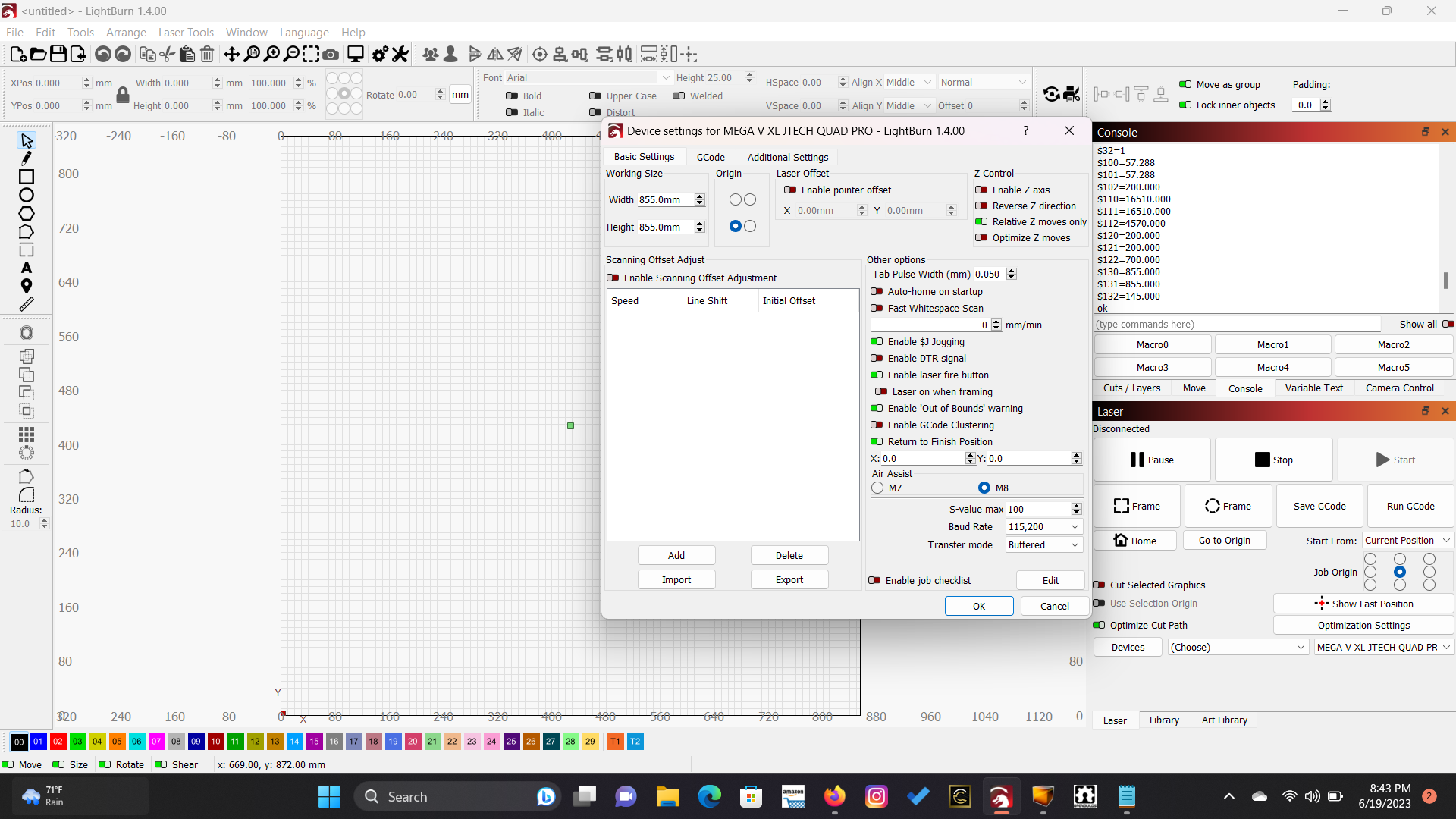
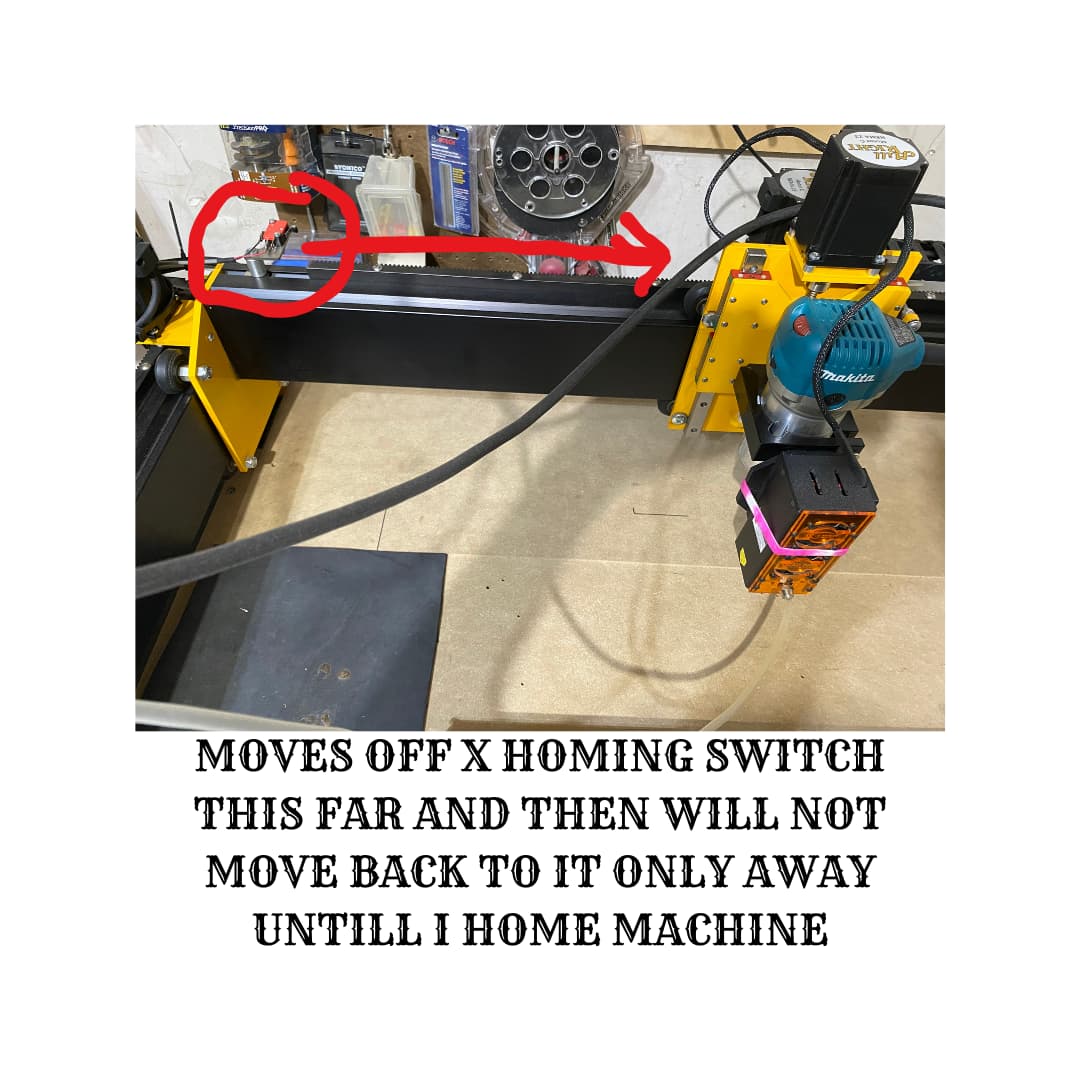
Lightburn worked amazingly well my first couple days using it, I had absolutely no issues and ran my first test minutes after setting up my machines and then all of a sudden after a couple days NOT changing anything at all in my settings I had an issue with both y axes jog buttons going the same way periodically that some how stopped but now I’m having all kinds of issues / problems jogging I have a millright mega v xl with Jtech photonics 24 watt quad pro my work space is 900mm by 900 mm but i have homing switches so in GRBL and light burn i have it set to 855mm x 855mm now in lightburn only the X axes will jog to the halfway point by itself and not come back to the homing switch unless i home the Y axes is opposite it will jog ONLY to the halfway point and WILL jog back… I Home to the back left but was told to still set my origin to front left thats how its been set from day one so i didnt think that would be the issue since i didnt have these problems on day one i tried to change origin to where my homing switches actually are but that did nothing again this is only happening in light burn i can download the gcode from lightburn and run in UGS with no problems… Periodically jogging will stop completely with no errors and not move untill i home this has been ongoing for 3 days now please any help at all will be greatly appreciated or even suggestions on where to start troubleshooting below are my settings and images showing where the x and y axes will move to
I think @berainlb would be better at this… it sounds like it’s thinks it’s near an edge and won’t move it any further… I’m not a gcode wizard like some of these people…
Give him a spell to get notified and see if he’s better at sorting out your issue.
Some of the behavior I can’t quite reconcile but let’s gather some more data.
Do you use this machine for CNC operation as well? If so, it’s possible that your CNC operations are manipulating work offsets that are making the function of the controller impossible in LightBurn. LightBurn relies on a positive coordinate system to work correctly.
Can you run these commands in Console and return output?
$H
$I
$#
?
Note that the first command will home the machine so be prepared for it.
On a side note, I noticed that the $30 and S-Value Max are set to 100. Should they both be 1000, or does it not matter as long as they are both the same?
Sorry for the delay and I home to the back left and I think you are on to something with g54 when I first started running batches about a year ago I set my g54. 55 and 56 to certain locations to be able to just throw a part down and start milling what is lightburn looking for g54 to be? And when I increment is there a way to get the controller state / location without typing the command in the console?
Hmm It does nothing stays at zero you say my g54 is odd what is lightburn looking for when you say it works off of g54 as in g54 should be set to where my homing switches are ?
There’s nothing specific is looking for in G54 specifically. However, LightBurn is expecting to work in a positive coordinate system, meaning that all coordinates on X and Y are positive.
Let’s assume for the moment that your machine does increment moving up and to the right. And since your machine homes top-left I assume we want that position to read as 0,855.
you are the man that worked… its jogging the entire work area and will come back without homing THANK YOU!!! ALSO the get position button is working as well thanks again.
@berainlb sorry to bug you again but do you have any idea why this would suddenly start happening again? I didnt do anything different from when it was working fine. I was cutting out a coaster holder and it just stopped when i tried to jog after homing it started stopping in a different position this time
the only thing i have used is Universal G code Sender (UGS) and lightburn but it worked fine afterwards for several weeks then this issue started like 2 nights ago
$H