What keys are you pressing?
2 requirements:
- focus is on workspace
- numlock on; using numpad
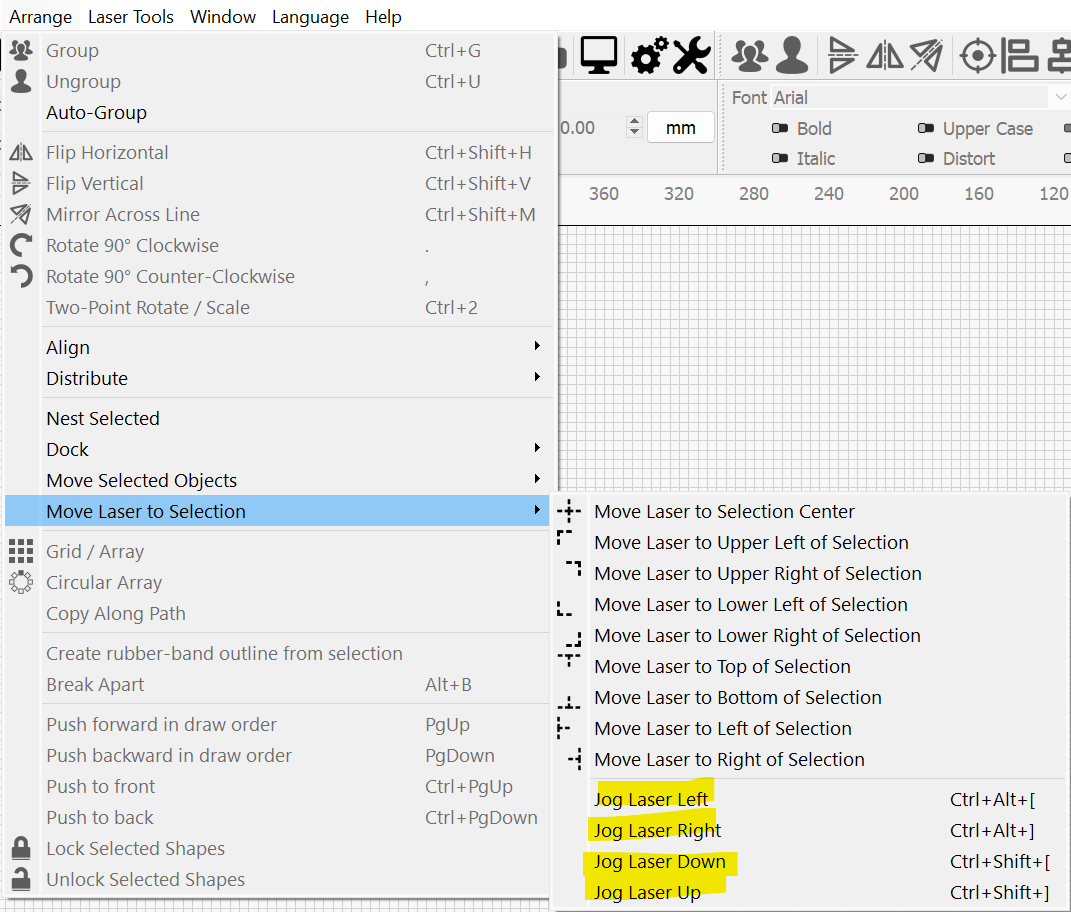
There is another set of keyboard combination controls but are less commonly used. Which are you using?
It sounds like you may not be aware of the various origin concepts. If that’s the case, be aware that “Set origin” is used to change job origin, not the absolute origin. Also it’s mostly only valid when using “User origin” as start from mode.
However, until the issue with your coordinates not showing correctly is resolved there’s little value in this.
I’d like to understand how the machine is working. Can you run these commands in Console and return the full output? Also, please describe what happens when you do this. What motion do you see?
$H
G0X20Y20
?