If there is any suspicion of it being the grain, turn the material 90 deg…
I think @BillieRuben is correct about the mechanical being the most likely issue. Not because of directional changes or acceleration as there isn’t any being applied where the error is occurring.
The only thing that could apply here is if it’s at speed and it’s still wobbling. The right side of the image isn’t visible to see if it’s occurring there…
I do think the the way the Ruida operates should be considered…
In scan mode, the head is at speed the entire time it’s lasing, or there wouldn’t be much point in setting a scan speed… in simple terms the Ruida is not ‘slowing down’, ‘speeding up’ or ‘changing direction’. There is no point of a minimum power setting when engraving… with the exception of grayscale …
This is not true with vector cuts…
Watch the head, in bi-directional operation, to determine which line is wobbling … going right to left or left to right? This will help to locate whatever is lose on the machine… hopefully…
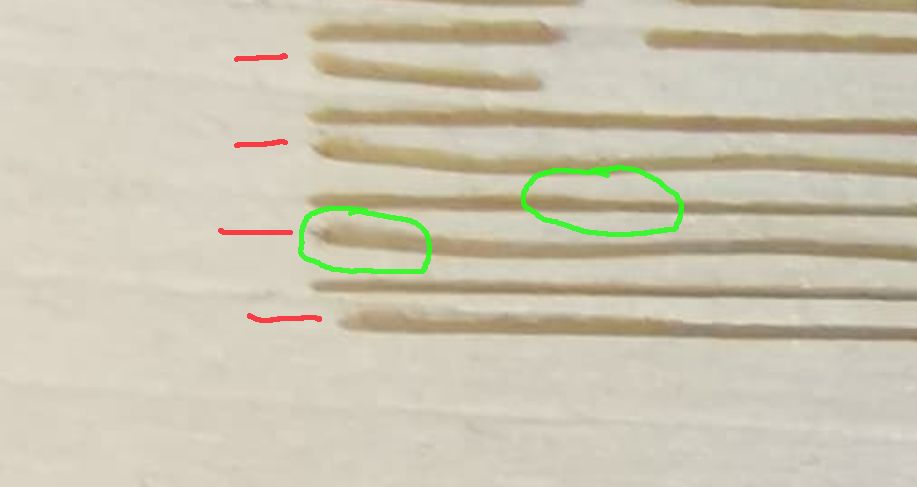
The red lines are ‘wobble’ lines, so it’s only occurring in one direction, which is probably why it ‘goes away’ when you do it in single direction mode.
I notice which direction the head makes it’s first ‘burn’ line and count up till you get to an anomaly.
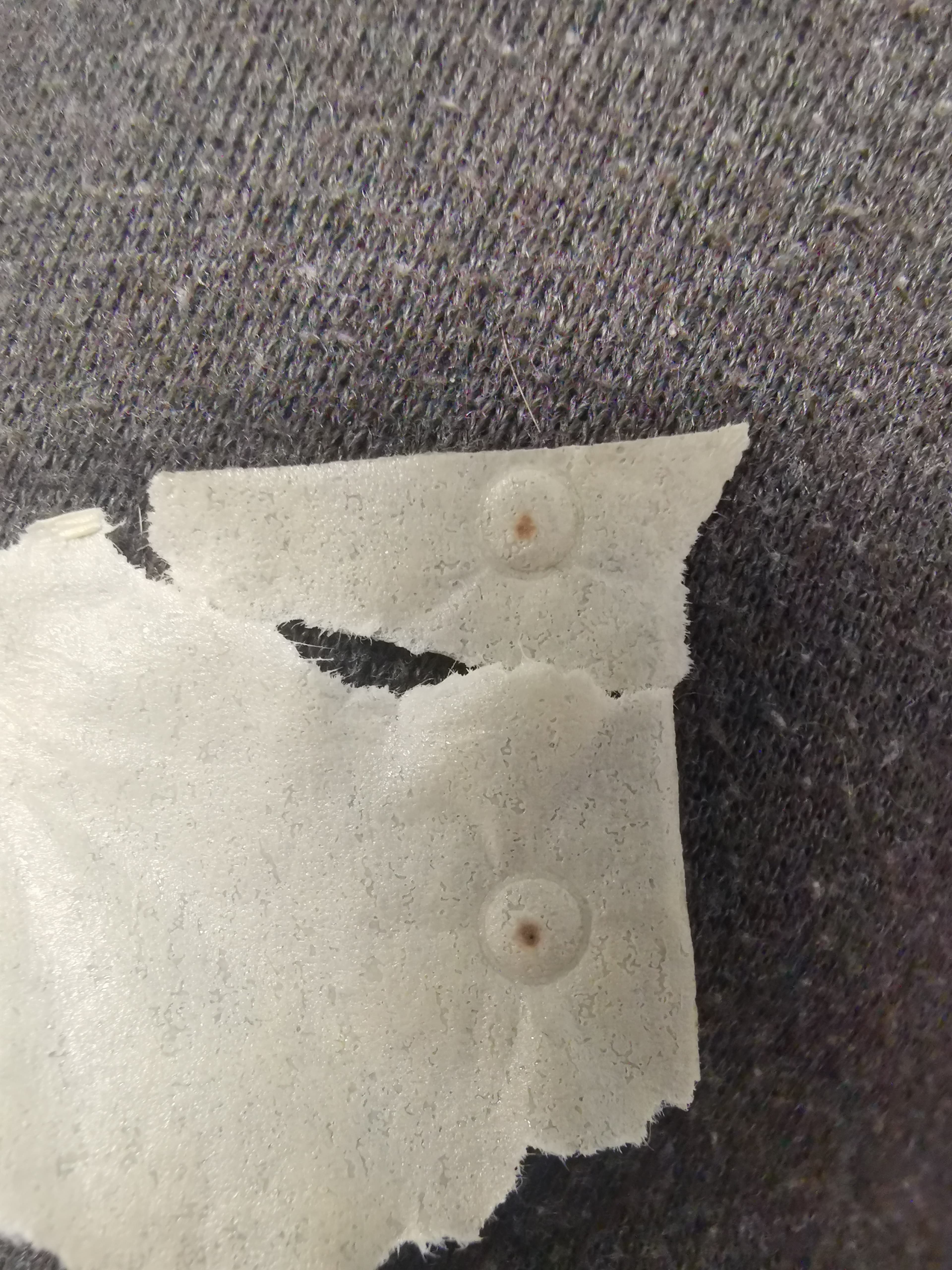
The green points to focus issues, one of which is not on an offending line. Some of this may be a variation of the material, like the one on the right, but the left one is definitely not from material.
I don’t think either is actually material related, but we can debate that…
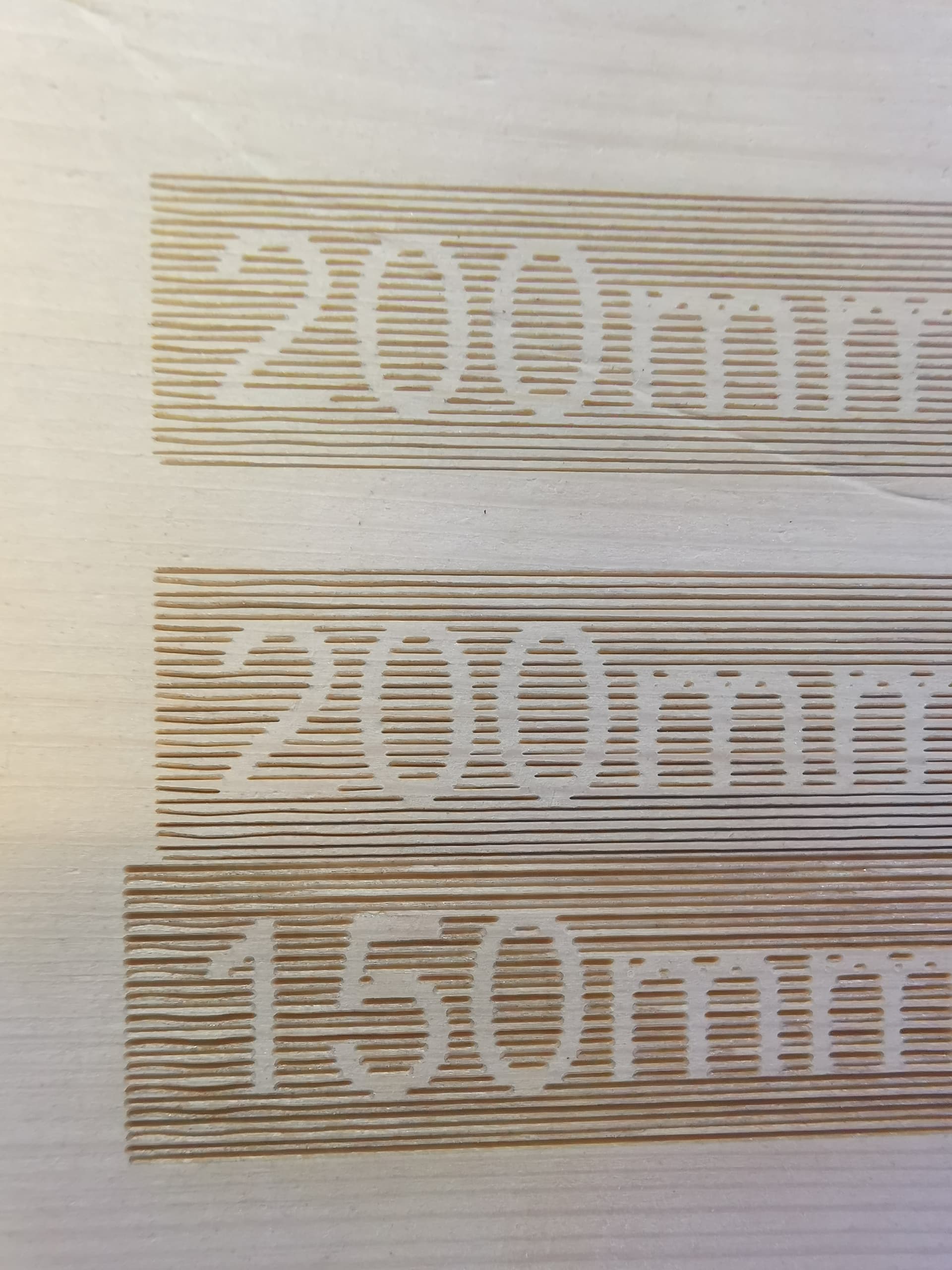
None of these ‘lines’ really look ‘right’ to me.
Why such a variance in line focus in such a short distance…? And why is a ‘good’ line out of focus…?
All of this looks mechanical as I don’t know how you could make these happen in the software… and it’s not related to acceleration or other changes the machines applying to the head.
IMHO, you have a belt/pulley/head mechanical issue of some kind.
I’d determine which direction the issue is occurring. That might help you figure a likely cause… where are you physically engraving this on the bed? Does it change at different locations?
From the picture, I’d say it’s ‘not right’ on the first line, assuming it’s staring at the bottom… so I’d look at that direction first.
Good luck…