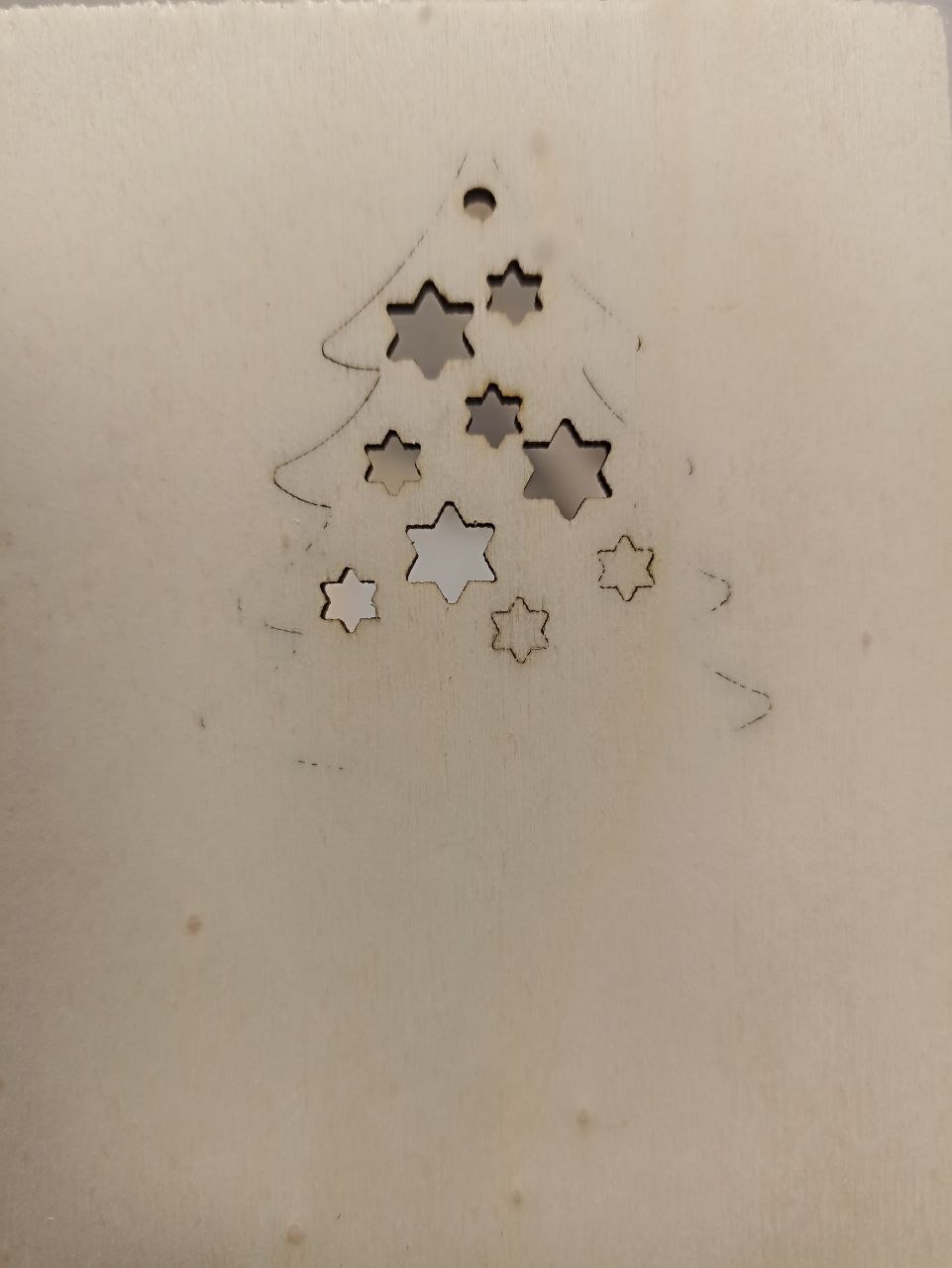
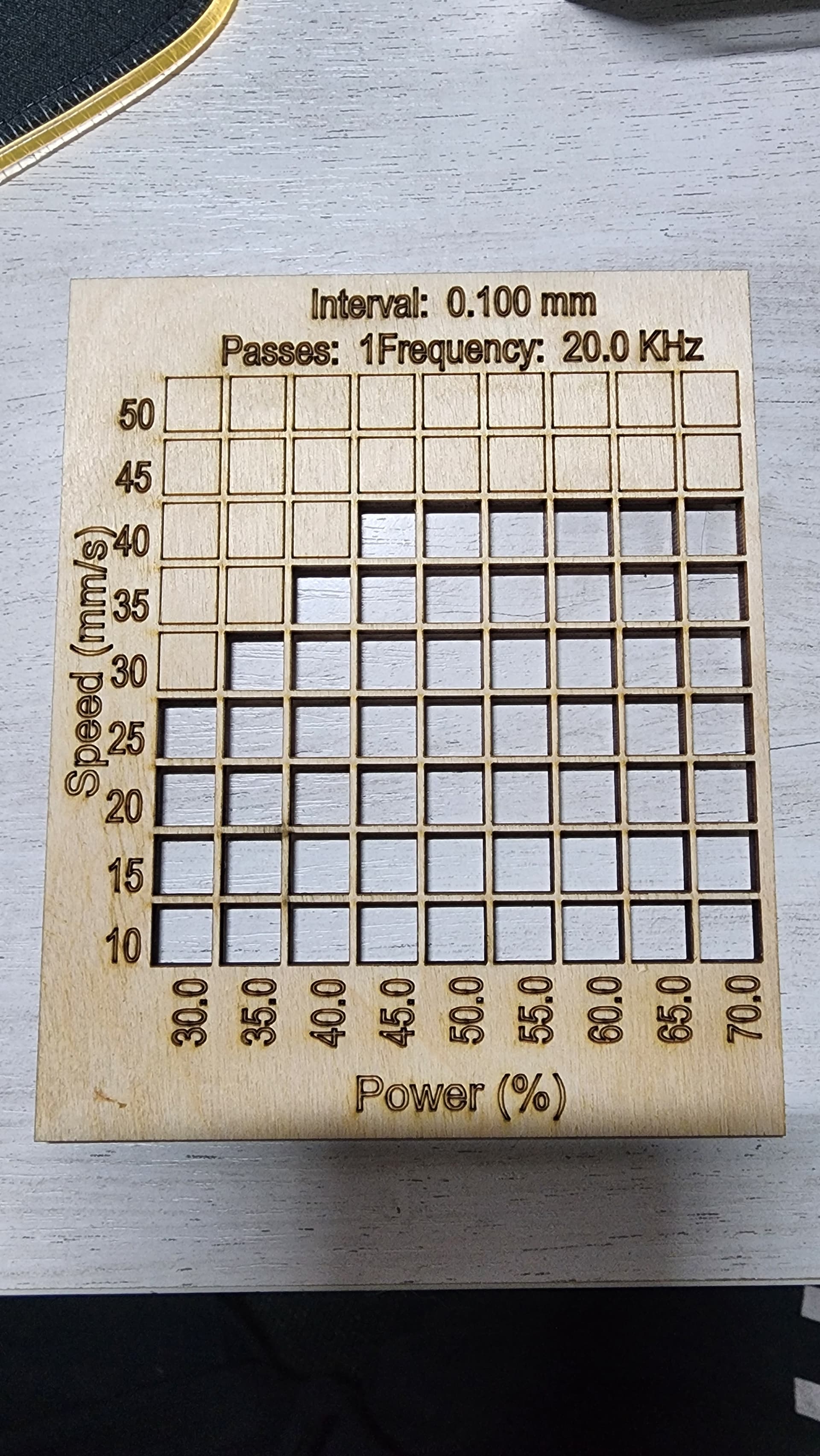
I have conflicting feelings about the real cut using the Sculpfun S6 and the test. In the picture you can see the test where I found the optimal cut at 1118 mm/min and beam strength of 80% + 26 passes. Unfortunately the reality is a bit different and if I set this cut for the project, sculpfun can’t cut this. In the last picture you can see a tree with a pass count of even 26! I’m starting to suspect a bit of a plywood problem. What do you think? Material Poplar 4 mm…


There are likely a few things at play that cause this:
- inconsistency in the material density
- inconsistency in the material consistency with air pockets
- variation in actual laser speed. It’s likely that your test cuts are small enough that the laser is never getting up to speed in the small cuts and small cutouts. In the longer runs the laser is likely speed up to the requested speed and not able to cut through.
You likely need to test for a wider set of conditions before you arrive at your ideal settings, especially if that ideal setting includes 26 passes. I’m not sure how thick the material is that you’re cutting but that would mean you’re barely making progress on each pass. That’s a lot of things working just perfectly across 26 passes for that to cut consistently.
How thick a wood are you cutting? I’m surprised that 26 passes would be the ideal number of passes for this.
It seems you may have some other issues going on. I see what looks like a wobble in the cut. You may want to do a review of your machine to make sure it’s well sorted. Also suggets you revisit focus.
1 Like
Additionally to PY’s comments, I wanted to add that be sure you use mm/min and not mm/s. If you used mm/s, then everything above 100 is cut off by the firmware. So all speeds are the same then. Just as a side note.
Since I used the S6 as well, 26 passes sound strange to me. Even without air assist (which I would highly recommend for this laser), I never needed so many passes. Is it 3 or 4 mm plywood? For 4 mm poplar plywood I used 300/90/5 for example. Birch plywood is harder, but it should be cut with 300/90/10 maximum. Make sure you set all options correctly, I have a Sculpfun setup guide here: Setting up the software - Diode Laser Wiki
1 Like
Thank you for your reply. I cut the material (Poplar) 4mm thick. I’ll mention why I think it’s the material. Some time ago I made similarly sized keyways on the same type of material, but from a different manufacturer, and it came through quite easily at 230mm/min and 80% beam thickness. Unfortunately here at the same speed the material will burn and damage the product. That’s why I find it strange. Anyway, I will check everything again. Point 3) that you mention makes sense to me.
Yes. I really have set mm/min. But thank you for pointing it out, I described it wrong here. Otherwise, I’ll try cutting it according to your settings again, but I feel like it’s burning with this type of plywood. You say 300/90/5. What does 5 mean? 300 mm/min, 90% laser and 5 ? Thank you for your reply.
That’s the number of passes.
1 Like
Perfect! Thank you.
Hi Berainlb how are you,
in reaction to point three.
I fully understand what you are saying but isn’t this strange ?
What is the use of the material test if that isn’t representative for the real cutting of materials??
The purpose is to find out is it not ?
Thanks
I think you need to think of this differently. It’s not that the test is not representative of real cutting. It’s more about understanding the characteristics of your laser and how it’s been configured. Knowing that the laser cannot instantly get to top speed at very short distances is relevant. If there were no such thing as mass and acceleration this wouldn’t be a factor. All cuts irrespective of length would burn very consistently. However, we know that’s not the reality. A long single line will have real world speeds very different than a tiny shape with zig-zagging lines.
Accordingly, there are a couple of different ways of addressing this. One way is to reduce speed knowing that the laser isn’t actually getting to those speeds under those circumstances. Another way is to run a material test for various design types and match up your current design against those types. Personally, I think the latter is less predictable and reliable.
Thanks again !
I thought of a 3d way; do the test with bigger squares to match the speed better of have a more precise outcome?
nice evening, just became world champion ![]()
That’s a variation of the second approach but yes… anything that better approximates actual speed values the better.
Wait… are you Max Verstappen? Or maybe Simone Biles?
Hey there champ ![]()
Can I ask you something else;
Can I read back (after cutting) what the actual speeds where at a certain point ?
To better examine what happend and get the speeds more accurate ?
Or is it better to start a new thread?
thanks
H
Yes, should be a new thread.
Save Gcode and examine that. Everything Lightburn tells the controller to do is in there.
When I do a cutting test, I get perfect results, but when I consider these results, they have nothing to do with reality in practice. I made a test according to which my laser can cut 4 mm plywood at speed 40 and power45, but after the test, on the same piece of plywood I try to just cut a square with the same parameters, it does not cut even at power 55. I have a 100 watt So2 machine
I don’t know your laser mechanics, but your laser perhaps doesn’t reach the desired speeds physically. Your cut test is very small. If you command the laser to run 40mm/s but the distance is only 5 or 10mm, it might never reach this in the test. Try to use much larger squares to get results that are closer to reality.
1 Like
i have the same crazy issue while setting my co2 laser with lightburn.
If I perform a cut test, it cuts easily through the material, but if I draw a square in lightburn and use corresponding power and speed from the cut test it does not work.
now the crazy thing is: if I perform a cut test my max power on the digital ampermeter works with 25mA (this is my 100% power) but if i draw something on c00 layer and set 100% power it does show the 99% power on the ruida display but the digital amperemeter shows only 4mA Power.
so what is different between a lightburn cut test an a normal cut that does not work?
I found severel posts in the forum over the last years with the same issue and the answers where always talking about material etc but it is not about different material and it is not about mirror alighntment. there is some kind of wrong configuration or bug on another place.
**What I found now is that I does not use the max power while cutting but uses the min power instead. So if I increase the min power, it works properly. **
So i assume it is affected by some basic machine settings that makes it using the defined min power?!
Iam using Ruida 6445G Controller.
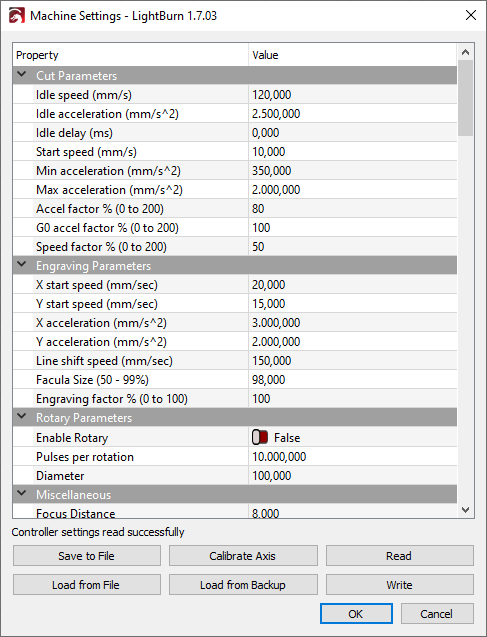
This typically happens for cuts at any speed less than the controller’s Start Speed, which seems to default around 10 mm/s. An earlier discussion has a useful diagram:
The difference between the Material Test and the actual cut may come down to different minimum power settings.
2 Likes