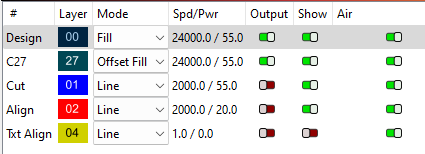
I have my laser config file setup for 24,000mm/m but I don’t believe that ““while performing a job”” it ever reaches those speeds, only when framing does it move this fast.
When homing its slow 2000mm/m as can be seen in the config so I understand that
When running a job it does not reach 24,000mm/m as configured (above img)
I know this because when I do framing option it actually moves much faster
How can I begin to troubleshoot this issue? I have large print area close to 1m x 1m so I need to be able to move quickly through the print. I have already resolved quality issues so really just need the software to work with my goal now. Maybe I forgot to change something else?
Do you know what the maximum speed your machine is supposed to be able to run?
Most of these can’t run that fast, but they are getting faster… many of the gantry co2 have an upper limit in the 350 to 500mm/s range…
The other place to check is Edit → Machine settings… The maximum X axes speed value there will limit the speed… although it should limit it in all modes, so it sounds odd that it moves elsewhere at a higher speed.
You can ask for anything… these values limit are there to protect the machine…
Yes they have a few publications; 24,000mm/m is speed limit for the machine. No idea what happens when I go past this. I assume longevity/reliability might become an issue or maybe the cops come to my house…
It appears something was wrong with my config file. I ended up flashing my controller with a new firmware to assist with wifi issues and it appears to have inadvertently resolved this issue.
My Lightburn → Edit → “Machine Settings” page does not have any values in it. Fluidnc seems to keep all those in the config.yaml
You controller may handle that a bit differently than most others… but somewhere there are limits to the machine… specifically to keep a user from running some code and damaging the machine.
Somewhere in your configuration is the maximum speed and acceleration values for your machine… These controllers are relatively generic as they will drive most any machine, so they have similar settings.
Unless you change the limits, you can’t exceed them.
Generally what becomes an issue is the acceleration value. If the acceleration is too high it will sound terrible, but doesn’t really hurt anything… at least in the short term… the fields are moving faster than the mechanics and keep up with… sounds real bad…
Exceeding the maximum speed of the controller simply won’t clock cycles any faster. The controller will however reduce power output to make up the lack of speed that it delivers to attempt to meet the demands of the engraving speed request.
Which laser are you talking about? In another post, you mentioned you have the S30 Pro Max laser. This laser never ever will run at 24.000 mm/min. The maximum speed some heavy tinkerers ever got out of a Sculpfun laser was 12.000 mm/min. And this is only in well tuned and specifically targeted setups.
Another remark: you can enter any speed value to the firmware or LightBurn, it will be limited by the physical abilities of the machine / motors and controller, etc.
If you do a framing operation, this is only one command per direction, in this case, the laser has much time to accelerate and reach some top speed. But in real-world scenarios, the laser gets a giant list of movement commands, which also limit the speed in every section of a path. Gcode clustering is some approach to make this a little faster, but Sculpfun firmwares don’t support it and I think, FluidNC neither.
Hmmm, literally have it running this quick. How can I validate? Should I film a video while its running next to tape measure?
Don’t know if it helps I have two motors on my Y and I have worked with Sculpfun to up the voltages for both X and Y motors.
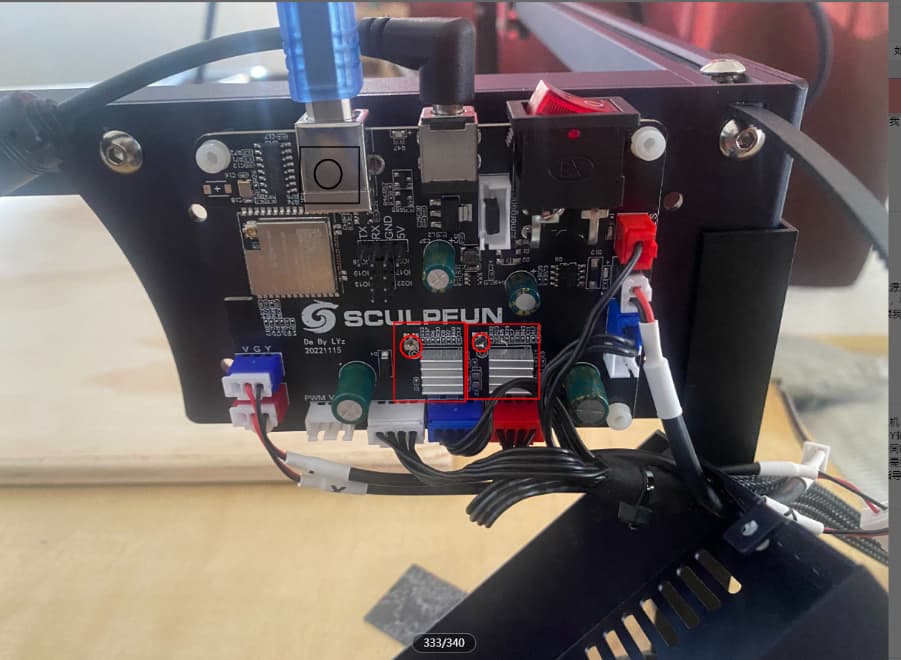
You can use a multimeter, connect the positive pole of the red end to the Phillips screw port, and connect the negative pole of the black end to the USB interface, and then check the driving voltage of the X/Y axis. Whether the X axis is 0.9-1 and the Y axis can be modulated 1.2-1.4
I love all this information, I spend so much time trying to learn this and appreciate all the help! After reading that I do have a few questions.
Should I be using I2SO? I have the Sculpfun S30 Pro Max 20w. Currently I’m using RMT as configured by Melvin. I haven’t made many modifications to the config file as I’m awaiting the machine’s stability to meet my desired level of satisfaction.
Also I have DTR signal off, any harm in having off? Initially when I was using COM and Sculpfun firmware there was no difference with it on or off. I had many issues “DTR on or off”, a job would physically complete but Lightburn would show busy, jobs would randomly stop, skip steps. Totally a nightmare… With fluidnc I started using wifi thus no DTR but since switched back to COM since I exceed the speed limits of the esp32-wifi with gcodes. So should I toggle this back on now that Im back to COM? Everything is finally working well and DTR has not done anything for me personally.
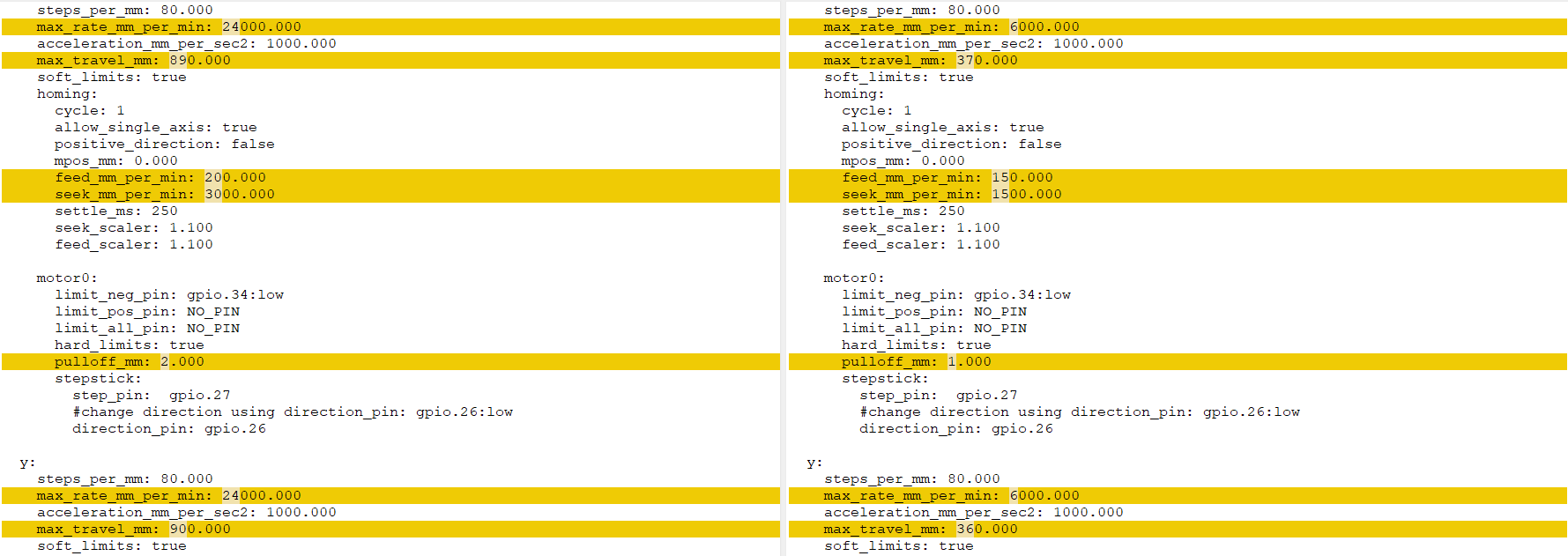
Here is what I’ve changed from the original .yaml Melvin provided on his website. My config is on the left and his og config is on the right side. The Y axis is setup same as the X besides max_travel.
The advertisement pictures you show are not from Sculpfun. They are from some arbitrary resellers that write anything in their advertisements. Sculpfun’s official maximum speed rating for the Pro Max is 6000mm/min. They do not mention any other speed anywhere. And it’s common “knowledge” that using such mechanics you are losing precision already at about 3000mm/min, depending on project settings. I never recommend anyone using more than 3000 in standard tasks and if you have some optimized projects, you can maybe up to 6000.
Some people at the Facebook user group tried to max out the speed of the frames, they found ~12.000 to be the maximum for the x axis, the y axis stays at 6000 (if I remember correctly).
The DTR signal is just a signal in serial communication (Data Terminal Ready - Wikipedia) and should usually not affect any performance.
Your changes to the config file should not decrease performance, I think. They are ok (though, as I said, 24000 is way too high).
I find it very interesting even the review sites are listing incredible speeds… and I’m not sure how the facebook people got limited at 6,000mm/m… these machines all seem to be quite similiar.
Here is a video, showing max speed of the creality @ 25,000mm/m
Oh dang, I bought from one of those resellers lol, anyhow I seem to be getting great quality at 20,000mm/m, enough to do a scanable qr code on the back of cork and a good looking logo on the front.
I can’t imagine how long it would take to print 1 meter x 1 meter of coasters (64 of them) at 6000mm/m.
Lightburn tells me that just 10 cork coasters @ 6,000mm/m would take 2hrs 42min, but at 20,000 it only takes 59min… really not trying to have a 7 hour lightburn job.
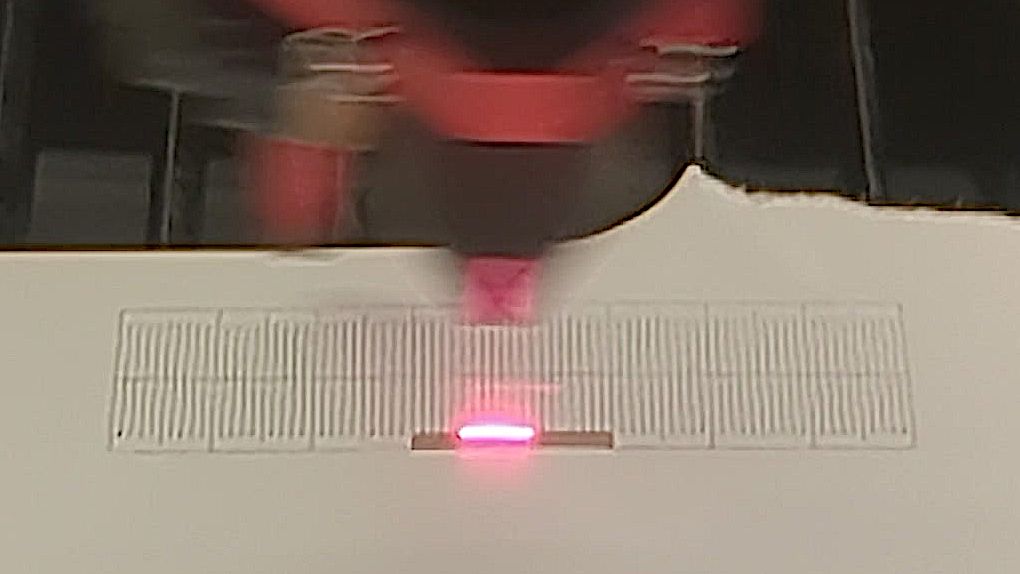
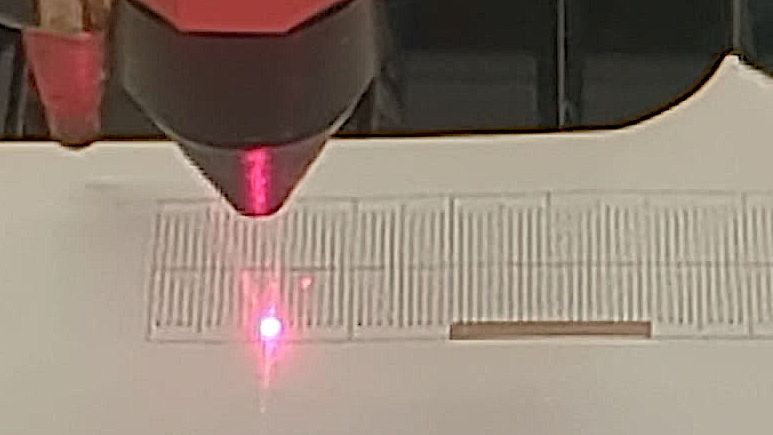
That’s a single frame from a 60 frame/s video, cropped to get rid of uninteresting stuff and sharpened to improve the lines. The overexposed blur is a red-dot laser pointer, not the CO₂ beam.
The laser is engraving a 20 mm line at 400 mm/s. The blur is about seven millimeters long, eyeballed at half the width in from each end, which works out to 420 mm/s. Given the nature of the exposure, that’s just about spot on.
The within-frame exposure time may not equal the frame rate: in bright light, the exposure time may be much shorter than the frame rate. Measuring the distance between the starting points in two successive frames will be more accurate. In this dim light, the end of this blur overlapped the start of the one in the next frame.
The laser head stops at each end of every engraving pass, as shown by the nearly circular dot in this frame:
Measure the speed when the beam is completely within the engraving area, not in the overscan region on each side, to measure its full speed.
A video can provide a reasonably accurate speed measurement and will certainly let you distinguish reality from puffery. You can check the measured speeds at progressively faster layer speeds to make sure your results track the settings; beyond the controller’s maximum speed, faster layer speeds won’t make the laser go faster.
If you want to finish jobs fast, a diode laser is not the right tool. Diode lasers ARE slow. It’s absolutely common that bigger jobs take multiple hours, up to days. If you aim to speed the process significantly up, you need to use a CO2 laser. They are a magnitude faster. They don’t need to move that much mass.
The Creality has a superior mechanics and is advertised to be that fast, but the Sculpfun not.
This seems to be unrelated to Lightburn but I cannot figure out for sure what is going on here. For some reason my laser frames baddly when acceleration is below 2500mm/s2. This seems insanely high!! Anything you think I can try to resolve this? Please see videos below.
Rubber band frame w/ acceleration at 500mm/s2 (notice how there is no laser showing, belts shake)
Rubber band frame w/ acceleration at 1000mm/s2 (notice how laser is flashing rapidly, belts shake)
Rubber band frame w/ acceleration at 1500mm/s2 (notice how laser is flashing LESS than before, belts shake)
Rubber band frame w/ acceleration at 2000mm/s2 (notice how laser is almost smooth)
Rubber band frame w/ acceleration at 2500mm/s2 (notice how laser seems the best?)
Here is my config file, currently using USB. config.txt (3.3 KB)
The rubber-band frame is made up of straight-line segments joined at obtuse angles. The GRBL path planner must manage the speed to keep the position error within the specified tolerance, so it must accelerate and decelerate at each corner.
Higher acceleration allows faster speed changes and looks smoother on patterns with smaller line segments. Lower acceleration lets you watch the machinery gain momentum, which is rarely productive.
Compared to what?
Rather than randomly changing the acceleration, you should follow the GRBL tuning recommendations:
While you’re at it, test and configure the maximum axis speeds:
They say not to run at 24,000mm/m2 but here I am doing exactly that.
On Melvin page Firmware Update & Settings - Diode Laser Wiki it says that even 1000mm/s2 is way too high for acceleration and stock is 500 as I have confirmed from my first backup of the controller. So my setting of 2500mm/s2 seems out of this world thats 150,000mm/m2.
You can see on those videos I’m doing exactly as the guide you sent suggest. Keep adjusting till you hit a stall then back off 10-20%. I’m good on the max speed but trying to figure out these jitters and it seems related to the acceleration value.
Trying to understand why I have the flashing laser at 1000mm/s2 which everyone says is way too fast. Then I have to run acceleration at 2500mm/s2 which is also insanely fast.
The machine runs great at 24,000mm/m2 for X and Y with acceleration at 2500mm/s2 but many people don’t believe this is possible!
You have yet to demonstrate that the machine is actually running at the speeds you claim, so, yes, I remain skeptical.
LightBurn will allow you enter any values you want, but GRBL will cap the speeds based on its limits without notice.
GRBL will allow you to enter any acceleration values you want, but the actual acceleration used and the maximum speeds attainable depend on the length of the vectors in the pattern. As a result, entering absurd values does not mean the machine will operate using those values.
As @JohnJohn explained, GRBL will reduce the laser power when it cannot run at the commanded speed. You are probably seeing an interaction between the vector layout in the rubber-band frame, the accelerations in effect, the maximum speed setting, and the actual speeds attained on those very short vectors.
Before being astonished at the numbers you have entered, you should measure the actual results. I suggested a way to measure the speeds; you can use those measurements over known distances to get a reasonable estimate for the accelerations.
Hard to tell from the video, a longer run would make this easier. But it looks like you’re moving about 5 mm every .05 seconds. That’s roughly 100 mm/s which equates to 6000 mm/min.
Again, with the video and distances you’re running it’s hard to calculate accurately but in any case likely not really in the range of 24,000 mm/minute.
The video shows the head scanning just the central part of the pattern, so there’s no way to separate the overscan region from the actual pattern. The example I used was a single frame extracted while scanning the entire pattern, specifically to isolate the at-speed central motion.
Is that the red-dot aiming poInter? If so, remove the laser shield to get a better view of the test pattern.
If that’s the laser itself and it’s operating at less than 100% PWM and GRBL is using the typical 1 kHz PWM frequency, that will affect the visible pulse width.
Squinting at just the burned-out white part of the image, it might be 4 mm center-to-center.
Without knowing the original frame rate, it’s impossible to figure the speed. Unless you’ve specifically set 60 frame/sec, then it’s running at 30 frame/sec.
With all that in mind:
7200 mm/min = 120 mm/s = 4 mm / 0.033 s
Even at 60 f/s, it’s 14 k mm/min.
So:
Scan the entire test pattern
Use 100% PWM or, preferably, a red-dot pointer
Get a clear view of the pattern
Verify 60 f/s video (or 50 f/s or whatever)
Upload the as-taken video file (*)
Extract a single frame at the middle of the pattern
Show the relevant GRBL and LightBurn settings
Extraordinary claims require extraordinary evidence, carefully measured, with attention to all the things that can go wrong.