Hello!
I built a CO2 engraving machine with a 640*430 mm work area, with a Trocen AWC7813 controller.
I have been using the machine with great satisfaction for half a year, but I just encountered a problem.
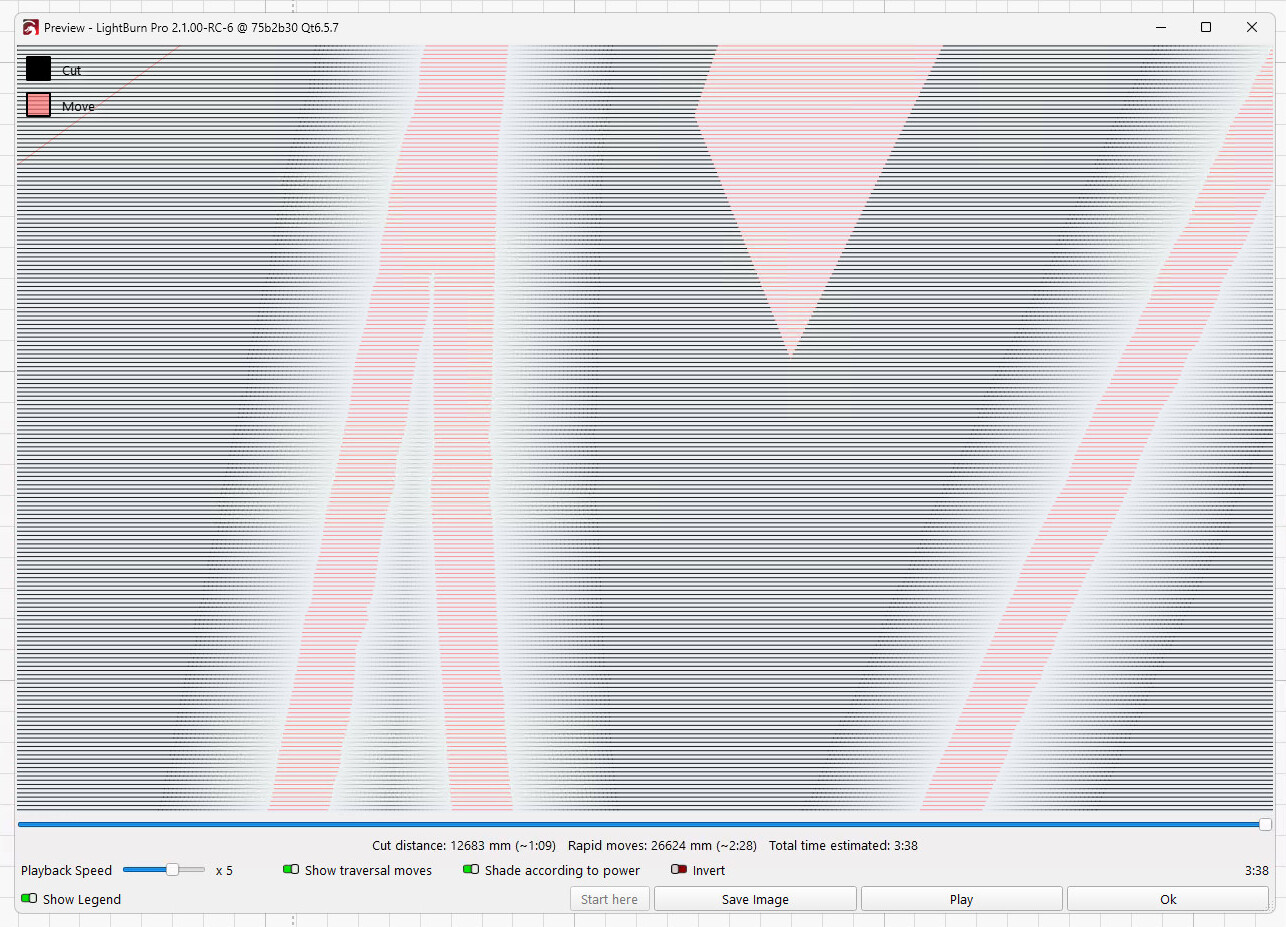
If I set a ramp around the lines when making stamps, say 0.5 mm, then as the machine reaches the edge of the ramp, the X motor starts clicking strongly, and the whole work shifts to the left.
You can hear the phenomenon in this video:

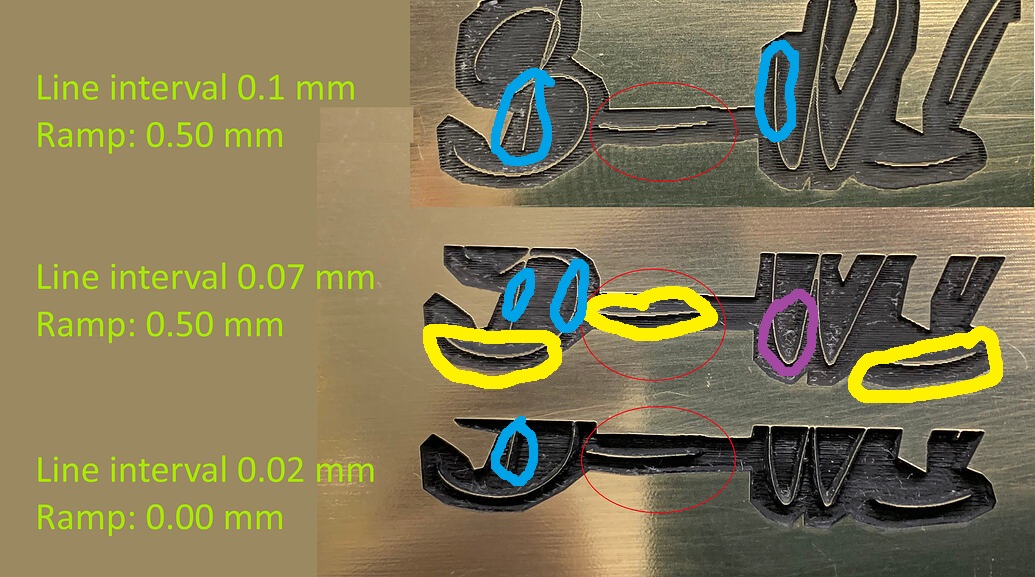
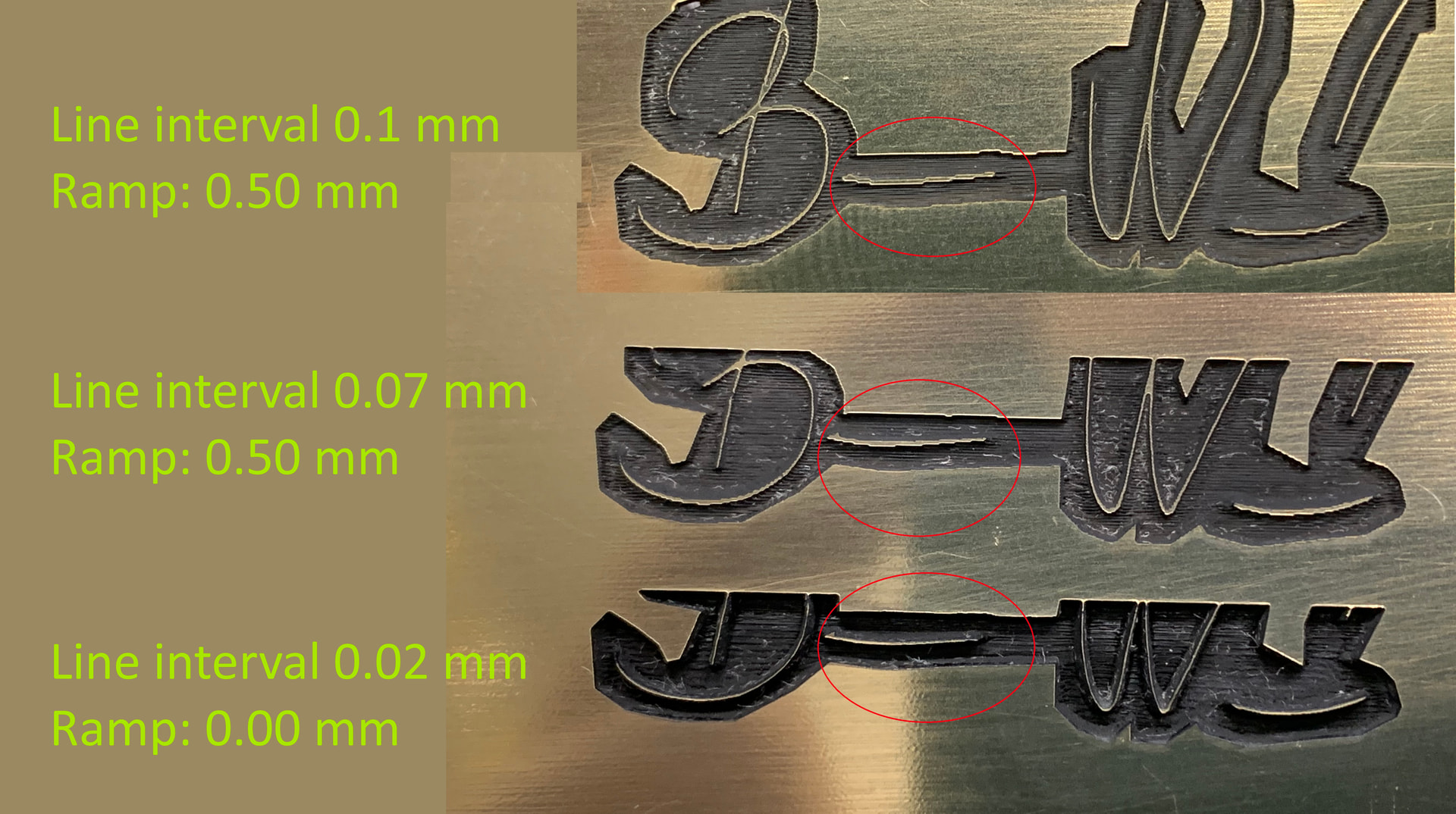
In this video, a line interval of 0.02 mm is set, the best resolution of the stamp is below this.
If I set the line interval to 0.07 mm or higher, there is no clicking sound, the machine works normally, but here the stamp imprint is no longer beautiful, with reduced resolution.
My machine works best at 310 mm/s, so I use it at that speed.
Trocen customer service could not tell me what the problem could be.
Ligthburn customer service had several ideas, with them I figured out that if I set the line spacing higher, the clicking sound would stop.
I tried reducing the speed, reducing the acceleration, but nothing changed.
Has anyone encountered this problem? Does anyone have an idea what the problem could be?
If someone has such an AWC7813 controller, would you try it on their own machine?
havanna alairas.lbrn2 (86,1 kB)
I made a video about the machine:

Thanks for the help!
Kristian