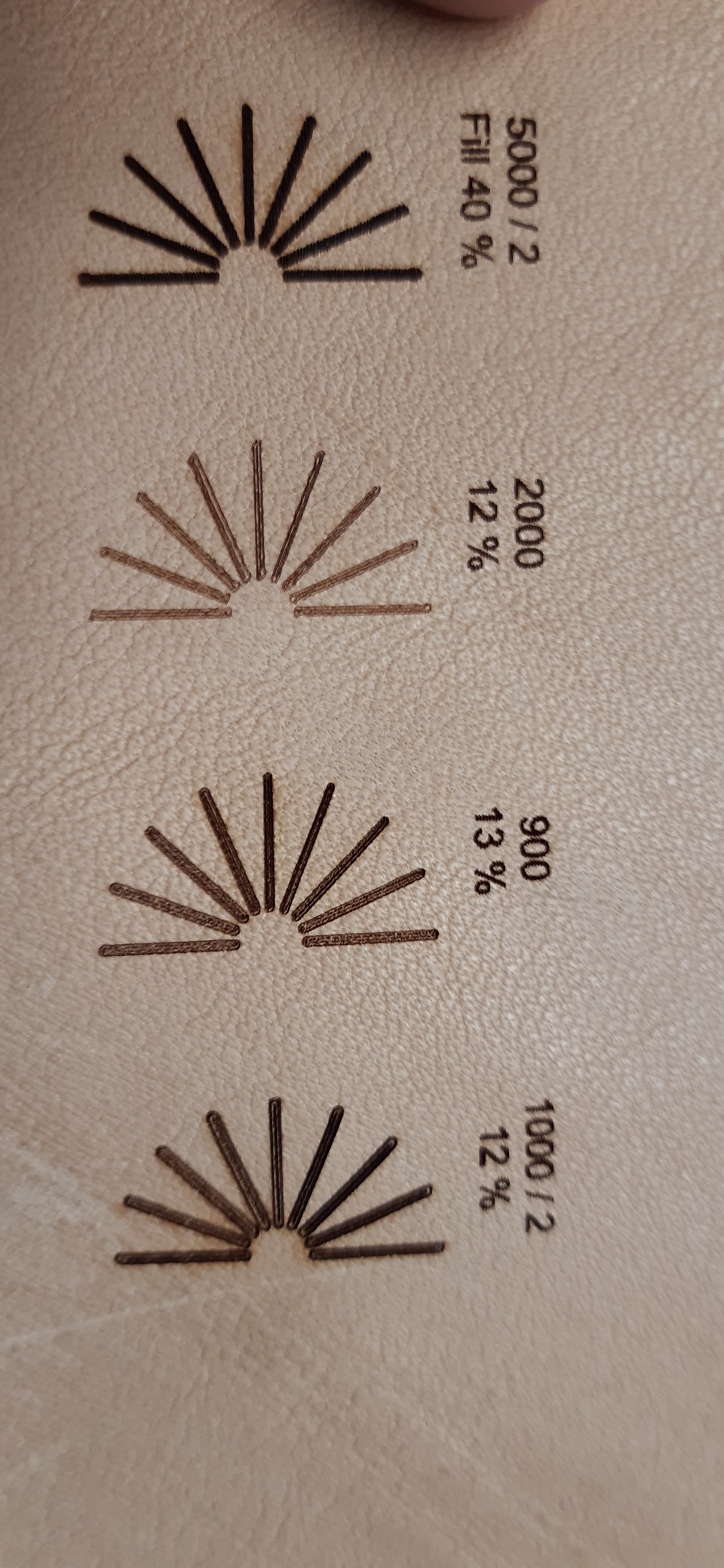
I use the Line mode to engrave my logos/artwork. I use LightBurn to create additional lines with a spacing of 0.2 mm (Offset Shape Alt + O). So I am able to create thicker lines without the fill mode. This makes the process much faster. On my 3018 it worked always fine but on the Ortur Laser Master 2 the diagonal lines are variating in thickness see picture.
I also upgraded the Laser Master Pro to the latest firmware but this dose not changed the situation.
Is there any setting on LightBurn or in the GRBL settings? Or is the new Laser Master 2 have some problems with accuracy / or rounding issues when creating the G-Code.
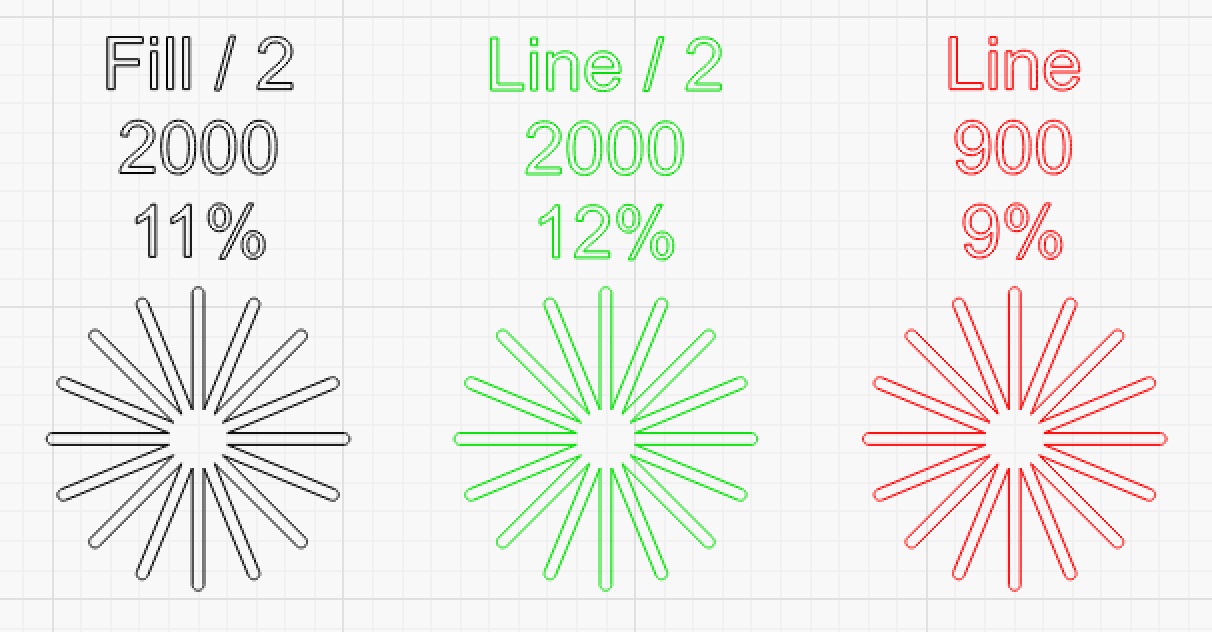
This is a screen shot of LightBurn of the test sample.
I’m not sure if I’m seeing the problem that you’re describing. The variations in your examples could be explained by the different cut settings.
Can you explain further? Perhaps a sample from the 3018 to contrast.
Some things that you may need to account for as well:
it’s possible that the focus beam of the Ortur is not square but rather rectangular. If so, vertical vs horizontal lines would be of different thickness. Diagonal would merge the two.
the dot pitch of the focused laser in the Ortur could be different to what you had in your 3018. You may need to change your offset distance accordingly to adjust.
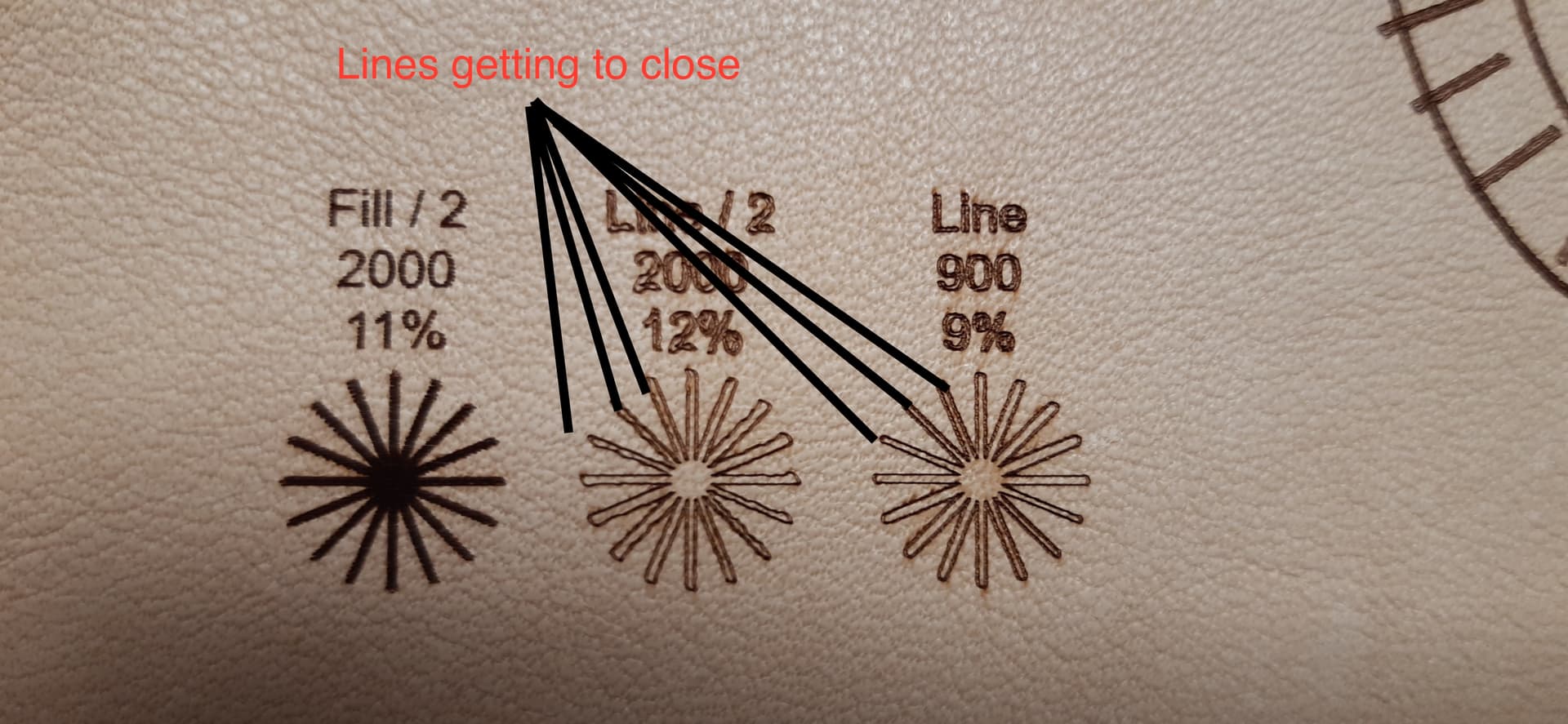
Just have a look on the diagonal lines the spacing is smaller than the vertical and horizontal ones. The engraving with a fill dose not show this variation in spacing. I also reduced the speed to get rid of the ripples.
So from left (black) this is the vector drawing engraved with a fill looks ok
In the middle vector engraved with line mode, speed 2000 two passes and 12% Laser power → Ripples due to speed and variation in the distance between the lines
I will check it again!
But to me it looks like some calculation issue. The problem is always in the same quadrants. It doesn’t matte where I place the the image ists repeatable. I have twice checked the belts bearings etc. to be sure that it is not a mechanical issue.
I also found this in the Ortur firmware description.
" * Fix Bug on floating point precision causing Motion errors and false Alarm 2 errors."
This is the G-Code produced by LightBurn:
Whatever code LightBurn generates is likely to be within a tolerance we couldn’t visually notice so unlikely to be anything in LightBurn.
I’m not clear on what this was but I didn’t get the impression it affected burn accuracy.
Also, in this case we’re not really talking about very tight tolerances. At least nothing at the level where we’d expect rounding errors to be making a visible difference.
I tend to think this is mechanical because there’s line variation even within a single petal and variation between multiple instances.
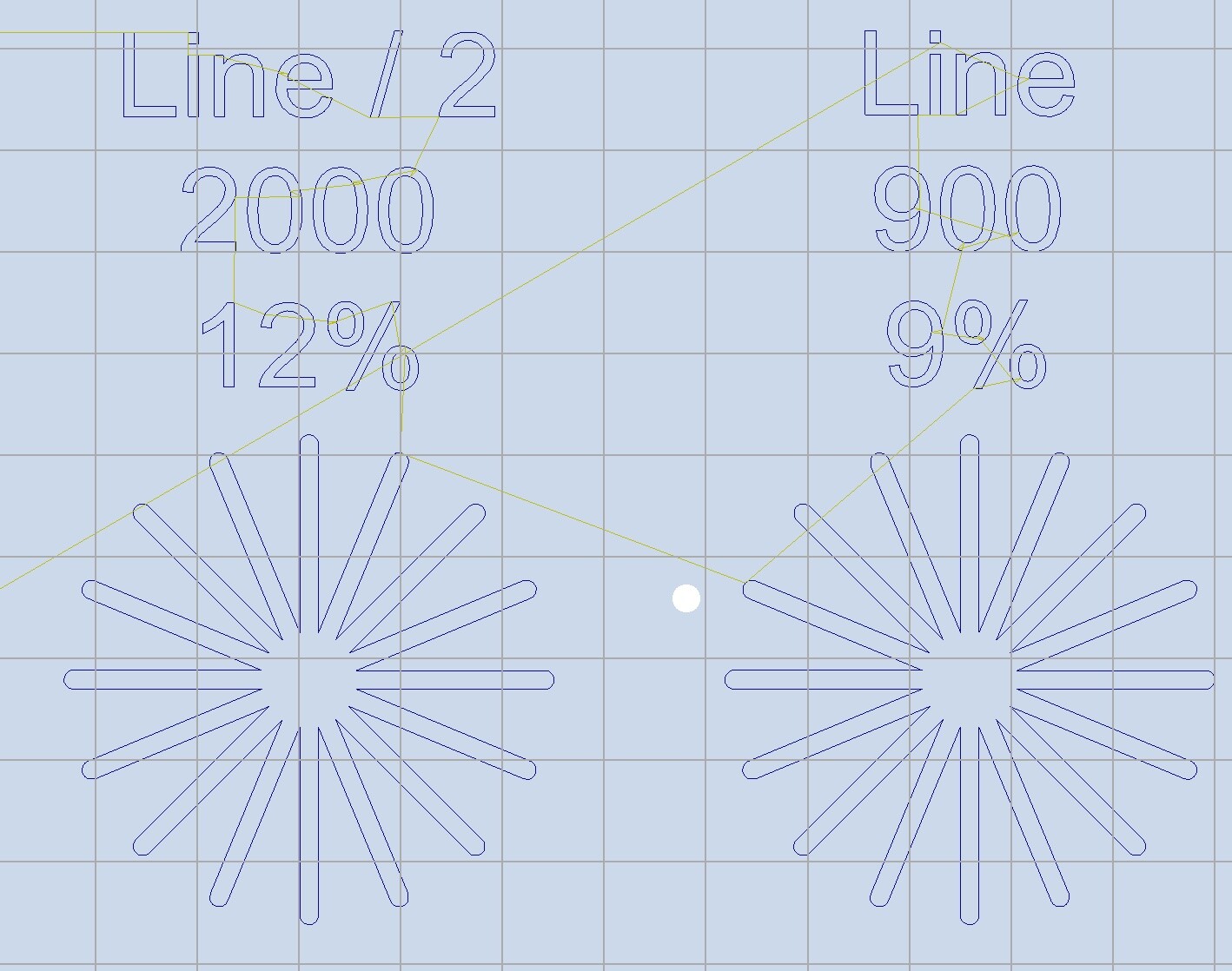
Can you share the .lbrn file? I’d like to see the laser path for this as well.
I assume you don’t see the variation in the fill example because it’s not going through the same mechanical stresses as the line samples.
The gcode should be identical to what you had for 3018, minus perhaps Z settings. I don’t think this is about what’s being commanded. Just the machine’s ability to match what’s being asked.
Just reviewed the laser path. Almost certainly something mechanical. My guess is that your laser module on the gantry is rocking back and forth very slightly. You should be able to reduce movement with the eccentric nuts.
Hard to say but if the same forces are in play for each iteration you’d expect to get similar artifacts. You’ll see this in a horizontal or vertical line test. You’ll often see the same repeated type of squiggly line in the same way at the beginning and start of the line. This is because the acceleration from the change of direction strains the chassis.
You need rigidity to resist the stresses. Or reduction of speed.
Alternatively, you could test this out by dramatically reducing acceleration and speed. You’d expect to have cleaner lines.
Or run a series of horizontal lines and test. Then same for vertical lines. Will give you a clue as to where the movement is originating.
I’m guessing your 3018 ran more slowly than the Ortur…
on the 3018 I used 900 as maximum speed. This was my go to value for the 3018. The laser beam was a little wider but with the right focus it worked fine. In the test file I used the same settings for the vector on the right (less laser power!) as on the 3018.
One additional difference may have been acceleration and rigidity then. I’ve seen many 3018s configured with significantly lower acceleration settings than what’s on the Ortur.
Compare $120-122 values between the lasers.
With mechanical tweaking, though, I think you should be able to improve the line quality.
I will try some acceleration values and do some more testing. On my 3018 I changed the values to slightly higher values. But its a good test.
at the moment the settings are
$120=2200.000
$121=1800.000
$122=200.000
I will try 1000 for $120 and $121 and will let you know what the results are.