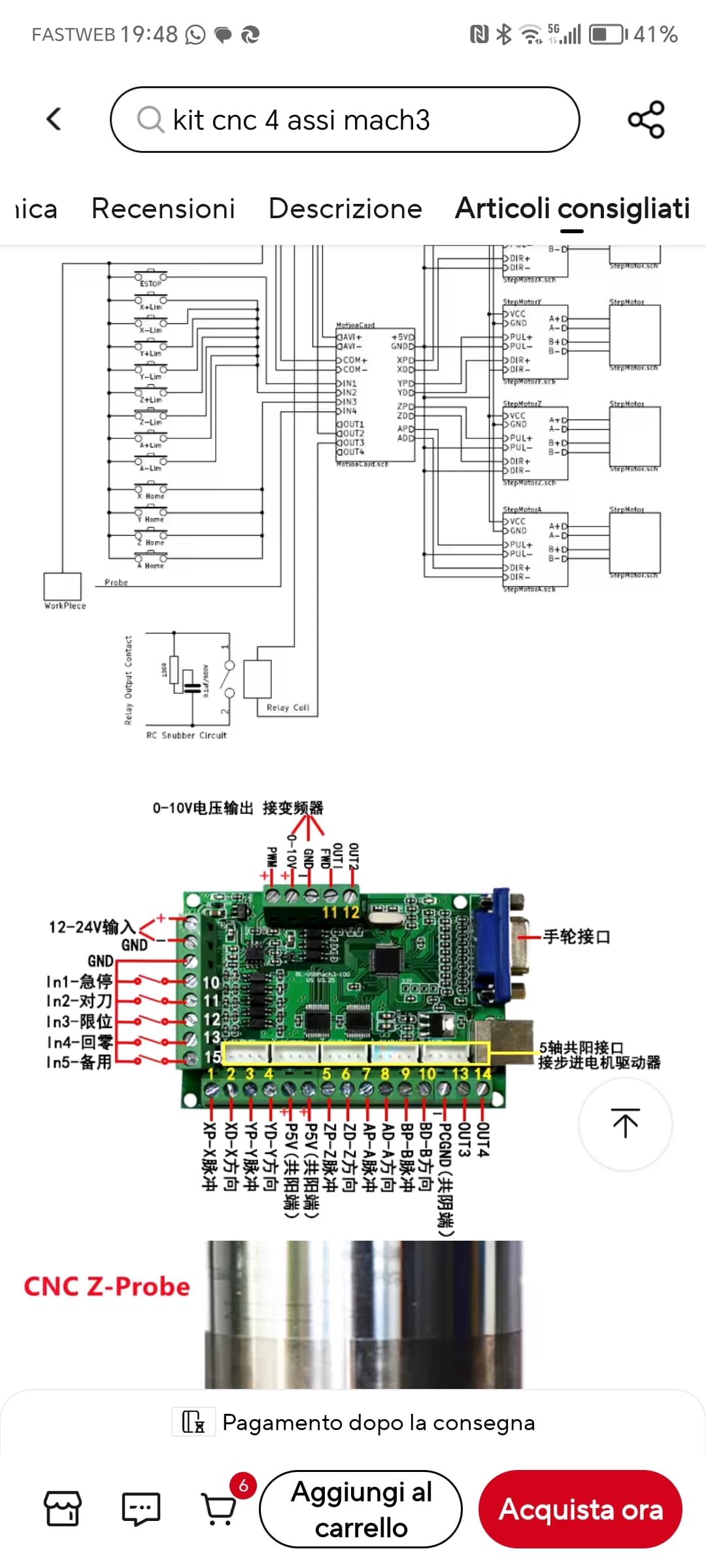
Io riesco a pilotare il laser con Mach3 il programma, mi chiedevo se lightburn possa far funzionare il mio setup… Prendere la configurazione da Mach3 per i valori motori x y z oppure se c’è un post che usi m3 per accensione e m5 per lo spegnimento s0 a 1000 per la potenza
The answer is maybe. It appears the Mach3 controller requires a board between the PC and the laser. But it can be done.
Ho visto che su Light burn c’è la possibilità di modificare il post facendo una specie di code personalizzato forse è questa la soluzione più veloce ed economica e salvare i gcode… Per ora sto provando, quanche risultato c’è… al massimo prenderò una scheda db 25 per modulare il pwm della mia scheda…
Yes, a DB-25 connector was mentioned. It also mentioned translating GCode commands to something the Mach3 can understand. Good luck!!!

Si ho fatto già così ieri sera. Ho messo grbl-m3 e funziona ho dovuto regolare il segnale pwm a da 1000 sono passato a 200 così si accende e spegne sempre… Unica cosa è che negli spostamenti in rapido in G0 il laser è accesso,ho provato a mette una s0, il problema che la s controlla la potenza come i giri mandrino… Nel post mi mette solo il primo movimento in G1 con il valore della s, poi se c è un G0 cambia in s0 ma quando fa il 2 movimento in G1 nel post la s non è più imposta perché è modale penso… Ogni volta che passa da G0 a G1 la s è sempre quella impostata nel primo valore g1. Nn c è un modo per farla ripete anche dopo i g 0
Unica cosa è che negli spostamenti in rapido in G0 il laser è accesso,ho provato a mette una s0, il problema che la s controlla la potenza come i giri mandrino
GRBL-M3 does not recognize the $32 parameter, which says it is a laser instead of a spindle motor… On a CNC, the spindle motor continues to run in rapid moves.
Did you try just plain GRBL as the Device Type?
Maybe it´s limited to 8 bit check if 255 works.
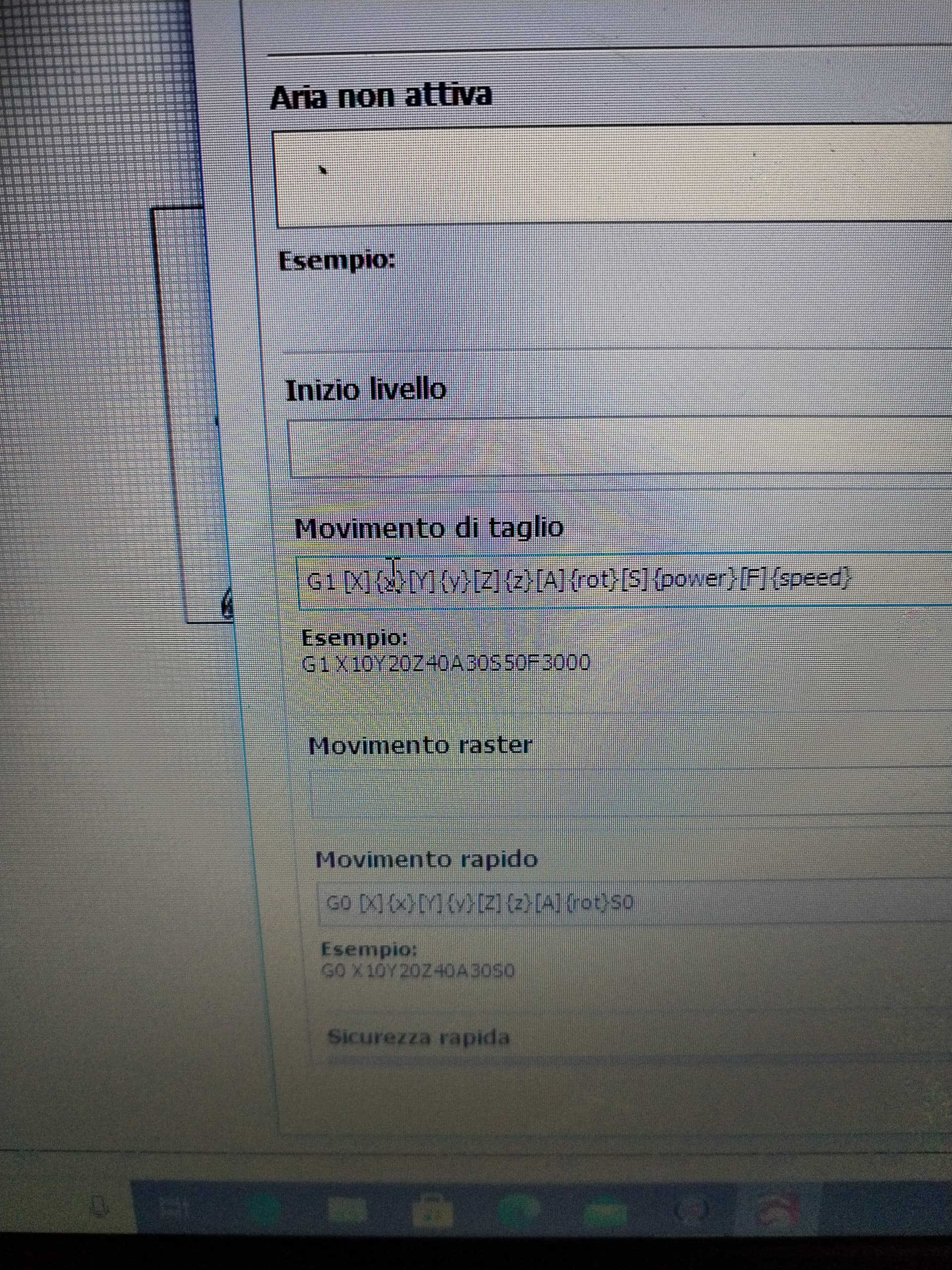
In your usual program create a square 100mm side for a laser job then post here the output so that we can set the PP options for your Mach3 laser mode machine.
.
Also check here a possible solution to dynamic laser power

Appena trovato il modo ma è come accendere e spegnere, sta sempre la, non si muove fa piccoli spostamenti… Bastava togliere le parantesi quadre
This is a machine you already have or a new machine?
I have code examples for the Mach3 (spindle), but I need 1 example with the expected output (Mach3 (laser)) for your machine.
Please with the programs that you normally use for creating/controlling your Mach3 machine create a square 100mm side and post here the expected code.
.
When we change something in the Custom GCode we don´t test it with the machine. – First we save the GCode and check if it is correct to make things work fine.

rileggendo le risposte di prima ho provato a mettere grbl-m3 forse come post potrebbe anare bene, dopo provo
duggee.gc (198,3 KB)
I’m not at the PC will check this later.

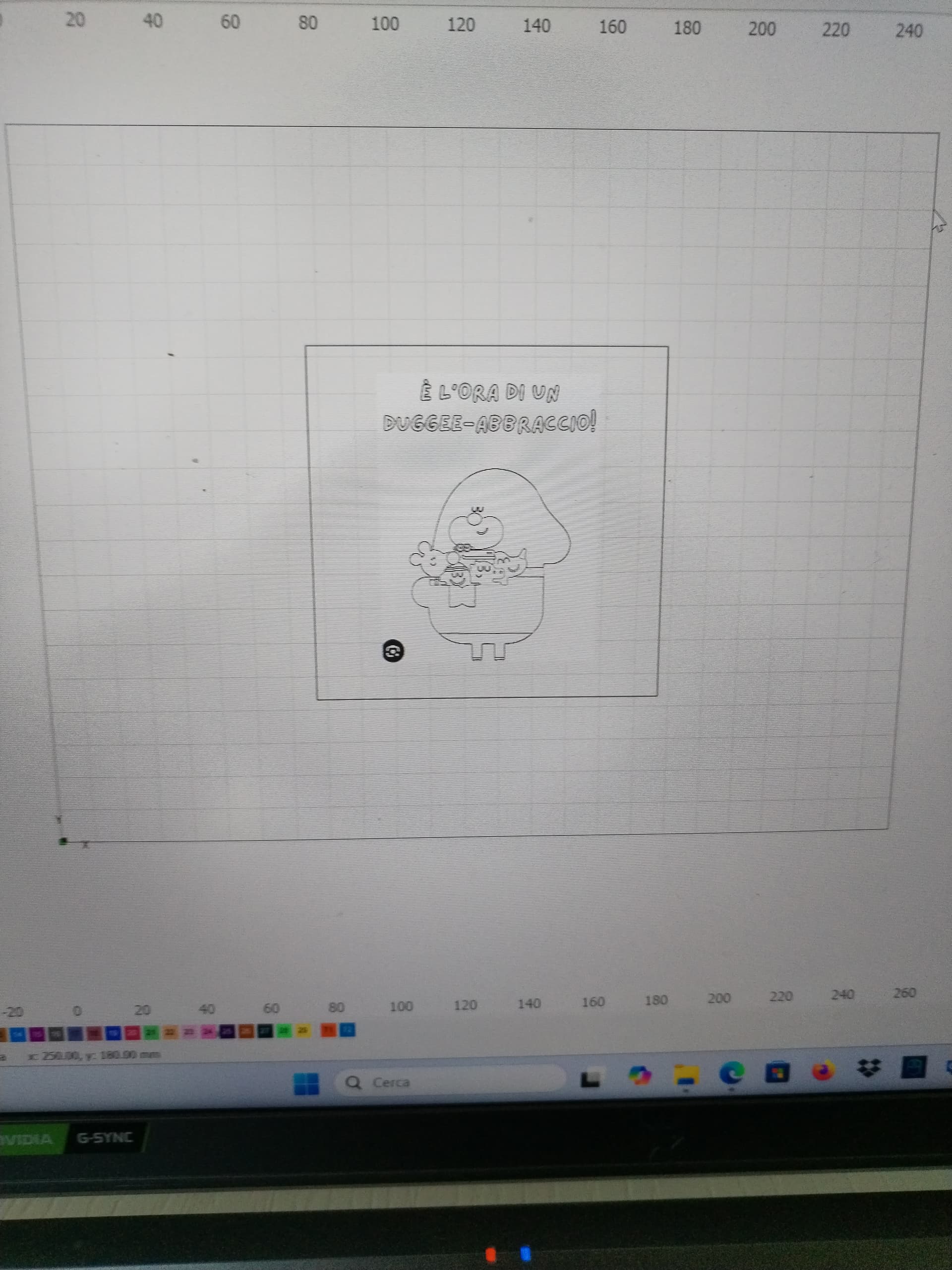
Congratulations,
however we need to check that final code (it seems a correct output) because the file prova quadrato.gc has Rapids (G0) with laser ON (M3)

{kind=link}
Can you post the GCode used in that final picture (just for sake of mind)?
Also do you have breakout board or are you saving the GCode then loading into MACH3?
Ok. Cmq era anche un problema della risposta del mandrino avevo un tempo di risposta di 1 secondo fra accensione spegnimento ho portato 0.1 posso sce dere ancora, poiché lascia il puntino alla fine della linea, poi era anche un problema della pulsazione… Io ho una scheda 8 bit 255 pulsazioni era all 100 della potenza, nn sempre rispondeva, non era stabile. io ho messo 210 80% del ciclo ed si stabilizza il segnale… Poi in spindle pulley ho messo 100 così la potenza del laser la posso gestire con s10 s20 s30 e così via…