Hi
a question why is the edge so distorted? The edge is only acceptable from laser power 80.
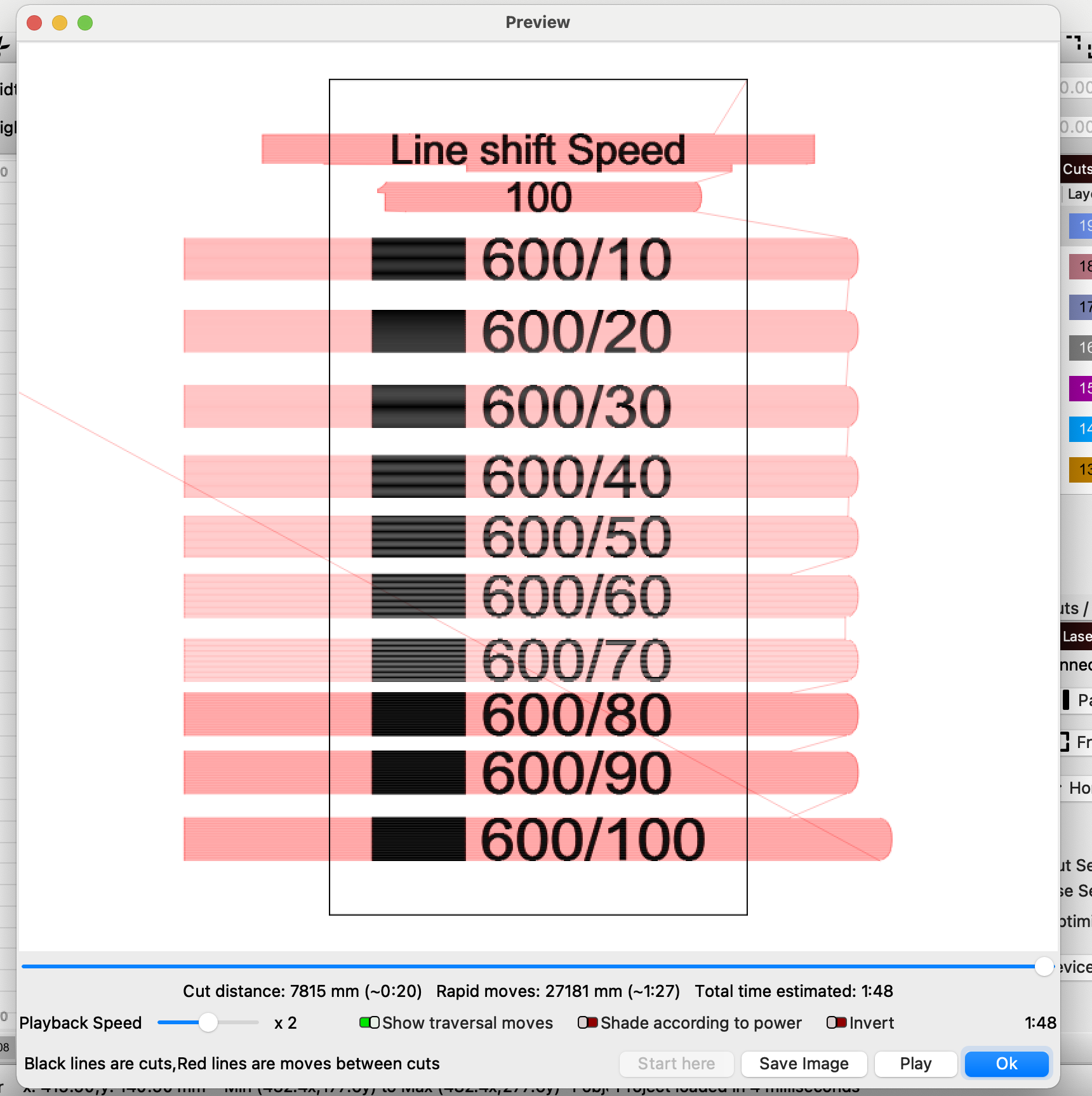
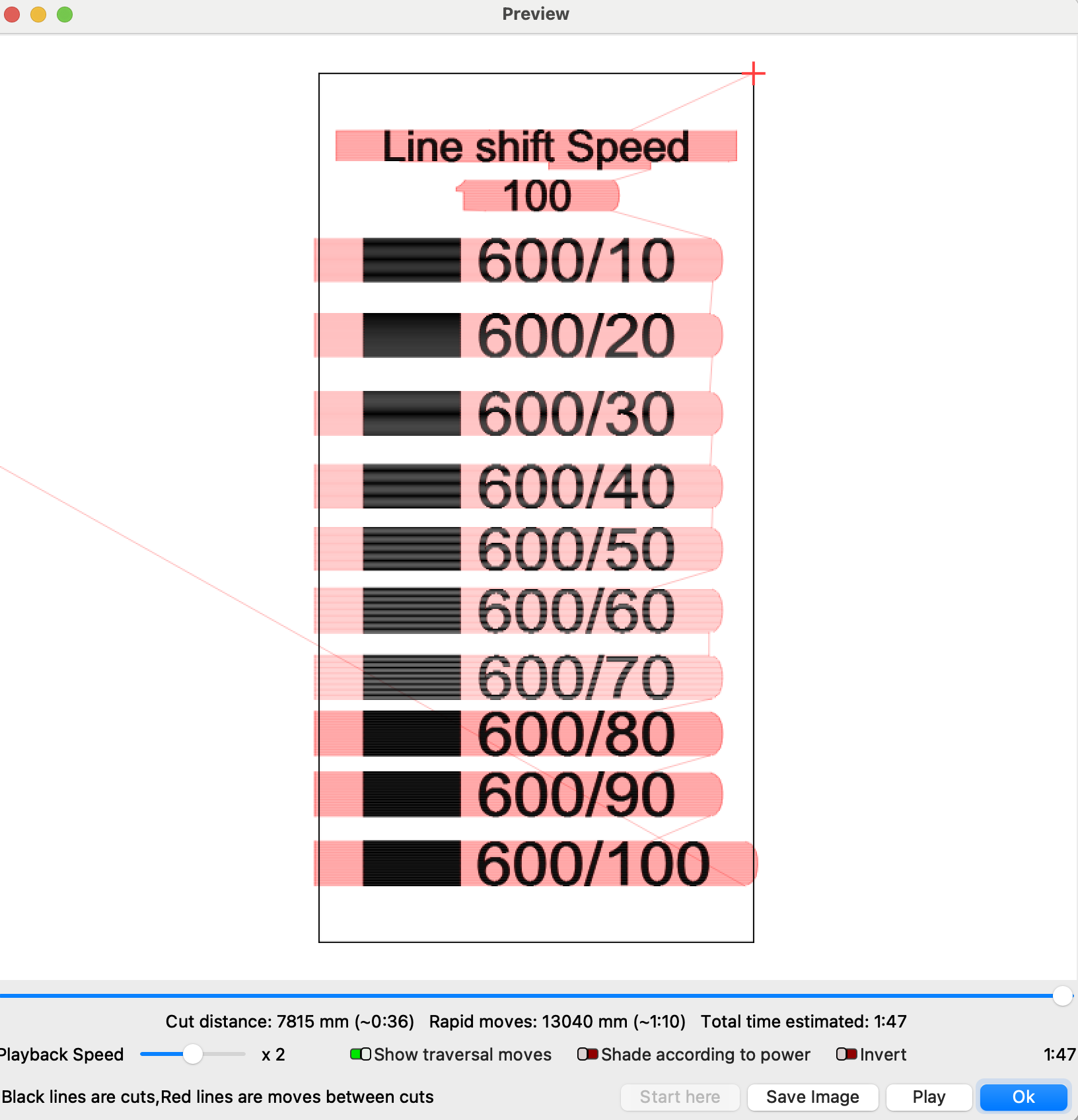
The speed is 600 everywhere
Board Ruida RDC6442G-B
LightBurn V 1.4.01
What can I do so that I don’t have an offset even with a lower strength
Line shift Speed.lbrn2 (146,0 KB)

Without knowing your machine, I would think 600mm/s is way too fast. When I use your settings on my CO2 60Watt OMT laser I get the result you see in picture no.1. The laser simply cannot stop-start over such a short distance. Also note that the process time itself is even one second shorter, because the transport path is significantly shortened by halving the speed.
It’s a 100 W laser so what can I do to get a perfect result?
Go through the Scanning Offset Adjustment process to compensate for the turn-on delay in the power supply and laser.
That will clean up the ragged edges.
The reason “The edge is only acceptable from laser power 80” is excessive power is overburning the edges and smoothing the ragged results you see at lower powers.
Engraving a two-layer material like Trolase with a very high power laser requires very careful setup, because the upper colored layer is very thin and vaporizes easily. Too much power or too little speed will burn through the upper layer and produce the lumpy surface you see in the bottom rectangles of your test pieces.
Higher speed (with proper offset adjustment) and lower power will produce much better results.
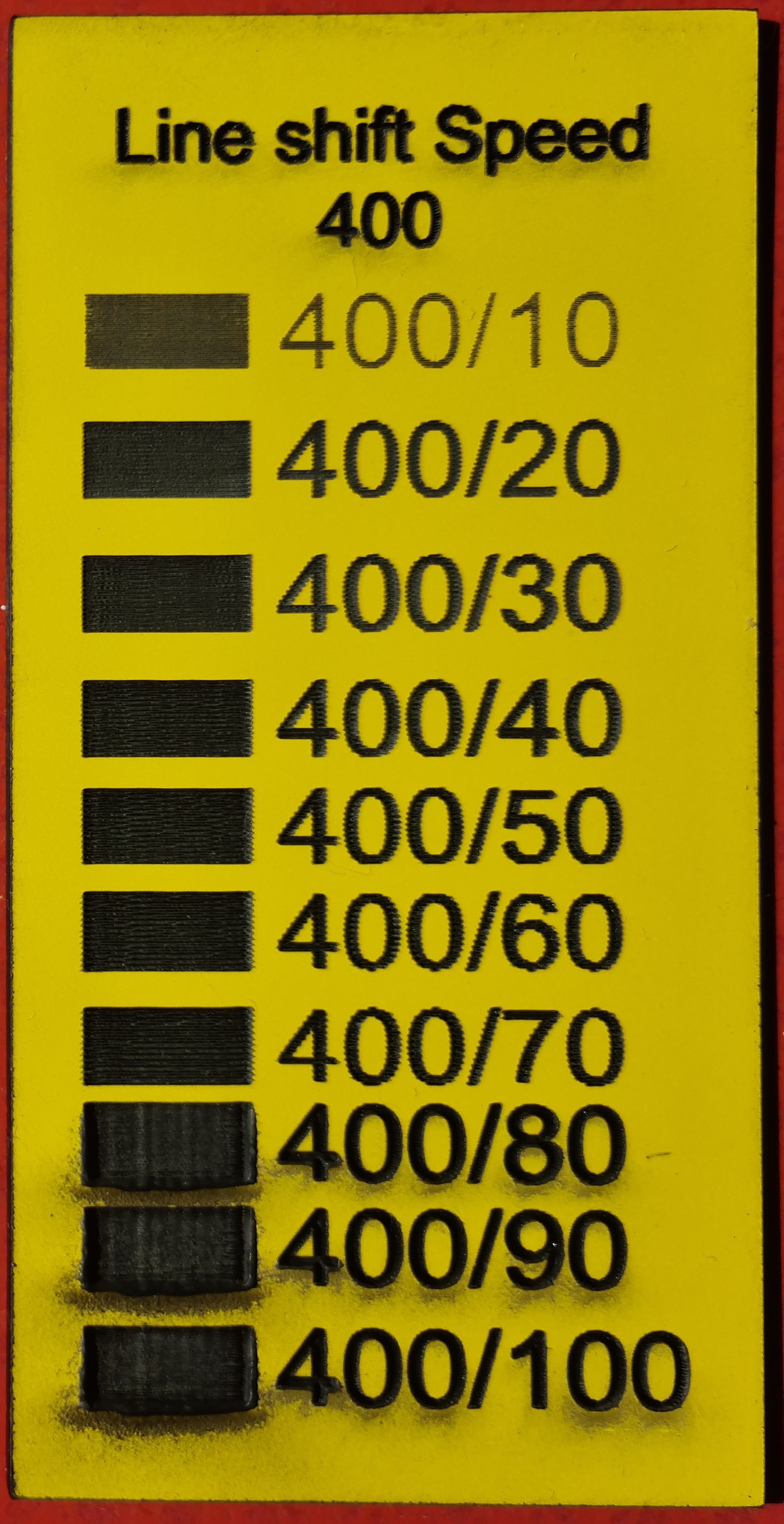
Shouldn’t this behavior translate to lower performance at slower speeds such as 400? Since the lower power gives you more time to burn properly
But I can’t see that in the 400/70 image
An offset can still be seen here
Nice and interesting answer. The problem, as I see it, is that when the scan area is so small, it is almost impossible to achieve these speeds. Acceleration and braking need a certain distance at a given speed. The optimal, possible maximum speed must be found by individual trials and will vary greatly, depending on the type of machine and its quality.
(that the overscan compensation settings are set correctly is of course also a prerequisite)
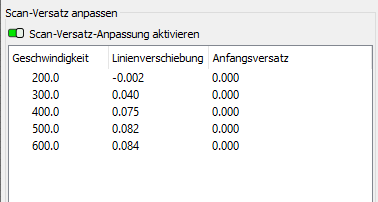
Have you measured the actual offsets at various speeds, then filled in the table? Remember to use half the measured distance.
Until you fix the offset problem, there’s no point in wondering what else is going wrong.
With that in mind, lower speeds may require much lower power than you can get from a 100 W tube, because it will have a high firing threshold.
Worse, those very low powers tend to produce erratic firing that burn random speckles across the material. This will be worse with a high power tube, because the pulses producing the speckles tend to run at the tube’s full power:
Basically, good engraving on a high power laser requires careful tuning with attention to fixing all the sources of error.
The Ruida controller computes the overscan distance from the Machine Settings speed & acceleration values, so there’s no external control… Those should be set to optimize the machine’s performance, but OEM values seem based on guesswork and cargo-culting, which leads me to think there’s some value in DIY tinkering.
yes
My ignition threshold is at 13
Was that table in effect when you engraved the sample in the first picture?
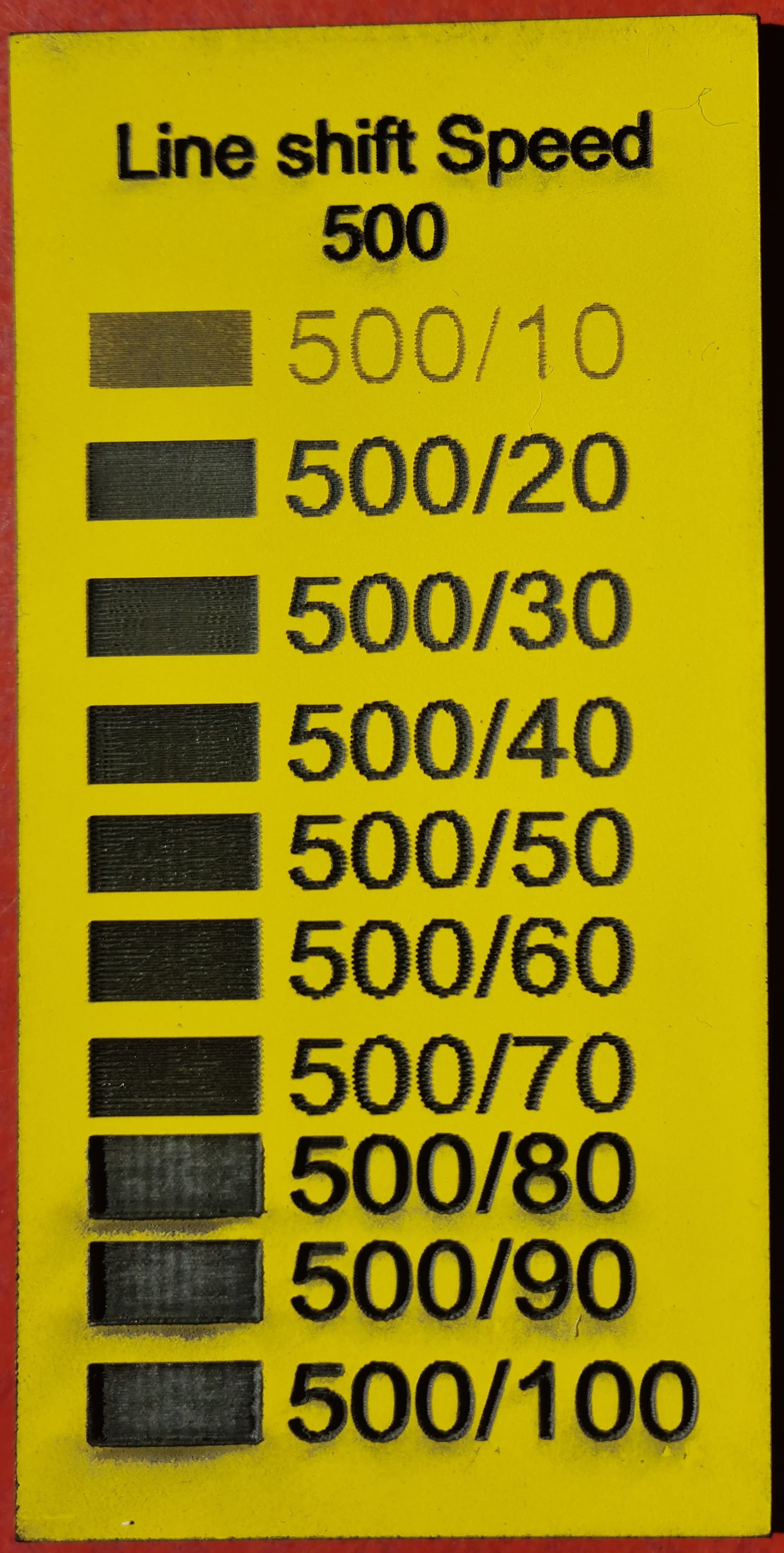
If so, then at least the value at 600 mm/s seems incorrect, as the 20% to 60% rectangles have visible offsets. The 400 and 500 mm/s samples look better.
If not, then run the same tests again, but for speeds between 300 and 600 mm/s with powers between 10% and 50%, to verify the results. Higher powers just melt the edges, which is not necessary, and lower speeds will require lower powers than seem possible.
You should also run an Interval Test (or Material Test with varying line spacing), as the line spacing at lower powers suggests the dot size is smaller than the line spacing, which contributes to the ragged edges.
yes
I didn’t do the overscan test on the material so there is no merging at the edges and as far as I know an overscan test is not material dependent but machine dependent
So an overscan test for this material was done for me
Trust, but verify!
These earrings ran at 400 mm/s and 15% power on a (claimed) 60 W laser with 0.1 mm spacing:

It’s really an overdriven 50 W tube, so perhaps half the power of your machine.
The edges are crisp, the bottoms flat, and (according to the recipient) they look pretty good. ![]()
At this point, iterating the interval spacing and offset correction tests, using lower powers and higher speeds, will get you much closer to good results.
I have to admit that this doesn’t help me with my problem, which other machines with different settings can do
I have a specific problem with my machine and am looking for a solution
Agree with @ednisley in that your engraving speed is too high…
You lose control when you outrun your lps response time…
I think Ed has a formula for a normal <=0.10mS lps response time that will tell you what speeds maybe possible.
It’s really based on interval…
It is difficult to gently plant a petunia with a bulldozer…
![]()
So how exactly can I set my laser correctly?
There are people who can write with an excavator typewriter
Which, admittedly just in my opinion, arise from its exceedingly high power and incorrect settings for this application.
If you cannot change those settings, then I have no further suggestions.
I would like to do that if it weren’t for the problem that with lower power and lower speed there would be a constant offset even though I have a correctly set overscan that is fine at all speeds, so please explain to me where the offset comes from and what I can do about it without it to change the overscan because it is already set correctly
I can’t imagine needing a separate overscan for each material
How have you determined this? What was your procedure for setting the adjustment?
There’s clearly some offset scanning issue so not sure I understand the rationale.
Have you first established that you’re not experiencing an issue with backlash?
Do you mean offset here? I don’t see why this would be necessary. However, certain materials can reveal issues with offset more readily than others.
First of all, I simply engraved something on poplar plywood, which looked terrible. After that, I engraved test samples on anodized aluminum because aluminum has exact limits. Then I measured them and corrected them in the offset list. I also adjusted the laser power to the respective speed by one to obtain even engraving
Overscan Test.lbrn (145,2 KB)