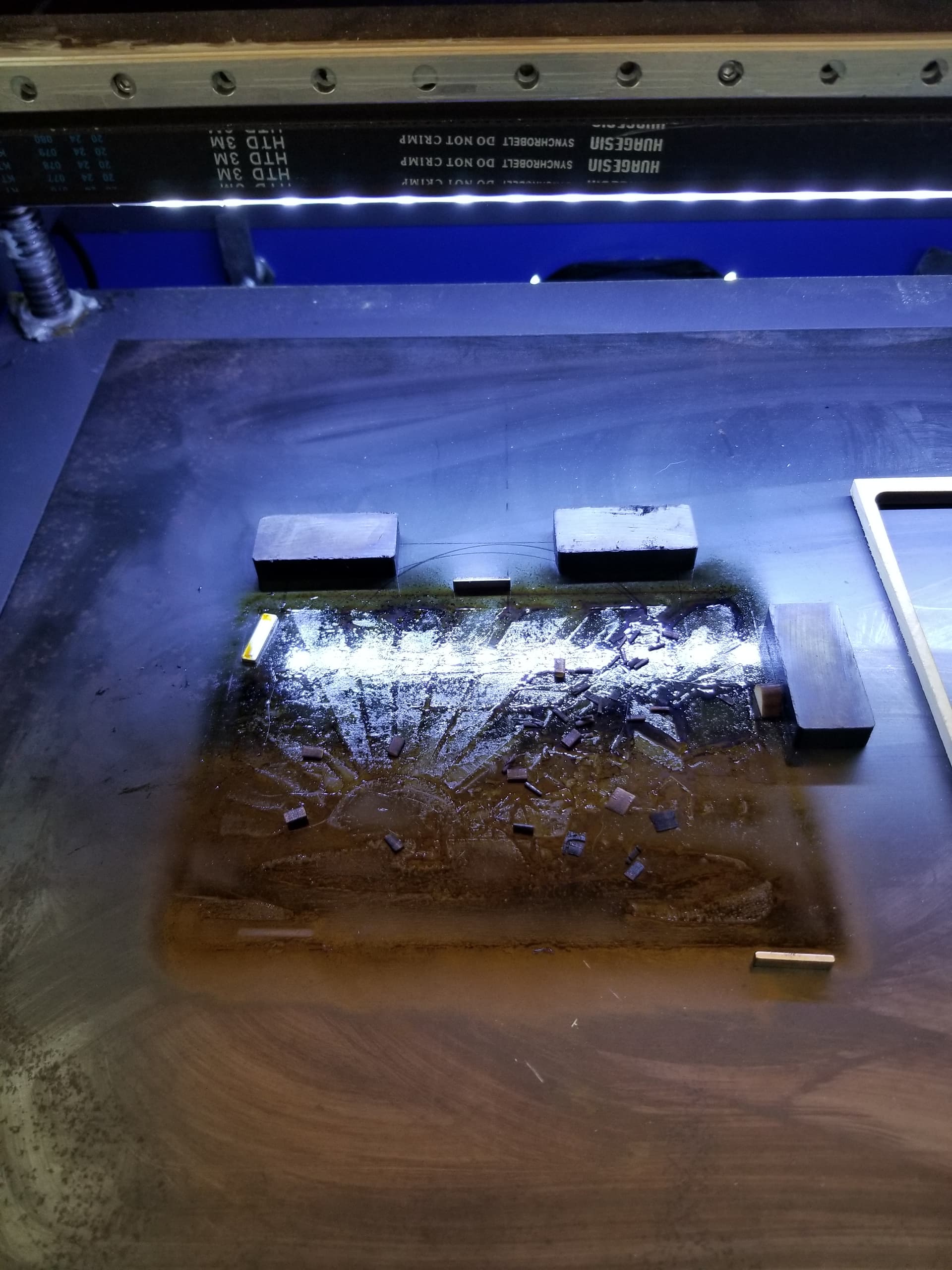
Ok lets raise it up…not bad cuts ok, but the melting is still puddling on the steel sheet.
Oh using high forced air for the thick cuts, about 9psi.
Now when the parts cut free and fall they end up stuck in the puddling melted acrylic… Yuk!
I have concluded that the steel sheet has some issues if your usable parts are those falling out, into the melted puddles… in many cases they are…
So I thinking… use the wet paper towel trick, raise the acrylic up 10mm, no biggie, I’ve 3D printed some standoffs, they work fine, magnet on bottom all the good tricks used…
Still same issue, wet paper towels with melted acrylic build up on the parts as they fall onto the bed, now the parts are stuck to the paper towels…
and of course elevation of all the cut parts that fall is not practical, too many and too small…
I hate catch 22 scenarios, but I am now back to the Honeycomb, with raised acrylic…
High vacuum, and High air pressure… but it seems I will need to clean the honeycomb
after each job, which consists of cutting 10mm thick 120 pcs of 50mmx50mm squares.
The laser bed is 35 x 55 130W laser…
If cleaning the excess molten drip from the job is part of the proceedure so beit…
I hate Cleaning… mostly taking the dang honeycomb bed out… cripes…
I would love to hear anyones thoughts, or better yet a better mouse trap to deal with the acrylic drip build up…!
Laser stuff… who knew ! ![]()