I am starting to feel like purchasing this Opt Laser PLH3D-XT series laser head was a very poor investment. This is obviously not my first time using the Forums for advice on using this thing, but it may be my last. To give some context to the situation, last week, I spent the better part of three days just getting the machine to speak to Lightburn and then getting it to home correctly, which was very frustrating. It seems to me that the Lightburn manual is anything but intuitive and was purposely written for people with a working knowledge of using lasers with CNC machines, which I do not.
Anyway, my current setup is as follows (Pics will be attached as well):
Machine - Shapeoko Pro XXL (31 X 31 Cutting Surface)
Control Board - Carbide Motion 3.0c
Spindle - PwnCNC 80mm Spindle mounted on the Shapeoko HDZ plate
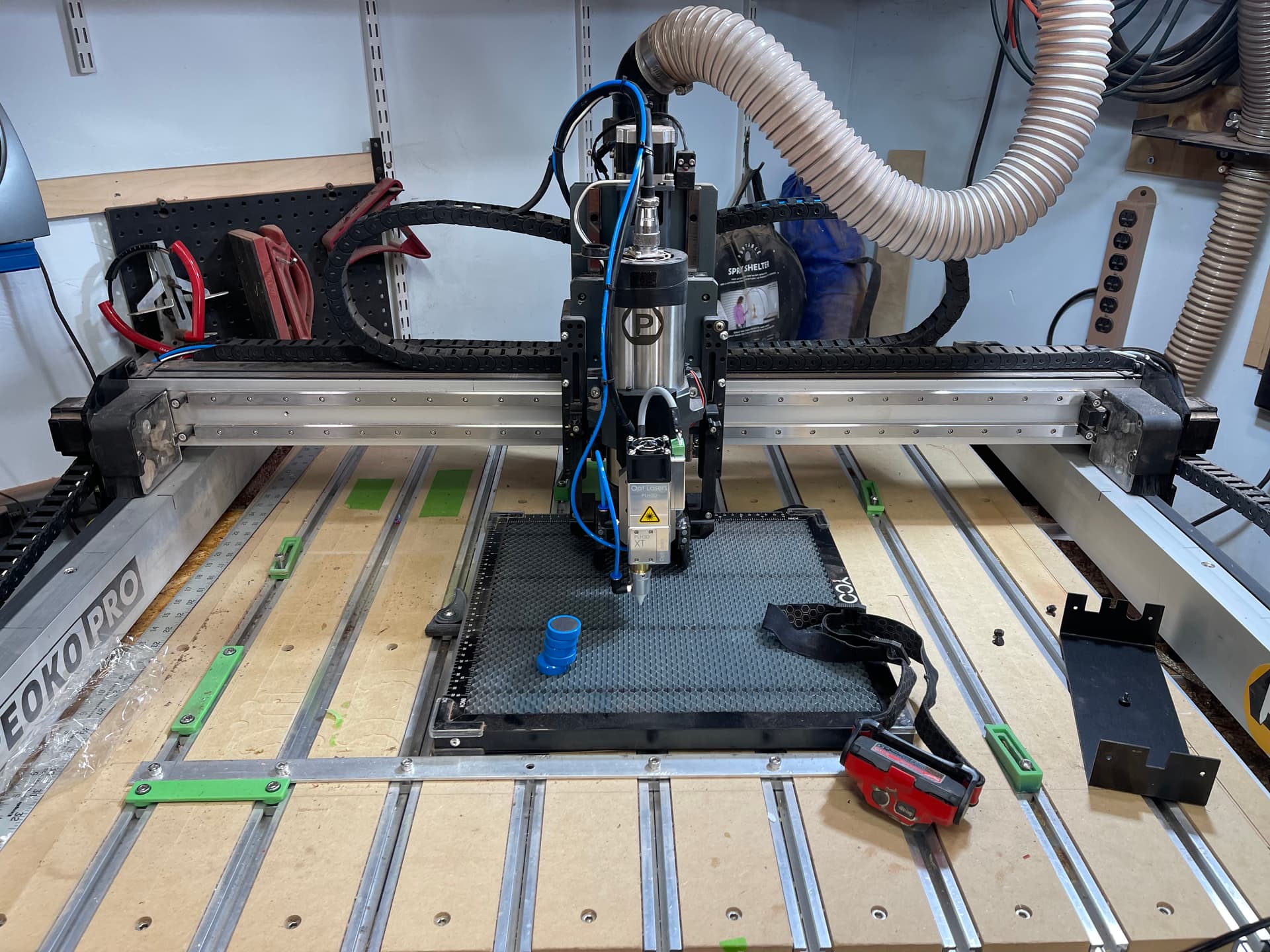
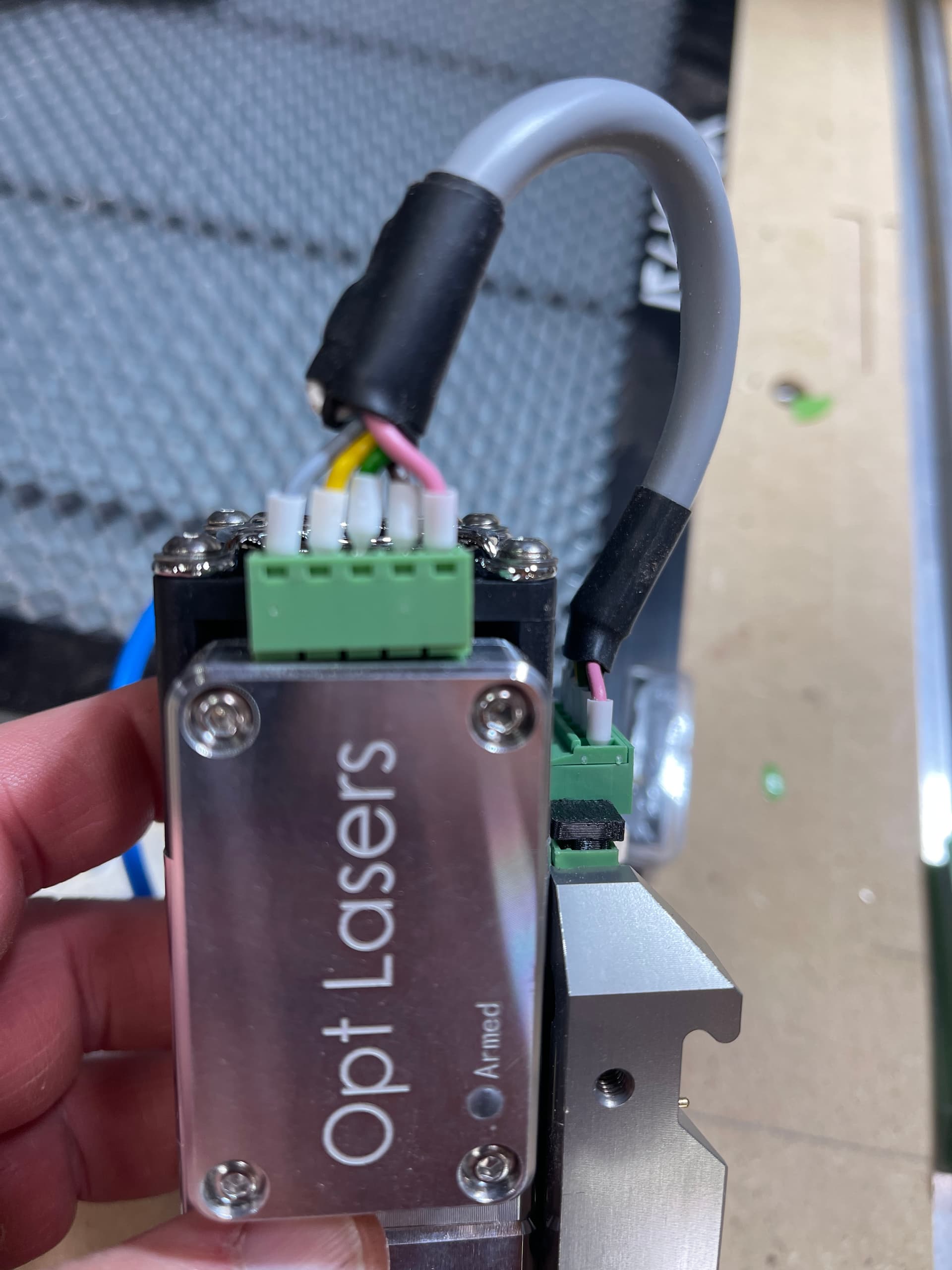
Laser-Opt Laser PLH3D-XT series
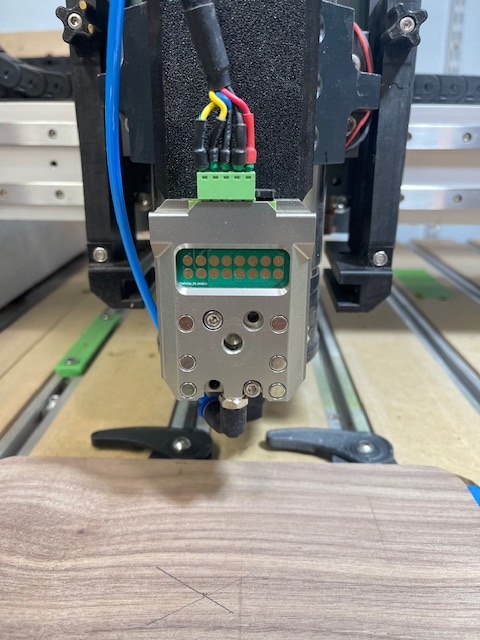
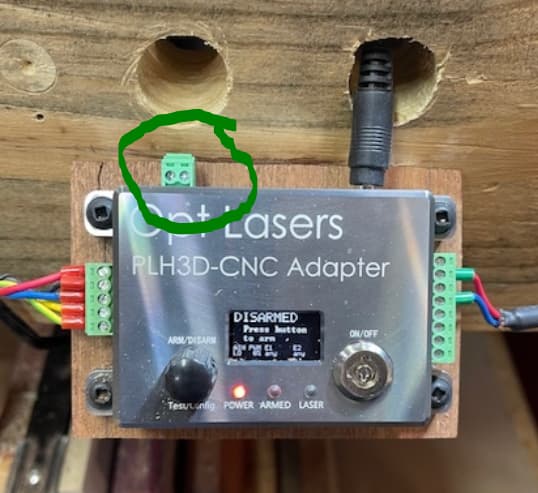
Laser Controler - PLH3D-CNC Adapter
I have done nothing but read through the Lightburn online manual and watched the setup and tutorial videos multiple times. Still, I cannot get a few essential settings to act correctly, and I would very much appreciate the advice of anyone with applicable insight and/or the necessary technical knowledge I need to employ to use this thing as intended.
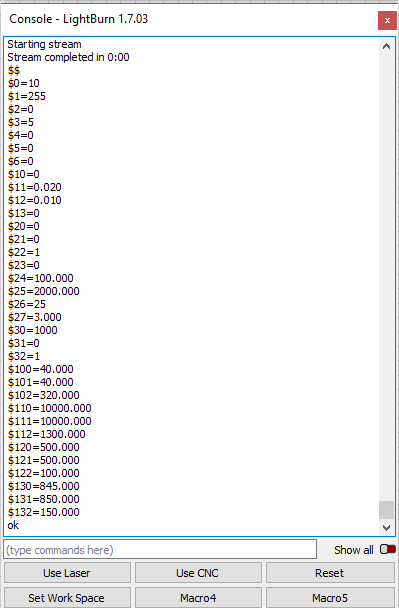
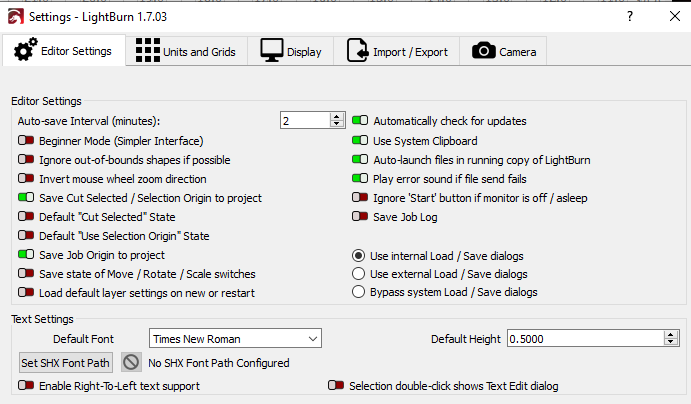
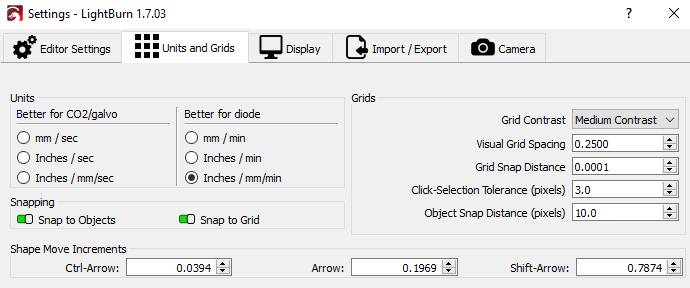
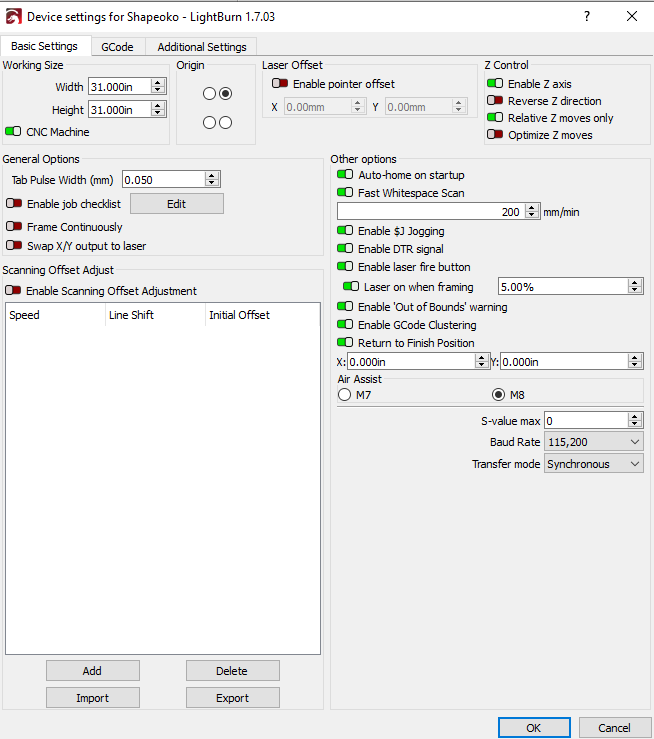
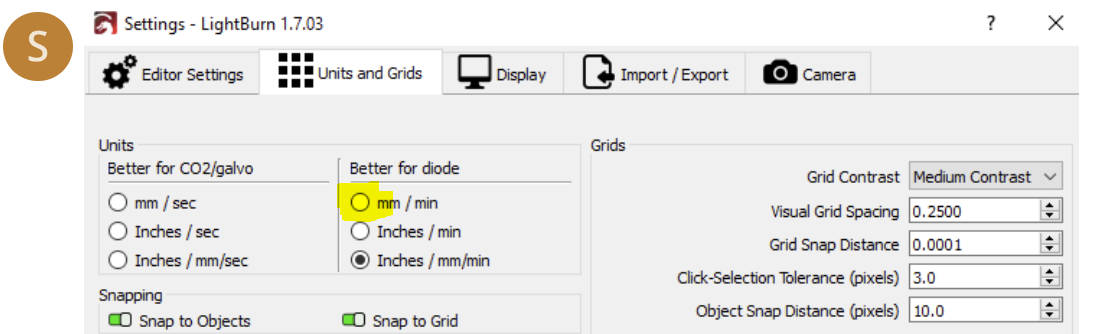
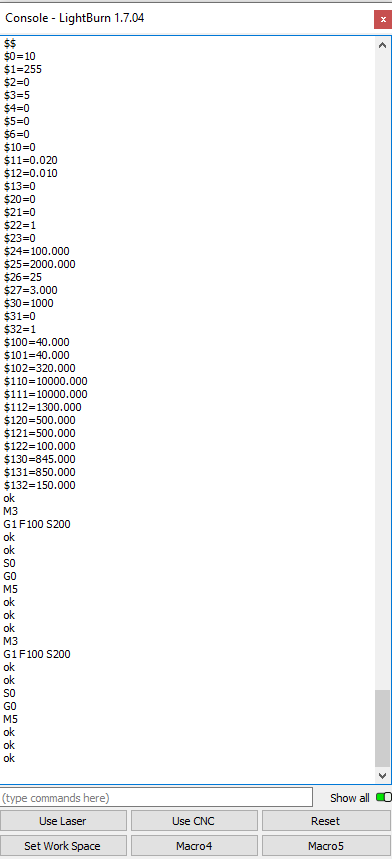
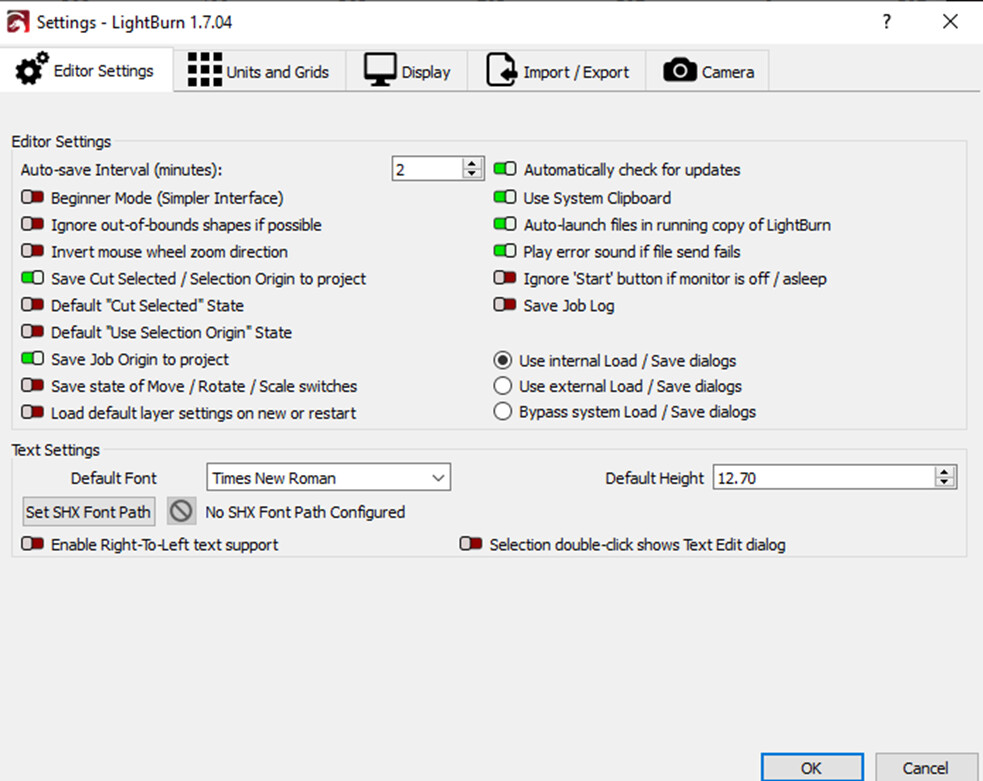
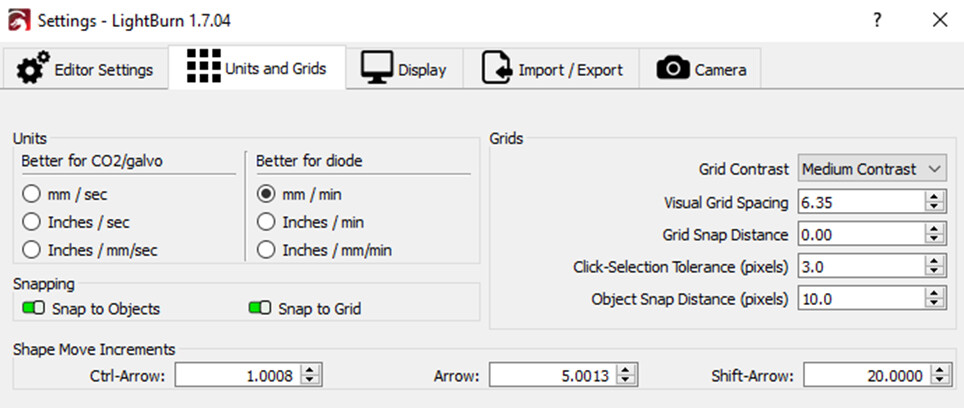
First, I have changed the settings from mm to inches, so if Lightburn sees that as a problem, please let me know. But there is the issue that every time I close Carbide Motion and open Lightburn after clicking the Use Laser Macro, which is set with the following $ codes:
$10=0
$32=1
$30=1000
G10 L2 P1 X-29 Y-29
I then find it necessary to periodically enter $RST=# because the move buttons inexplicably become unusable. I have not been able to repeat this error consistently, so I cannot pinpoint what is causing it. There does not seem to be any rhyme or reason for why it happens. While we are on the topic of the move buttons, it looks like I am missing a few features there as well.
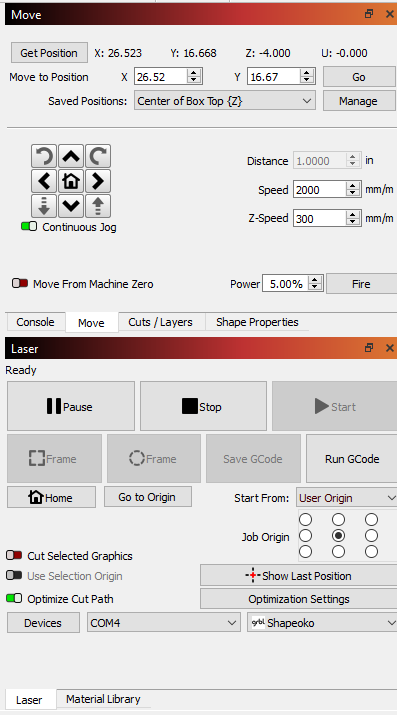
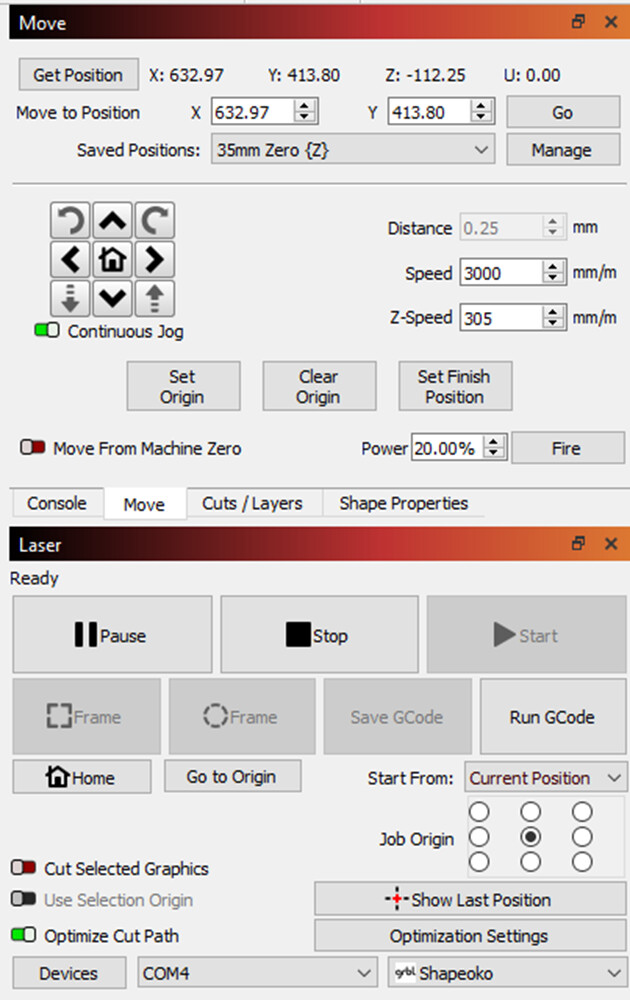
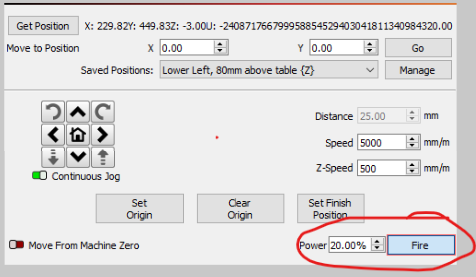
The manual shows that there should be a Set Origin and a Clear Origin button like, depicted below:
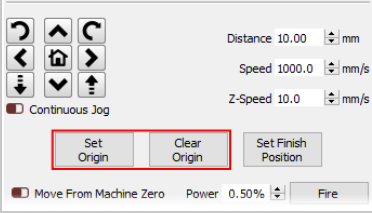
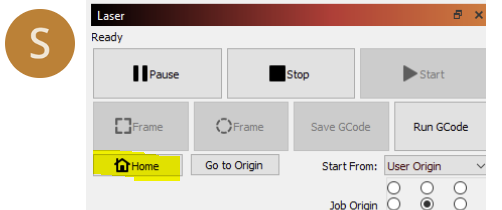
However, I have neither. My Move Button dashboard looks like this:
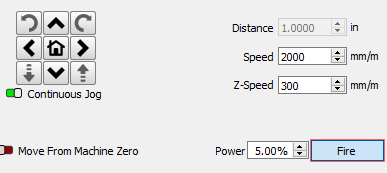
As you can see, there is no Set Origin or Clear Origin, and the manual does not address this issue other than saying to check with your manufacturer, which I have. They told me to check with Lightburn; can you see the frustration?
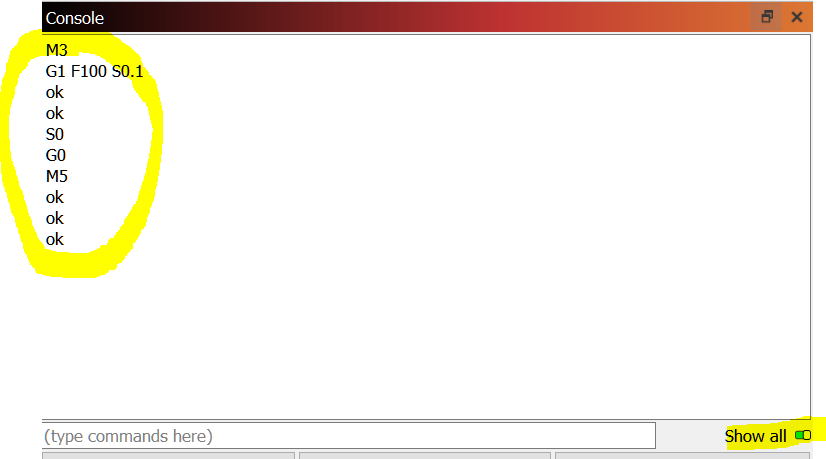
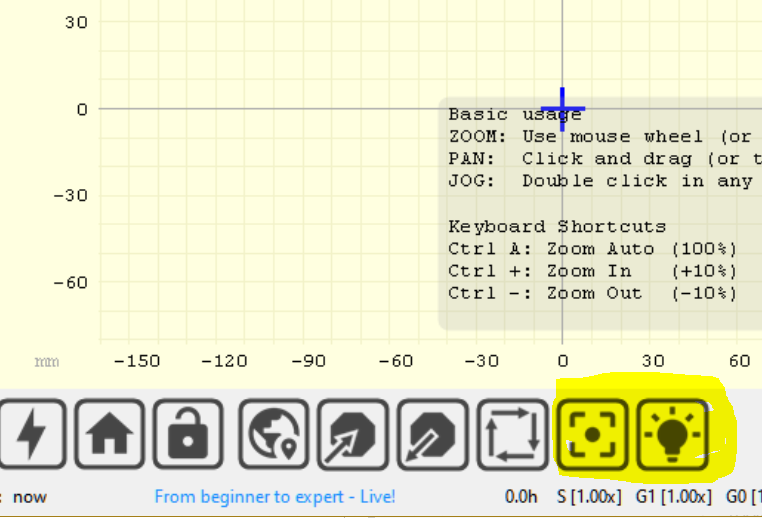
Next, I have an issue with the Fire Laser button in Lightburn. I don’t know if this is a Lightburn issue or an Opt Laser issue, so I hope someone out there knows the answer. Although the Fire Laser button is visible, it does not work for me. Before framing a simple project (yes, the Laser On While Framing button is toggled on), I ensure the laser is turned on, and armed like the instructions say, but nothing happens when the Fire Laser button is pressed. The machine moves around the boundary as if framing, but the laser is not on. I can hold the button on the Opt-Laser CNC Controller to activate the laser, but it will not activate via the Lightburn software.
To sum up the issues I am having this week:
- Workspace issues
- Set and Clear Origin Buttons
- Fire Laser
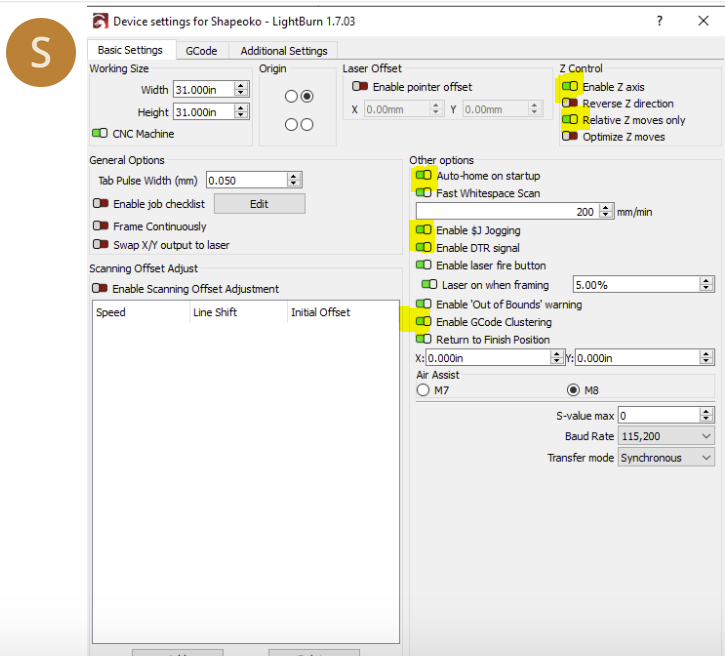
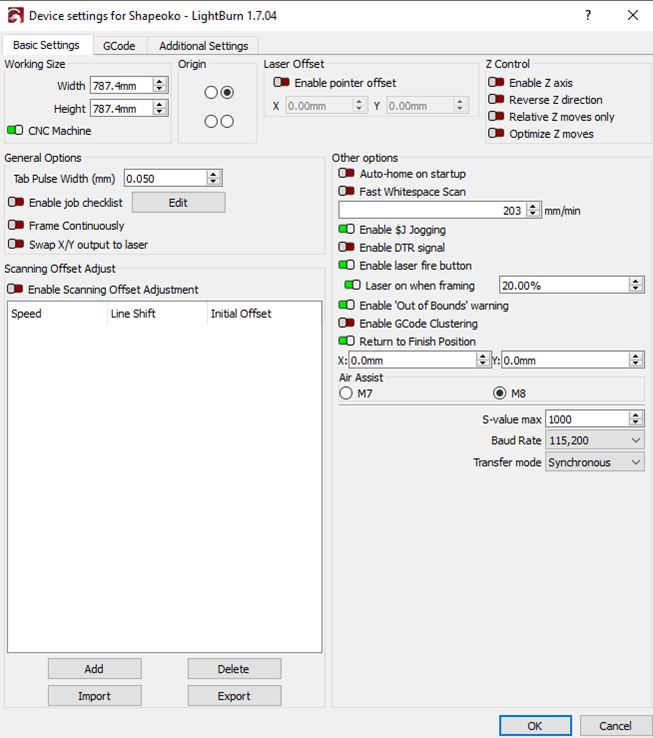
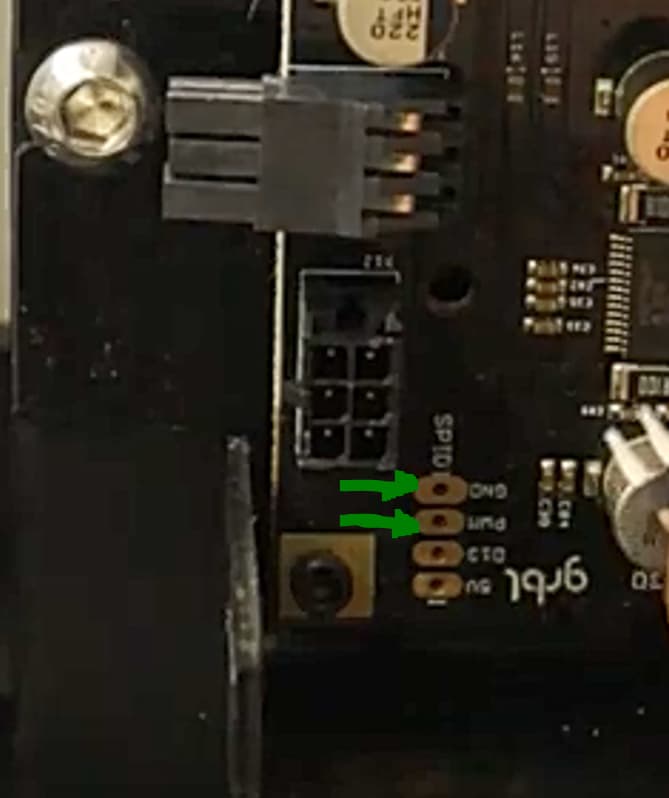
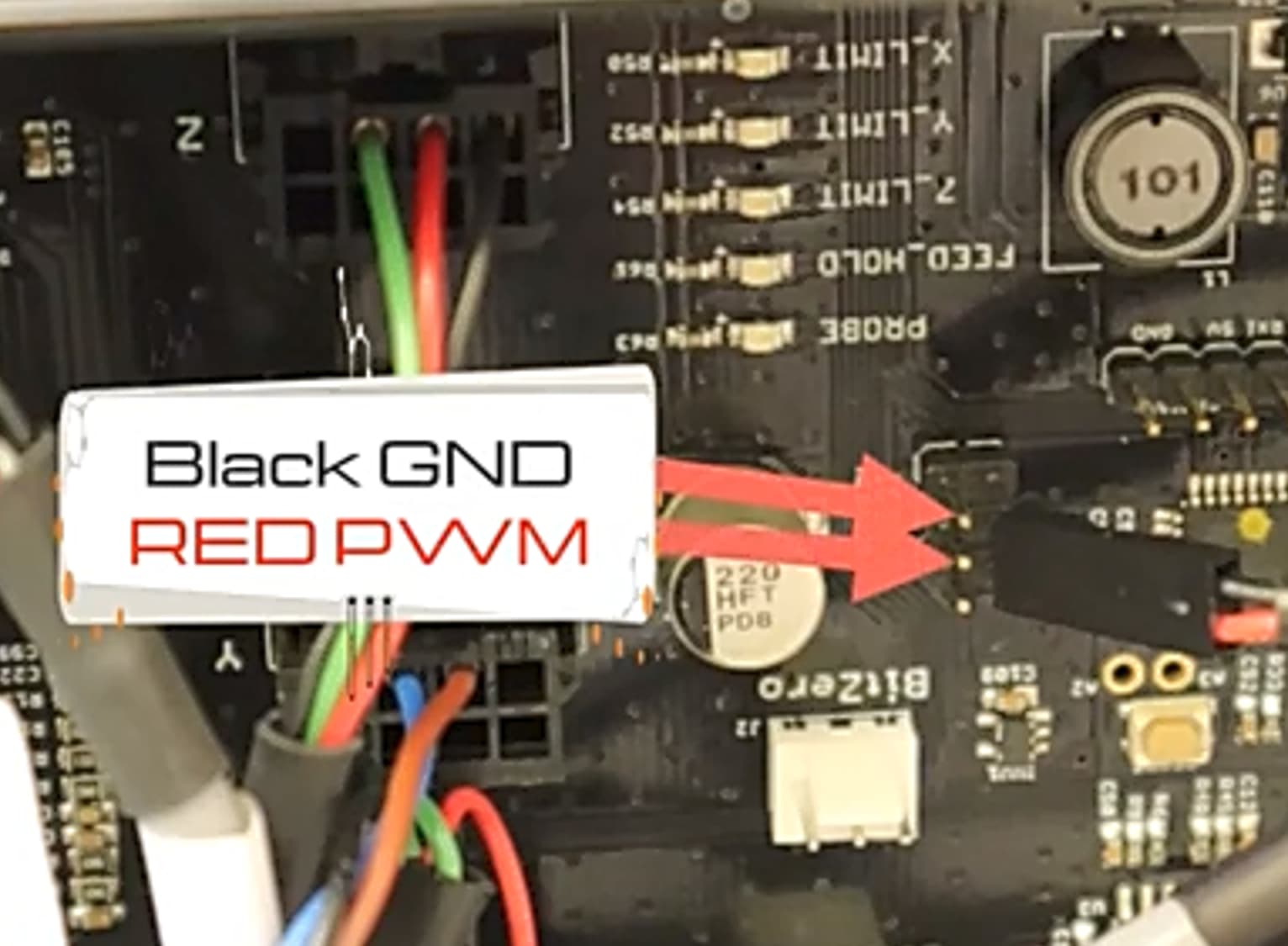
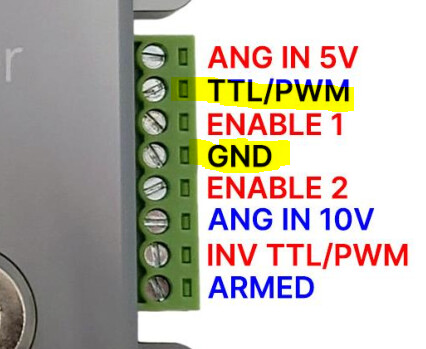
I have attached screenshots of my Move dashboard as well as the machine and device settings tabs and then pics of my actual hardware. I have had good luck with these forums, and I hope this will be the same. I know it is probably that I am inexperienced and don’t know what I am doing, so please, if anyone can set me straight, I would appreciate it. Thanks for reading and I look forward to your replies.