Try one thing.
You’re using Constant Power Mode for the cut layer. Try disabling that. xTool lasers often have issues with M3 commands.
Then rerun. Do you have the same issue?
Try one thing.
You’re using Constant Power Mode for the cut layer. Try disabling that. xTool lasers often have issues with M3 commands.
Then rerun. Do you have the same issue?
gonna try that right away
tried it, still cuts a triangle
That’s unfortunate but worth a shot.
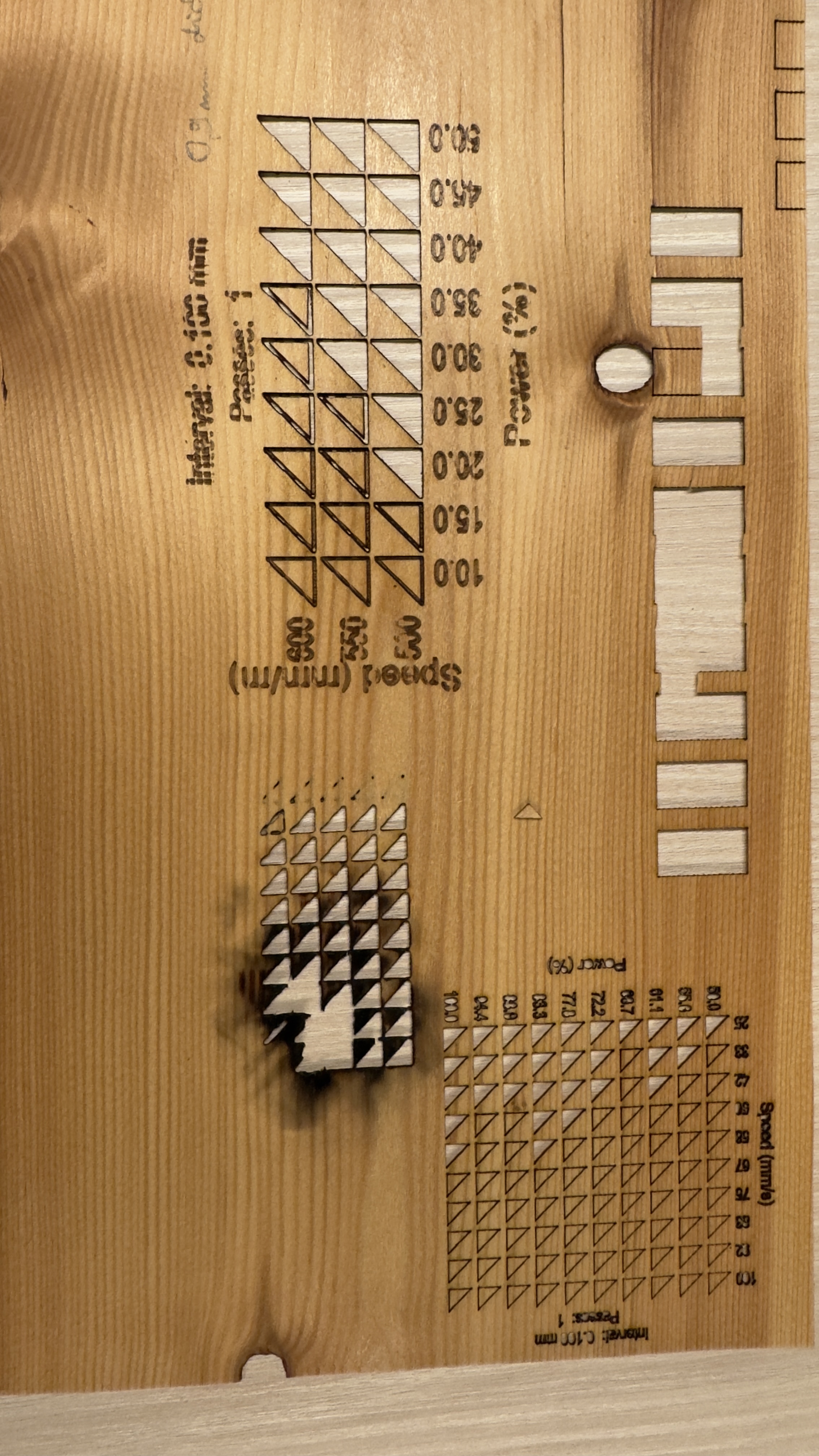
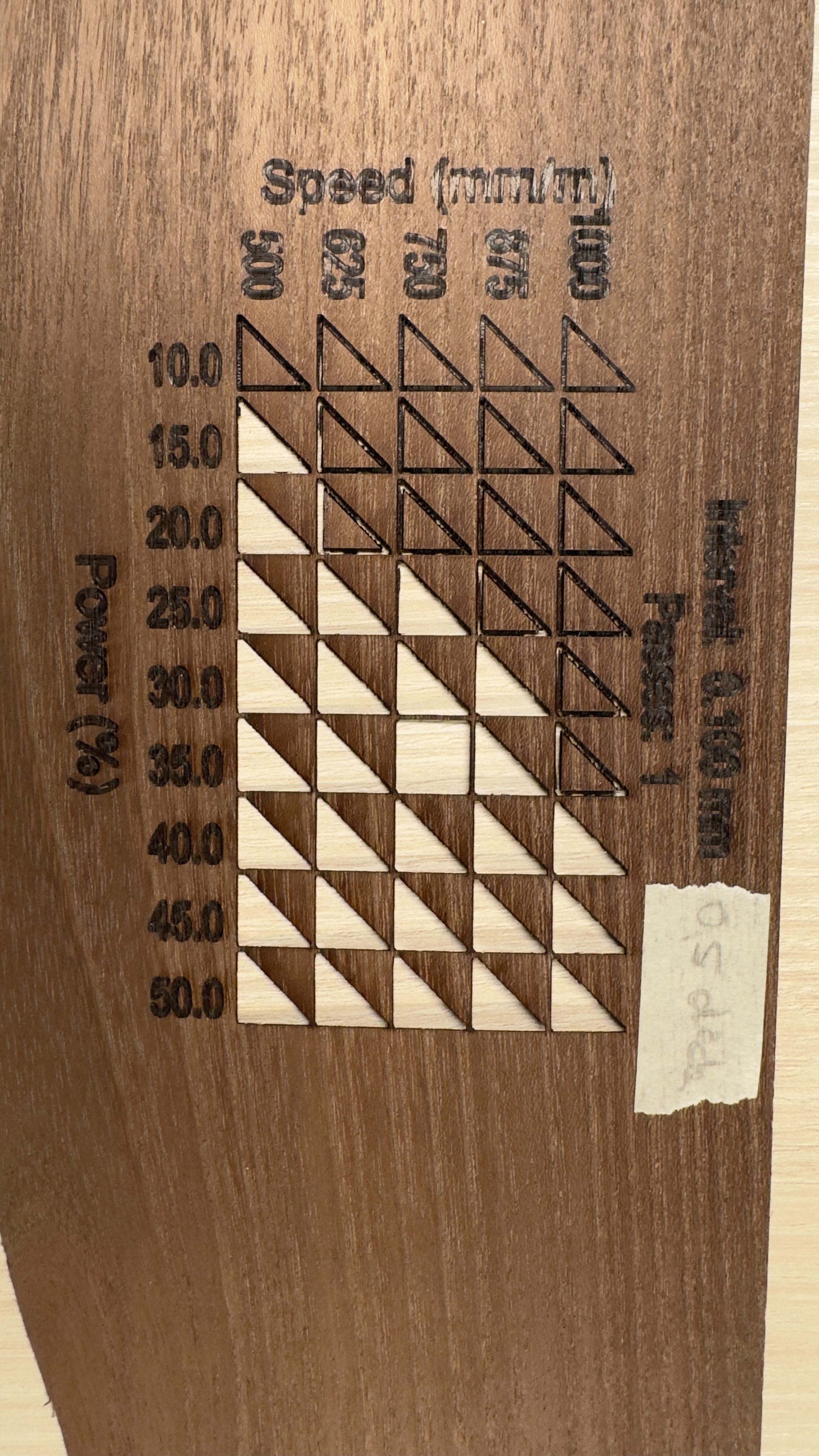
I think what’s happening is that somehow the controller is combining these two lines into a single G1. So instead of 2 discrete movements there’s a single diagonal movement.
; Layer C05
G1 Y65S700F1200
G1 X65
I’m gonna see what the guys at xtools have to say. I linked them to this page. since I was not able to upload the files I posted here. it’s something I really want to find the answer too.
Hi Gorch,
I’m very interested in the resolution of this problem. I looked in the xTool site for your post, but couldn’t find it.
Could you please post a link or any thing that could help me follow your issue with xTool?
Thanks,
Luis
Ohhh I sent a support ticket, didn’t make a form post.
I’ll do that also. and post the link here
I have no answer from them yet. If I hear something. I’ll post it here.
No definitive answer to the problem or no response at all?
Answer from xTool:
I try soon via WiFi but I don`t think it will work
typical answer type ![]()
From everything I’ve seen this is not a comms problems. It’s a g-code interpretation problem.
I’ve paired down the earlier g-code example. Could someone test this to see that it triggers the triangle? Run from Laser window “Run gcode” or even better through XCS if that’s an option. It may be possible to further pair it down but not clear exactly what’s triggering the bug.
Note that the burn will start from position 30,30. It runs at 5% power.
; LightBurn 1.4.05
; GRBL device profile, user origin
; Bounds: X135.76 Y94.71 to X207.76 Y159.71;USER START SCRIPT
$L
M109 S1
M96 S0
M110 X1Y1Z1
M7 S1;USER START SCRIPT
G00 G17 G40 G21 G54
G90
G0 X30 Y30
G91
M4
; Image @ 140 mm/sec, 5% power
M8
G0 X-3.483Y91.788
; Layer C03
G1 X3.5F8400S0
G1 X-3.5S0
; Cut @ 20 mm/sec, 5% power
M8
G0 X-29.515Y-6.186
M3
; Layer C05
G1 Y65S50F1200
G1 X65
G1 Y-65
G1 X-65
M9
G1 S0
M5
G90
; return to user-defined finish pos
G0 X0 Y0;USER END SCRIPT
M6
;USER END SCRIPT
M2
I’ll test this tonight
My question is, “What is XCS adding or removing from the Gcode if it works, but not with Lightburn?”
as far I know you can’t open/import gcode in XCS
I know for certain that XCS does allow running of gcode at least for certain models of machines. And I know that export was possible at some point, again possibly for certain machines. Whether this is allowed for the S1 I do not know.
From the limited scenarios so far I have a couple of hypotheses:
If the above code triggers the issue then it could likely be whittled down further to the simplest case.
I have been seeing this a lot on S1’s only, so i suspect it has more to do with the Gcode converting layer that is between Xtool proprietary firmware and the GRBL translator. Seems a S1 specific bug