Ed,
Appologies I thought that was how the file was supposed to work. I used the file as it came, it was setup for 24000mm/m on the middle part and setup to create the lines at 600mm/m. I thought that was sus in a good way so I left as is… Should I change the 600mm/m to 24000mm/m as well? It created the single vertical lines in a vertical fashion sometimes skipping one then going back to fill in. Should I change both layers to fill at same time to achieve what you looking for? Seems like you want it to scan the entire pattern.
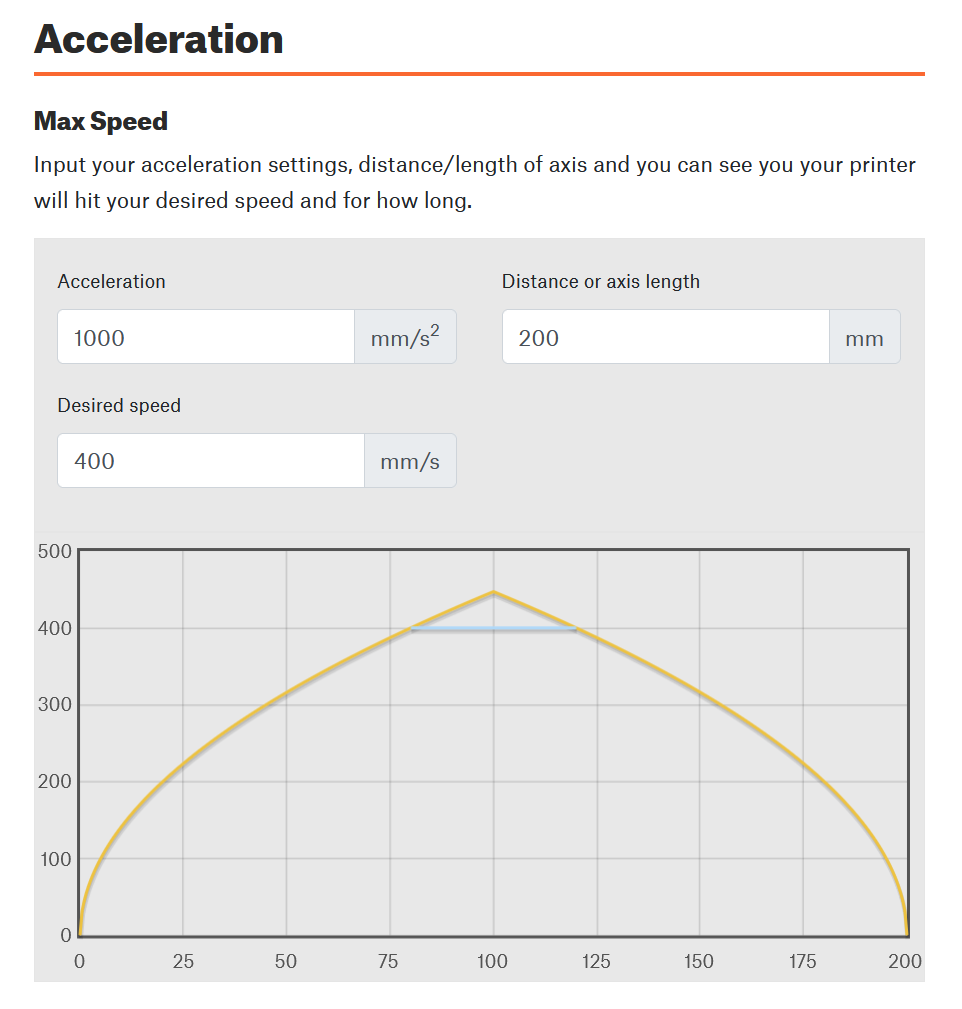
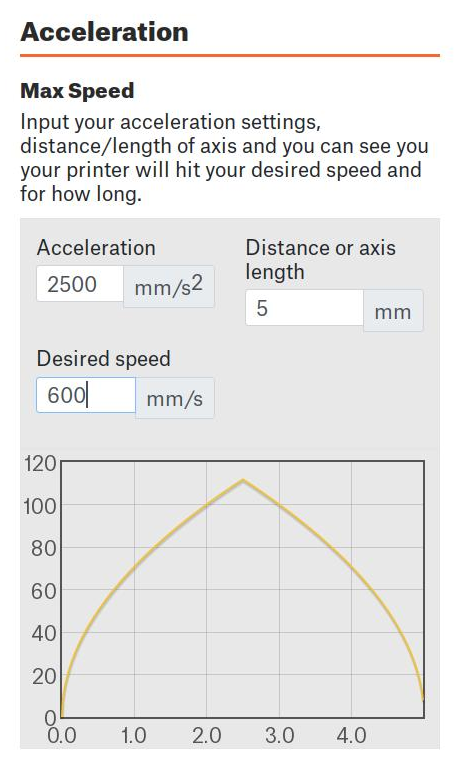
I do not have a red dot laser pointer, so I used the laser beam itself. At first I tried without the red cover but the beam is WAY bright and nothing but a blue light takes over the whole video (2500mm/s2 acceleration, 24000mm/m2 Test - YouTube). Maybe I can increase the room brightness? The red cover seemed to block most blue light so the camera could get much better shot.
I will go buy a laser pointer, so this test can be completed. Anything specific you suggest? I would rather not reinvent the wheel as it seems your highly familar with this. Also I do not want to deviate from what has already been done since that could invalidate the test itself.
GRBL is setup for 1500hz right now but one thing I learned from this, is the setting you enter means nothing. So how do we know its running at 1500hz if we cannot trust any setting thats entered? Also I dont see a setting for PWM percentage.
The video was shot at 60fps on iphone, I have gone back and confirmed in the file information settings.
Where do you get that base number 7200mm/m?
Okay I will share the settings, but seems like I need to align the stars first to get there. I did not realize this was such a journey lol. Suprised there isnt a some kind of handheld tachometer to get since It sounds like I need to purchase some extra stuff to complete this. Or maybe if the GRBL code reported time and X,Y position so we could math it out and figure the speed that way.
Sorry for all the questions, still trying to understand this the best I can. And obviously to see this to the end… I cant imagine how slow these machines are stock ← Everyone must think they are running 6,000mm/m but really its like 500mm/m… rofl
I thought pastebin was for text files, Im on the site now but can only find a spot for text. No video upload from what I see.