Hey folks,
i was having problems with my laser cutter.
forum link: Laser wont move, i need to work! Lightburn is never the problem! - #2 by nickvoodoo
turned out it was the 36v 10a Switching power supply (smps), the one that handles the axis drivers and motors. I replacedd it was a beefier model, a 36v 15a option i found.
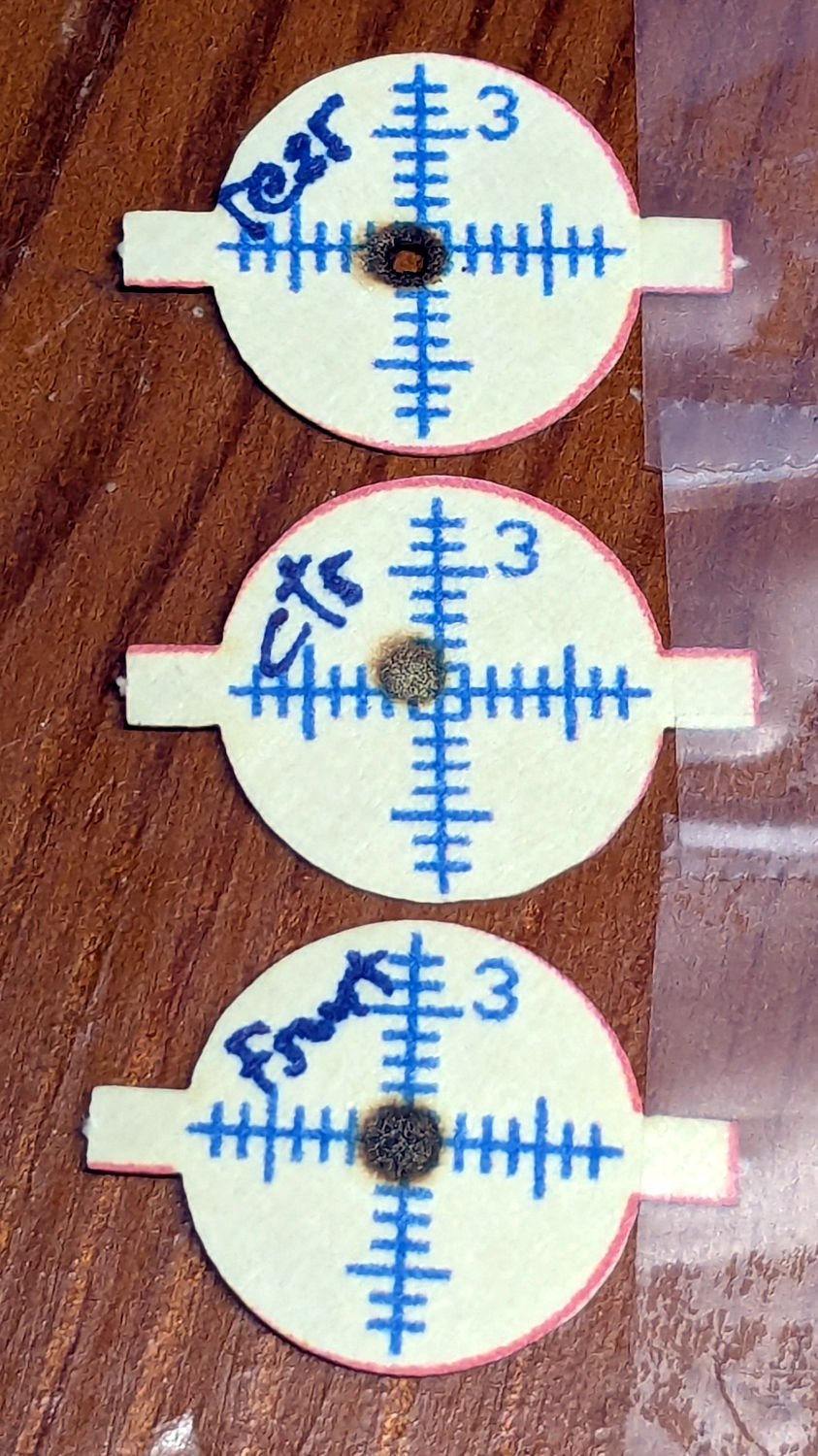
now ive got it all running, tried calibrating, seems the pulse dot is well centered, mirrors clean, lens clean…. etc
BUT ITS NOT RIGHT
but this is whats happening:
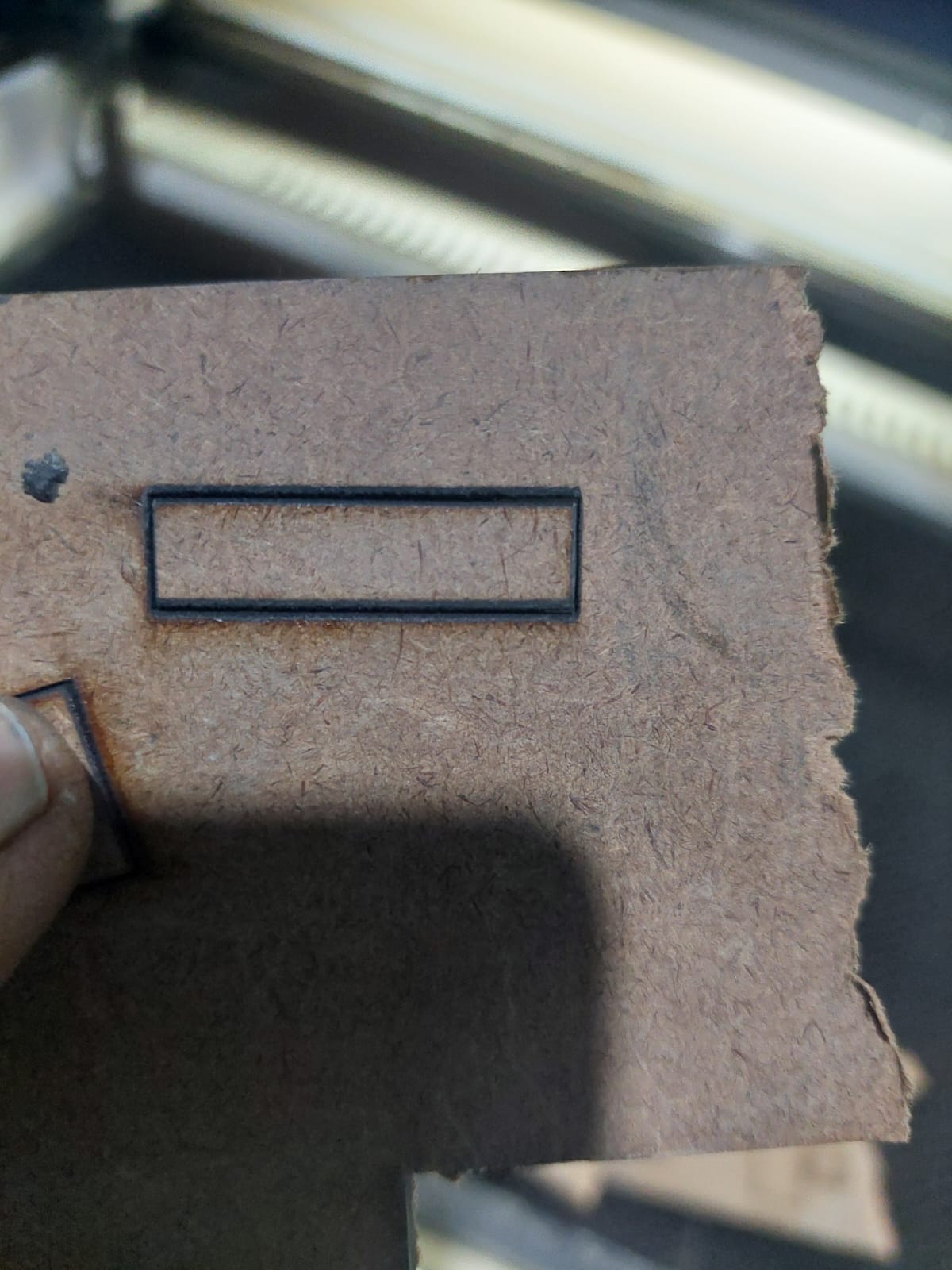
back left corner… (900,0) i go to cut a square, and the horizontal lines are THICK. (x axis), and the vertical lines are thin, as should be (y axis),
front left (900,600) and front right (0, 600) both have thin kerf lines.
and back right, (0,0), has thin kerf lines. Here i can cut with double speed and half potency as the rest of the work space. a 4mm MDF is cutting here at 10mm, 30% Power.
the rest of the work space is cutting at around 5mm, 50% power. Ive NEVER had to go so slow, or so high potency for this mdf before, or had such variation accross the workspace.
what could i have done wrong or overlooked? ive also never seen a kerf line vary in width depending the axis!
Ill get a pic to show it. its very unexpected.
thanks guys!