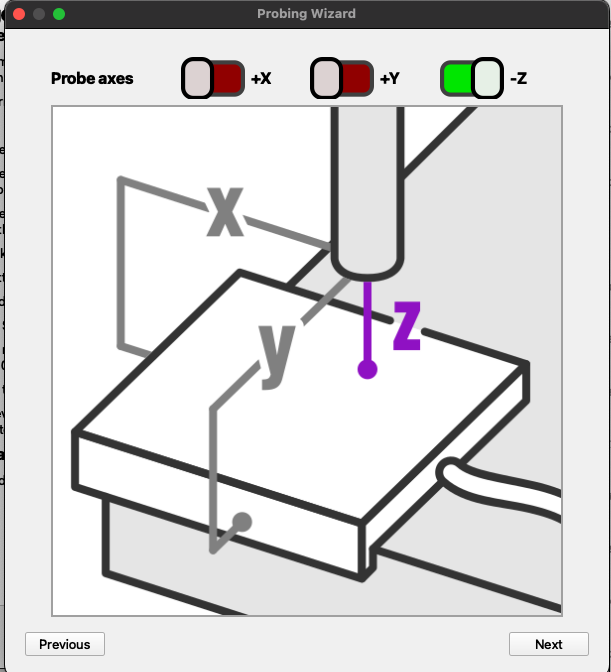
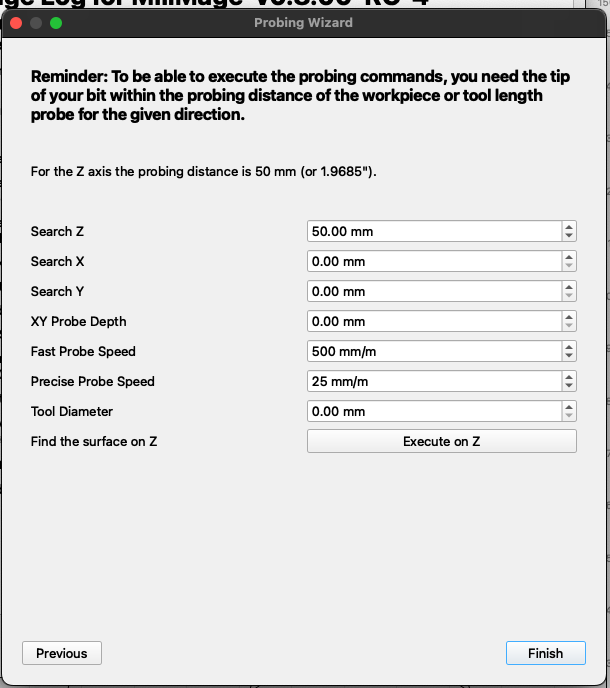
I’ve been using Lightburn with my laser for about 9 months so I’ve figured out just about everything with MillMage but the Z Axis probing. I recently picked up a FoxAlien Masuter3. I built a CNC Plasma cutter so I have limited Z axis knowledge. I’m running 0.8.00 RC-4 but I have issues with 2 things. When I jog and home, everything moves as expected. However when I try to probe for tool length, my Z axis moves up, hits the stop switch, and stops. I’ve tried lowering the Z axis to give it some more travel space before I started probing but the same result. When using Openbuilds or Easel probing works as expected. Z moves in the negative direction until it hits the probe block then parks where I would expect it to.
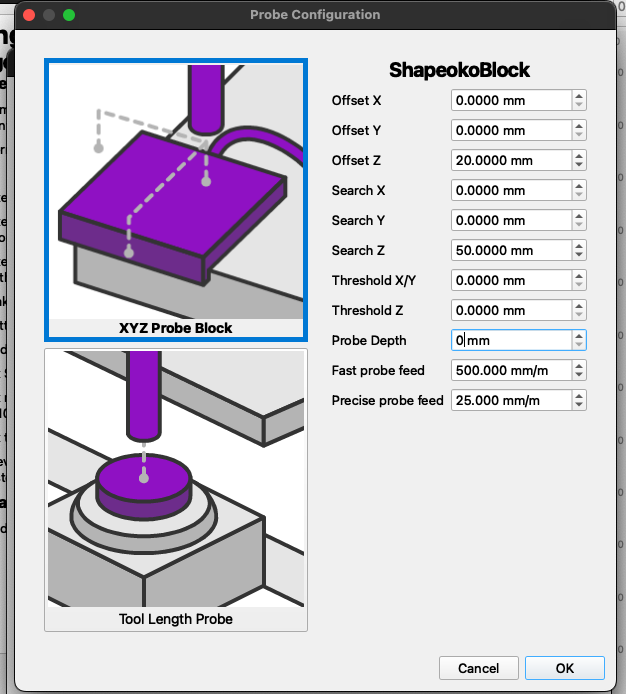
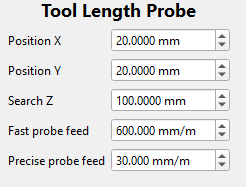
Also, I can’t find where to set the height of the probe block. I tried to post a pic of the Tool Length Probe Configuration but it just shows a link so if the pic doesn’t post, here are the values I can input. All I see is Position X (20 mm), Position Y (20 mm, Search Z (100 mm), Fast Probe Feed (600 mm/m), and Precise probe feed (30 mm/m). Same options are available regardless if I enter through Wizard or Setting. How do you set the height of your probe block?
Here are my GRBL settings
$0=10 ; Step pulse time, microseconds
$1=255 ; Step idle delay, milliseconds
$2=0 ; Step pulse invert, mask
$3=3 ; Step direction invert, mask
$4=0 ; Invert step enable pin, boolean
$5=0 ; Invert limit pins, boolean/mask
$6=0 ; Invert probe pin, boolean
$10=114 ; Status report options, mask
$11=0.010 ; Junction deviation, millimeters
$12=0.002 ; Arc tolerance, millimeters
$13=0 ; Report in inches, boolean (CONTROL needs $13=0)
$20=0 ; Soft limits enable, boolean
$21=1 ; Hard limits enable, boolean
$22=1 ; Homing cycle enable, boolean (Grbl) / mask (GrblHAL)
$23=3 ; Homing direction invert, mask
$24=600.000 ; Homing locate feed rate, mm/min
$25=1000.000 ; Homing search seek rate, mm/min
$26=250 ; Homing switch debounce delay, milliseconds
$27=3.000 ; Homing switch pull-off distance, millimeters
$30=18000 ; Maximum spindle speed, RPM
$31=0 ; Minimum spindle speed, RPM
$32=0 ; Laser-mode enable, boolean
$100=80.000 ; X-axis steps per millimeter
$101=80.000 ; Y-axis steps per millimeter
$102=1600.000 ; Z-axis steps per millimeter
$110=2000.000 ; X-axis maximum rate, mm/min
$111=2000.000 ; Y-axis maximum rate, mm/min
$112=500.000 ; Z-axis maximum rate, mm/min
$120=300.000 ; X-axis acceleration, mm/sec^2
$121=300.000 ; Y-axis acceleration, mm/sec^2
$122=30.000 ; Z-axis acceleration, mm/sec^2
$130=400.000 ; X-axis maximum travel, millimeters
$131=400.000 ; Y-axis maximum travel, millimeters
$132=90.000 ; Z-axis maximum travel, millimeters