I do a lot of work on 2 ply acrylic, and I need to be able to account for the width of the outline (inside and outside) when etching logos.
The problem I’m having is that the size of the fill ends up being larger than the corresponding digital size, which is causing letters and shapes to blur together, making the logos unreadable.
I’ve used dot width correct to some success, but have found that only works when modifying an image. A lot of work I do involves tracing the image and converting to line work, then using the resulting fill.
I’ve tried increasing DPI settings (currently at 254), but that hasn’t helped at all.
See attached photos for example - the red/white came off of the laser, the black/white was printed out.
Blurry picture is blurry, but at a guess: measure and set the Scanning Offset Adjustment table:
Make sure the focus is perfect. If you haven’t run a ramp focus test, use up some of that scrap material.
Run a Material Test to ensure you’re not using any more power than absolutely necessary. Too much power makes for a gooey edge around an overly large spot.
Why not just engrave the image?
Blow out the image contrast or threshold the grayscale as needed to get a binary image, then engrave it as usual.
However, if the image DPI doesn’t match the line interval, LightBurn will helpfully resample the pixels, which you absolutely do not want in this situation.
The line interval depends on the spot size of the focused laser, so run a Material Test that varies the interval and power to pick the best combination.
Then, knowing the line interval, export the original image with that DPI value and use Pass Through mode for the image.
Come to think of it, can whatever program you’re using to generate the layout export it as an SVG file? If so, SVG will import directly into LightBurn vectors and eliminate all the jank associated with image processing, which will be a big win.
How big is this? Your spot size limits your resolution. Increasing the DPI or changing the pulse timing thru spot width won’t change the size of the laser.
It’s small (the text you see is 25.5mm wide) - but the fact that I’m filling the letters means that in theory the laser should be able to compensate for the width of the burn line (so that the distance between letters is maintained).
@ednisley - thank you for this insight. I have not used the Scanning Offset Adjustment - I will read into it.
I’m unfamiliar with a “ramp focus test” - but in a quick search, it appears you have to have a controlled Z-axis to be able to run it - unfortunately I do not have one.
I have run a ton of material tests on this specific material - it’s tricky because you have to have enough power to burn off the top layer of red, but not too much so as to leave burn marks or get goey like you said.
As for why I don’t just engrave the image, it’s been easier for me to simply trace, then make the necessary adjustments (e.g. remove segments of the logo (i.e. tagline). That said, I’ll do some testing with your recommendations. The layout I’ve done is all in Lightburn - the logos are typically JPG or HTML (if the customer tells me to grab their logo from their website, or they don’t have the logo easily accessible).
I’ll post an update after I try out the Offset Scanning Adjustment.
Edit: After examining your screenshot again, this might not be the issue since there is one line visible that is way smaller than the text So the spot size won’t be the culprit here, I guess
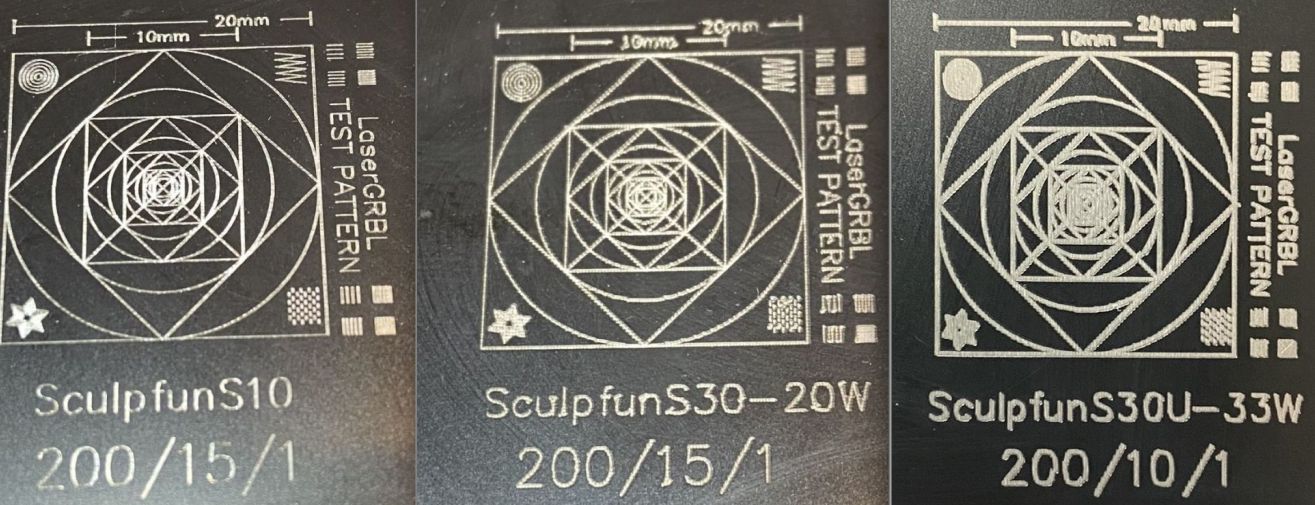
So the text is just a few mm in height? You might be reaching the limits of your laser. According to your profile, you have a 20W laser head. These can get the size of about 0.15mm for the spot, and this might already be too much for your application. Try a 5W laser if the results increase in quality.
Here is an example of different laser wattage (showing 10W-20W-33W, 5W is even better than 10W):
Prop a strip of paper or anything with a smooth surface that engraves well at a shallow angle and engrave a line along its length. One end will be too low, the other end will be too high, but there’s a zone somewhere in between with good focus.
Measure where that zone lies with respect to the laser head and you know where to set the head (or the material) for best focus.
Even if you got a focus gauge with the machine, run a ramp test to verify its accuracy: trust, but verify.
@misken has it right: you must get everything right at that scale, because the individual letters are on the order of 1 mm wide, which means the laser spot is 20% of the width. The spot does not produce a crisp rectangular edge.
Think of it as a printer running at about 100 DPI with a blurry dot and you’ll get the idea.
@ednisley@misken - thank you guys for the insight. I was afraid that I might be running into the limitations of the laser, and I think that’s the case. I do have a 5W module head that I could try, but I honestly don’t want to have to be flipping module heads back and forth all the time.
As for the Z-axis test - that’s brilliant! I’ll have to test that out and see if I’m slightly off for the ideal working height of the laser compared to the material.
My workaround solution for now is to recreate the logos and utilize the spacing H-space to increase the distance between the letters to compensate for the width of the laser. When I measure a single line, it’s approx. 0.25mm to 0.3mm due to the type of material I’m engraving.
I haven’t had a chance to test this final proposed idea yet, but theoretically it should work.
Taking the line width into account, I’m going to redraw (by hand) the text 0.1mm smaller on all sides - in theory that should account for the line width of the laser burning onto the acrylic.
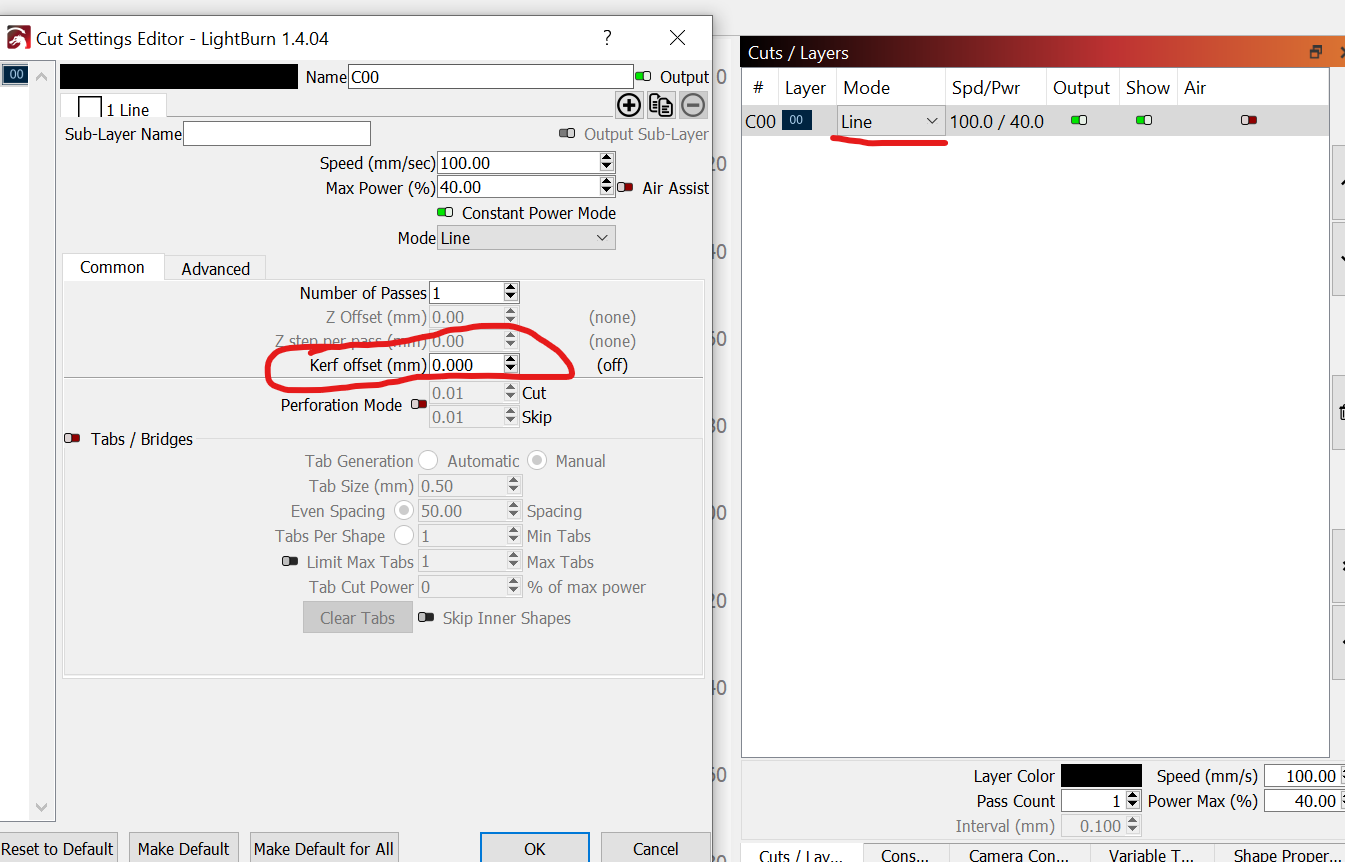
Kerf makes up for the tool width. If you cut a 2x4, usually you line up the edge of the wood with the side of the blade, so it cuts down the line. This is making up for the saws kerf. I saw the outline issue, so maybe this isn’t the fix for your issue.
I’ve been re-reading this…
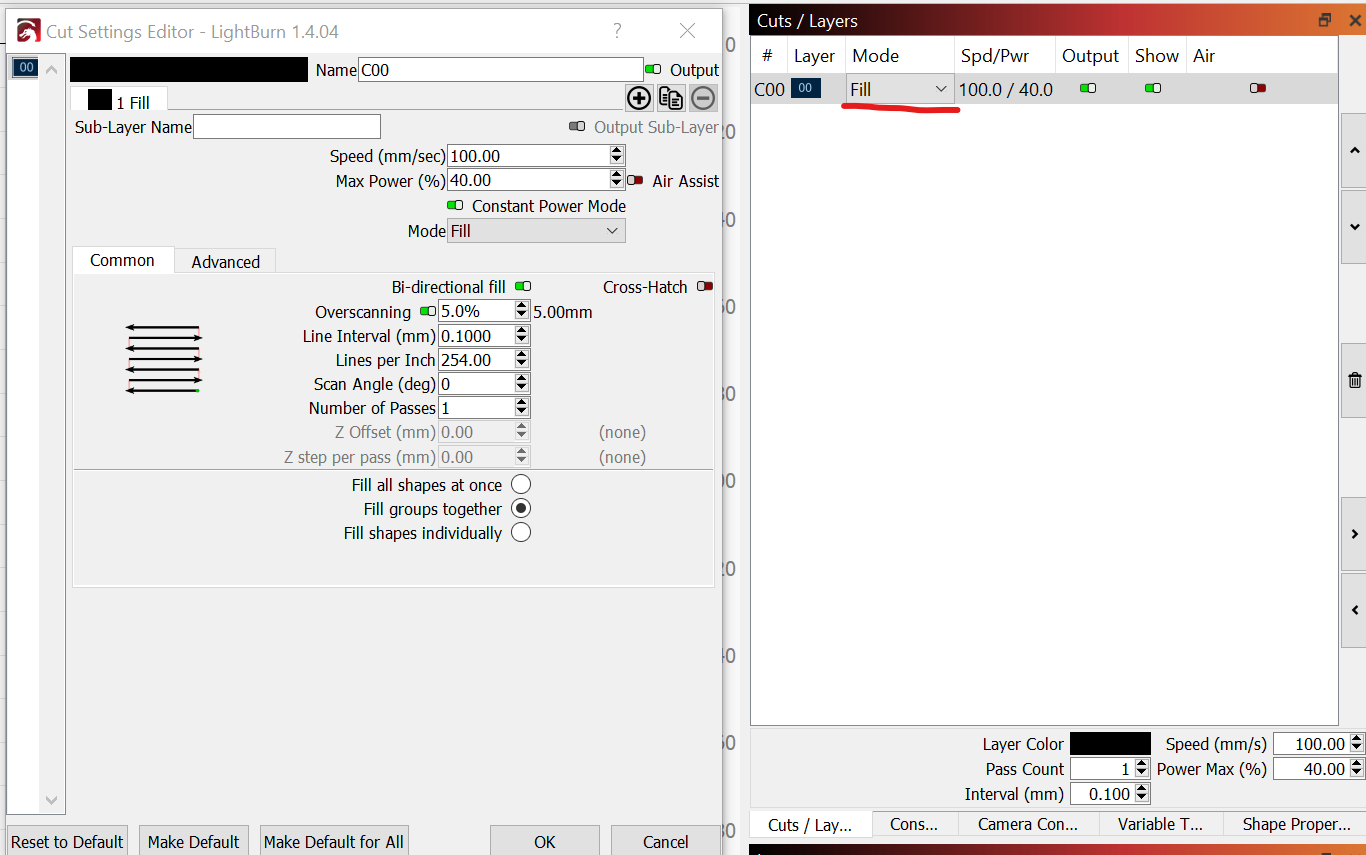
The fill operation simply turn on when it passes over a tool path, the turns off on the next one.
This shouldn’t cause the issue you describe as the fill being larger than the filled area. Do you know the kerf you have?
@jkwilborn - the kerf on this acrylic is approx 0.25mm to 0.3mm due to how much material is melting away from the top layer of the acrylic.
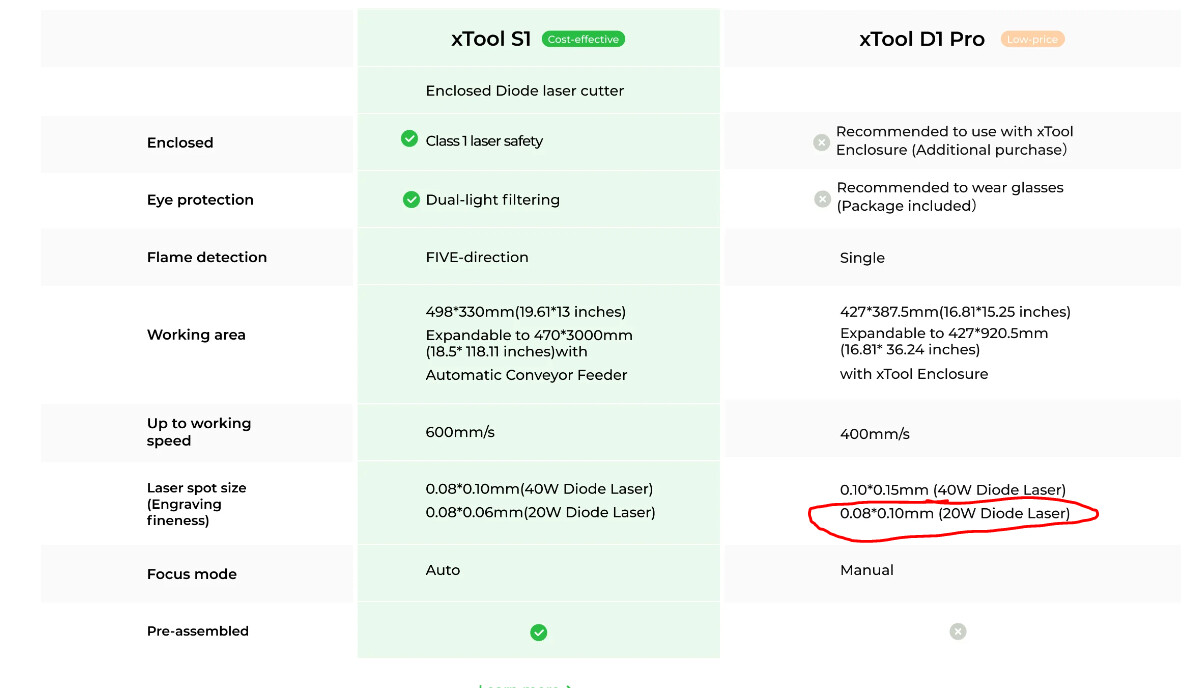
My best guess is that the laser thinks it’s spacing the letters properly, but it’s assuming the normal dot size (which I believe is 0.08mm for the XTool D1 20W). When in reality, it needs to offset for the width of the dot, so it should start a millisecond (or so) later and finish each pass a millisecond (or so) early so I can maintain the outer bounds of each shape.
Open to other ideas to potentially solve this issue.
Most of these diodes are rectangular. I also don’t know which way they are orientated. Most of these are also slightly exaggerated compared to real life.
.08 round/square is laughable. It just is. I’d guess it’s more like .1x.15 at BEST on ideal material…like Cermark on stainless. Anything that melts or burns will be larger still.
The long side of the rectangle is usually parallel to X, so you can get better vertical resolution than horizontal. Lettering using a scanning operation doesn’t help since you need fidelity in both axes.
I fully agree with @cggorman here, 0.08mm spot size is ONLY available at 5W and 3W lasers. 10W diodes can come close, but are more like 0.09. 20W is at least 0.12 under optimal conditions.
@jkwilborn - I have used the Dot Width Correction before to help solve this same problem. The challenge is that it only works for images. I’ll have to tune up my image editing skills to be able to consistently use it (currently I trace the images in Lightburn then modify/cut items from there).
@cggorman You guys are probably right, I was simply going off their website, which is likely under ideal conditions.