I’ve designed & 3D printed an air assist nozzle for my Totem S. What would be the optimal diameter hole where the air exists the nozzle? Can anyone with the Fox Alien brass nozzle estimate the hole diameter?
Thanks!
I’ve designed & 3D printed an air assist nozzle for my Totem S. What would be the optimal diameter hole where the air exists the nozzle? Can anyone with the Fox Alien brass nozzle estimate the hole diameter?
Thanks!
Would that not depend on pressure and volume of the supplied air?

I’m using the fox Alien pump. Without being able to see different ones in action, I have no idea what will work & what will not. From an engineering angle, there’s always the possibility of “not enough” or “too much”, & it takes experimentation to find what’s actually needed.
I tried a few diameters, the larger the hole the more volume it will need, a lot also depends on the distance of nozzle to workpiece as well, I found when cutting the more precise the air jet to clear the debris out of the cut path, cleaner cut and more efficient.
As you are designing you own nozzle make one with a thread capable of using a 3D printer nozzle, easier to clean and I ended up using a 1.5 mm nozzle about 3-4 mm from cut surface ,so if multiple passes needed to cut the head can be stepped into the cut with each pass if needed on thicker material. I do not cut above a 6 mm thick material so this allows me to move in up to 3 mm.
With the 1.5 dia I run on about 10 psi at 20 litres per minute cutting and only 5 psi when engraving just to stop the edge flash. Using a brass printer Nozzle makes cleaning it really easy, with a drill bit and you can just unscrew them with no hassle.
On the very high power 4kw co2 slab laser I used to use, the nozzle diameter was 1.6 mm but the Psi for the oxygen for cutting was way up in the 80psi but thats a different ball game. so even on industrial lasers the nozzle diameter stays around the 1.5 -2 mm max.
The other point is you will have a more clean and efficient cut if your nozzle and beam are concentric, so in different directions of movement, the debris clearance is always the same and not being favoured to one direction of travel of the other.
The closer to the surface of the material the more noticeable any eccentric favour of the air stream will show. in relation to direction of movement and efficiency of cut.
Thanks for all of the info! The nozzle I designed is secured with a 3mm screw from the side, so it’s easy to remove for cleaning. The tip is 2.5mm - 3mm from the material. This is our first laser, so it’s a basic unit for learning & also figuring out what features are worth having if we decide to move up.
I figured I’d better getting a more powerful compressor. Is there a brand that is adequate without being obnoxiously noisy?
Is a picture of your creation too much to ask for?
Thanks
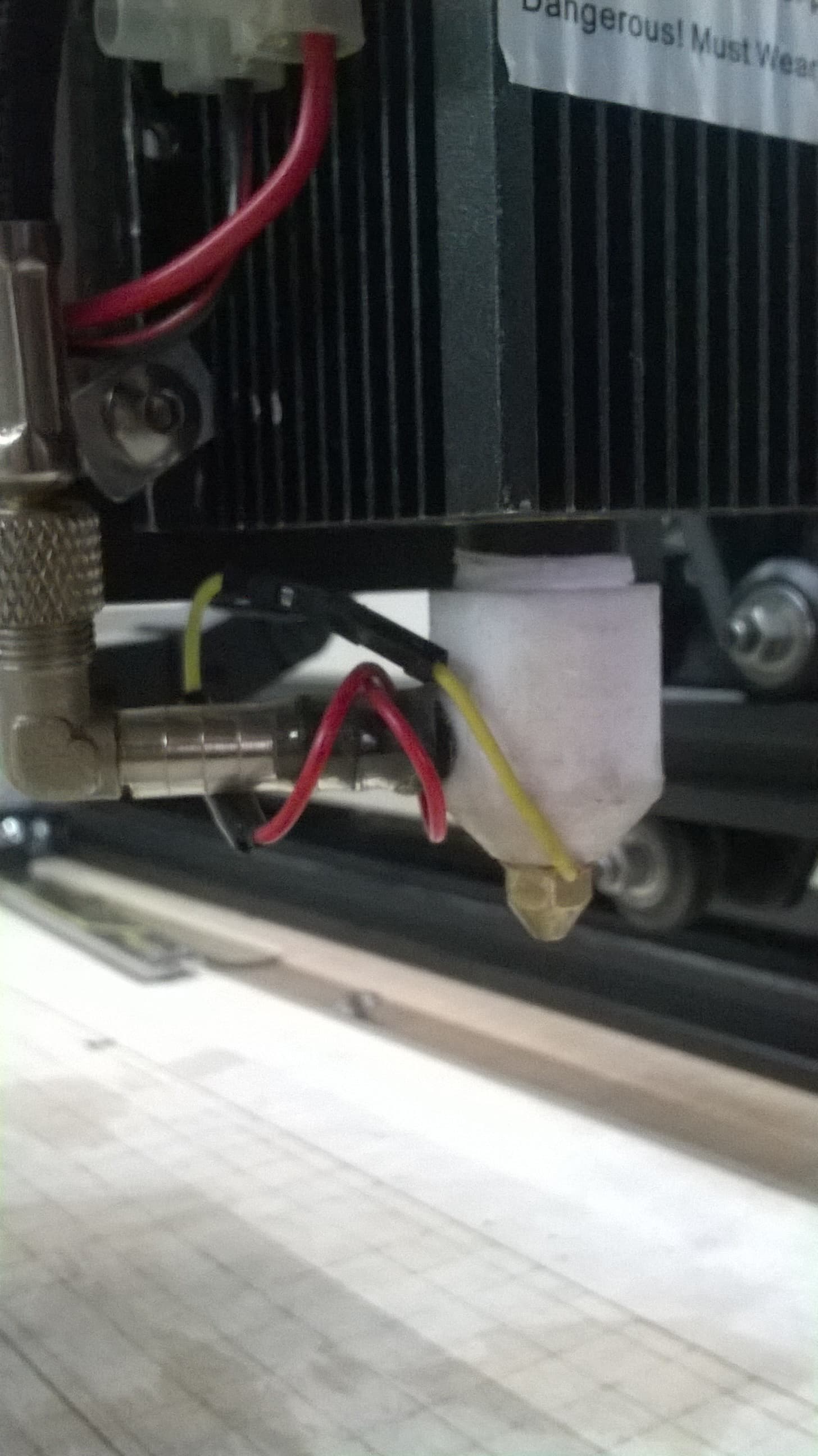
That exit point already looks a little scorched. Is there any risk of fire with this setup?
Tbh using PLA or a print material will eventually melt and become deformed, and not provide a consistent air direction, the result you will achieve using a concentric outlet nozzile will reduce any questions that may occur with an inconsistent cut, in different x y moves, also when Engraving the residue from engraving will bind to a Abs or PlA Nozzle but nice design.
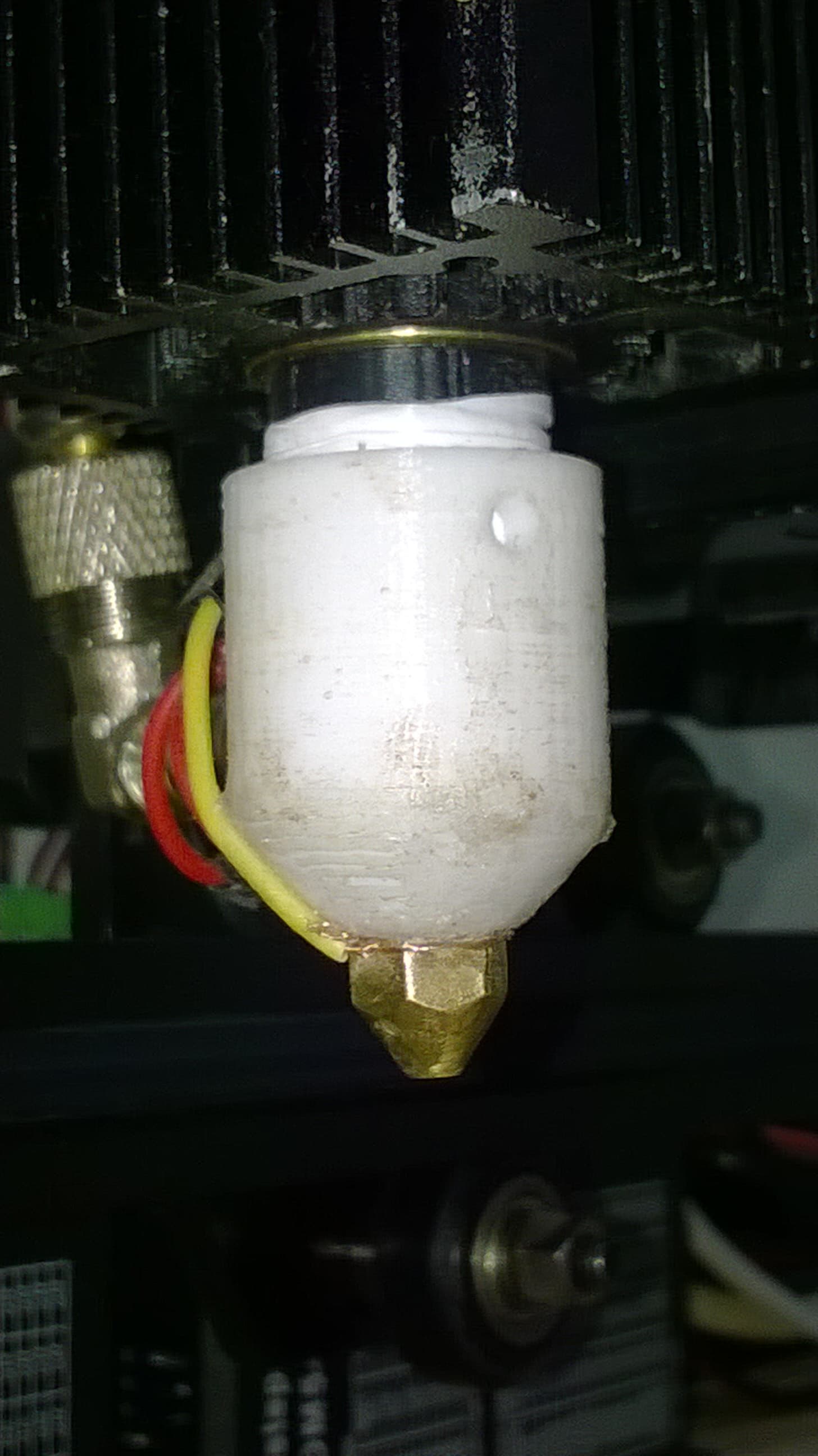
I will add a picture of what i use, this is on a focus adjustable lens to was made to maintain a required distance from lens to work surface, also i used the tip as a probe for setting the Z heght, with a movable touch pad, and using the code G38.2 probe command allows me to set the Z- height so i can set the material thickness in the Cut Layers and any additions offset in the parameter’s, and have a constant known distance from work plane consistently.
I also made a spacer when the correct distance and focus was established to make lens removal and cleaning simple to just screw the lens up again the spacer between the face of the block
The cap pushes directly onto the lens and some PTFE tape is used for snug fit and also reduces air loss around the straight knurling of the lend mounting. the white cap has a internal recessed surface to mate with the base of the lens mounting to ensure it is Perpendicular to the beam.
Is that ‘yellow’ wire a ground or ?
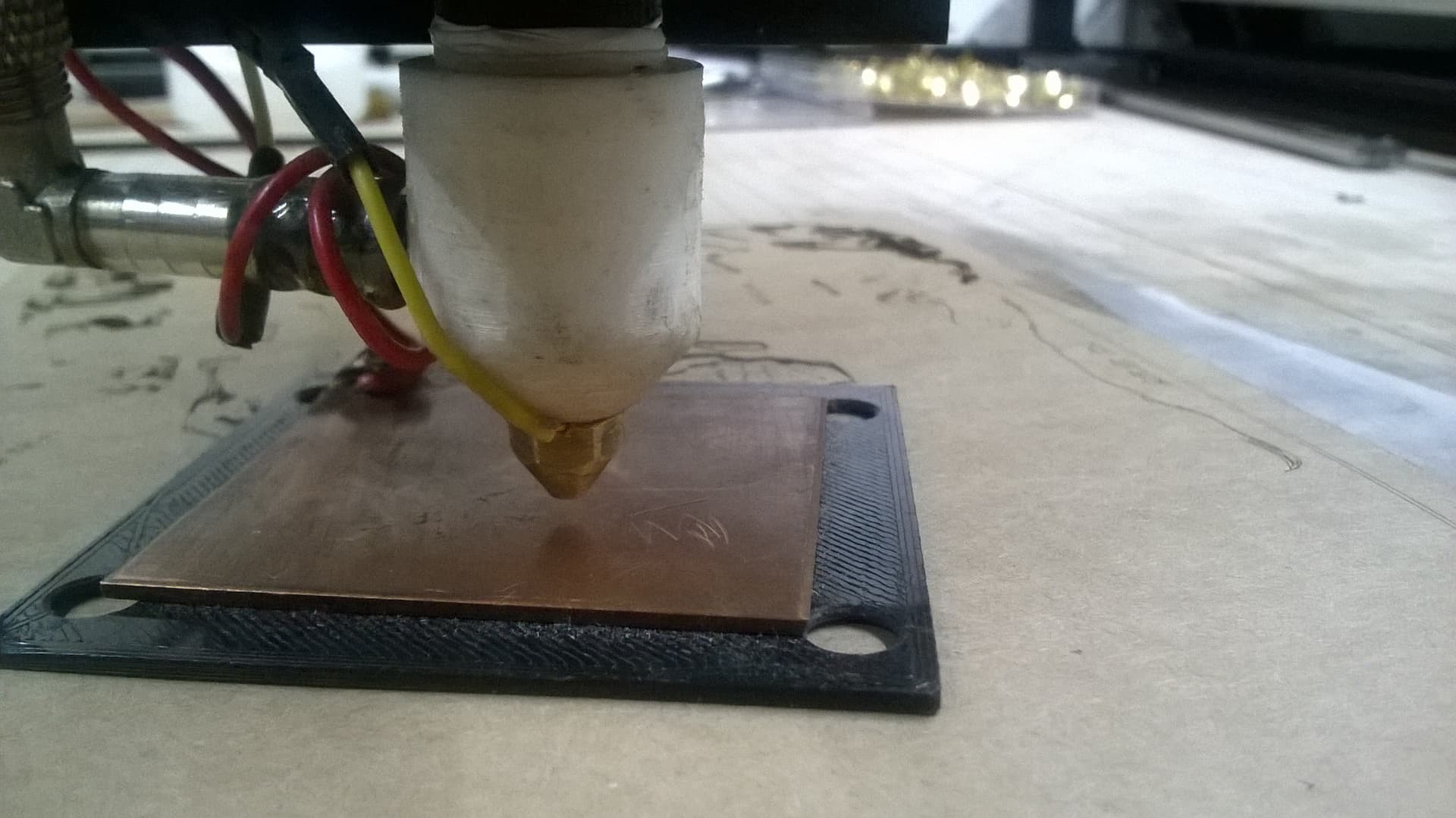
Its the positive of the Probe from the grbl board the plate i use to touch is negative , but it does not matter what way round its used, i just found the plate if positive is so sensitive to human touch it activated the signal when placing it as the voltage is so small there is no danger !
I just use a DuPont M/F connector like on Bread boards to be able to disconnect easily. the touch plate is a copper about 50mm sq
With the thickness of the plate and its backing plus the retract distance when the plate is removed the focus is on the base of the work area. 3.5 mm clearance.
It is also very useful for checking level if i move the height of the frame up for taller objects across the work area in each corner using the z position read out.
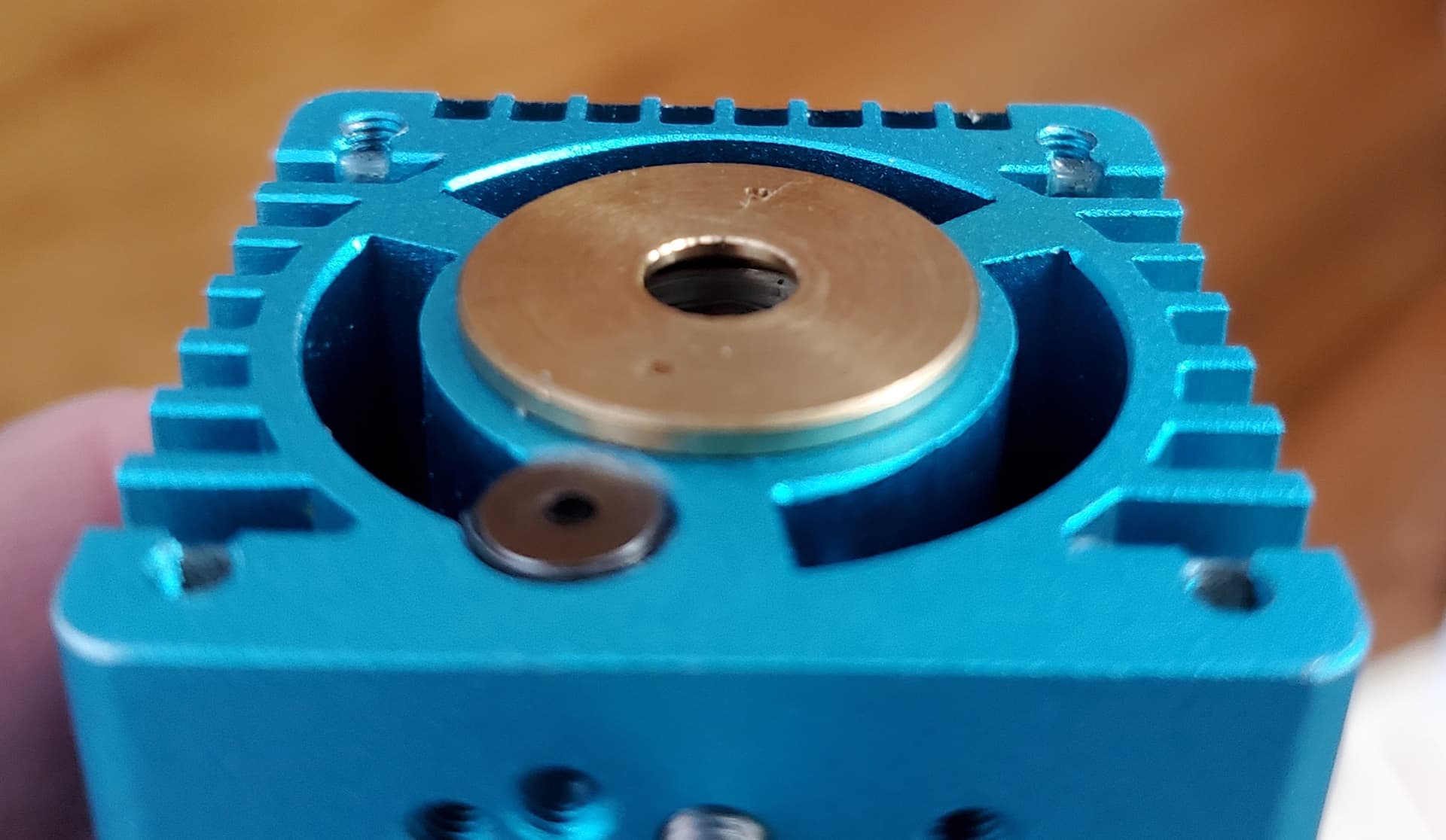
Can anyone provide the height of the FoxAlien Brass nozzle? According to Two Trees, the bottom of the blue aluminum laser housing should be 20mm from the object being engraved. If it’s taller than 17-18mm then it will not work with the Totem S unit. There’s a brass cover that extends 1.6mm out of the bottom of the housing aready, so that reduces the clearance. I haven’t tried, but it looks like the brass piece unscrews based on the two tiny holes in it.
I have used that technique for my little cnc machine.
I do the same, but on my grbl board, it has the pull-ups activated, so I can’t pull it low enough touching it to trigger it as active. It’s understandable that with the plate as the ‘sensor’ it, in effect, is also an antenna and has a capacitive component right in the middle of a large emf generator, then you stick you paw in there…
I guess the simple fix is don’t touch it… a capacitor would help but delay the trigger by some amount.
With pcb’s you generally run the software to ‘map’ the variations in height across the board and the software ‘adjusts’ the Z axis to compensate…
Do a ‘ramp test’ and you can and should determine yourself.
Thanks! That’s short enough to work on the Totem S unit. I can modify my 3D mount that attaches to the bottom of the laser housing to with with it.
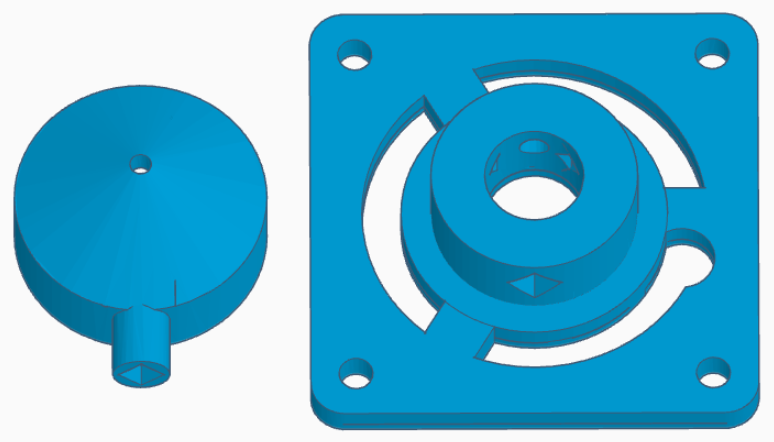
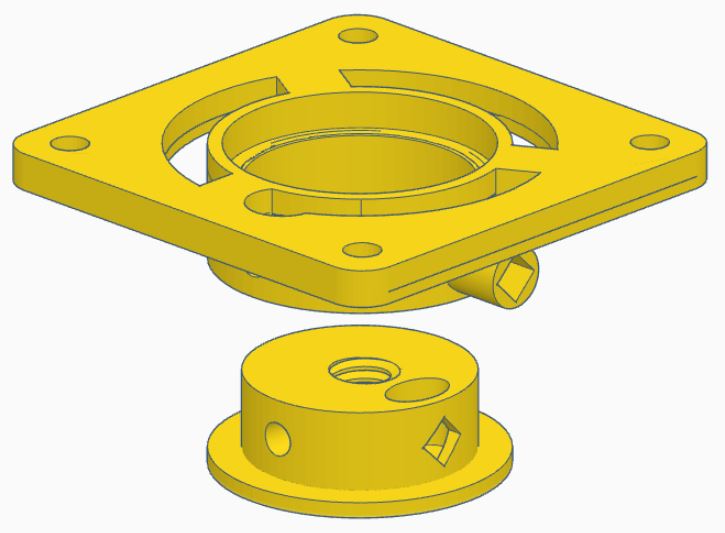
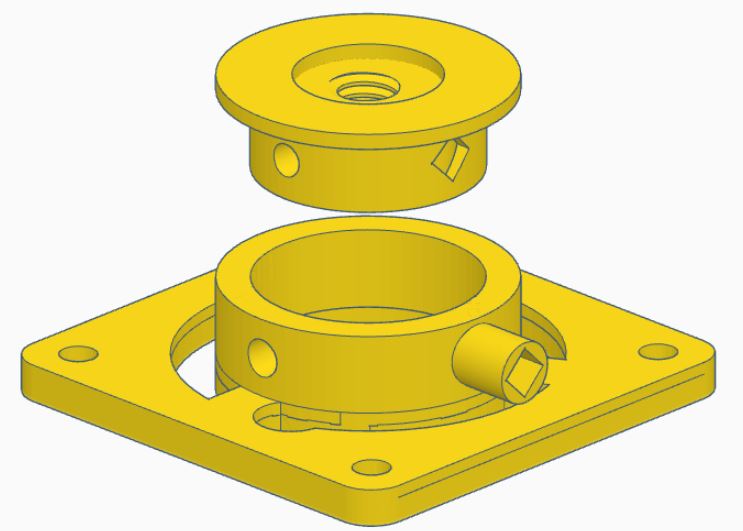
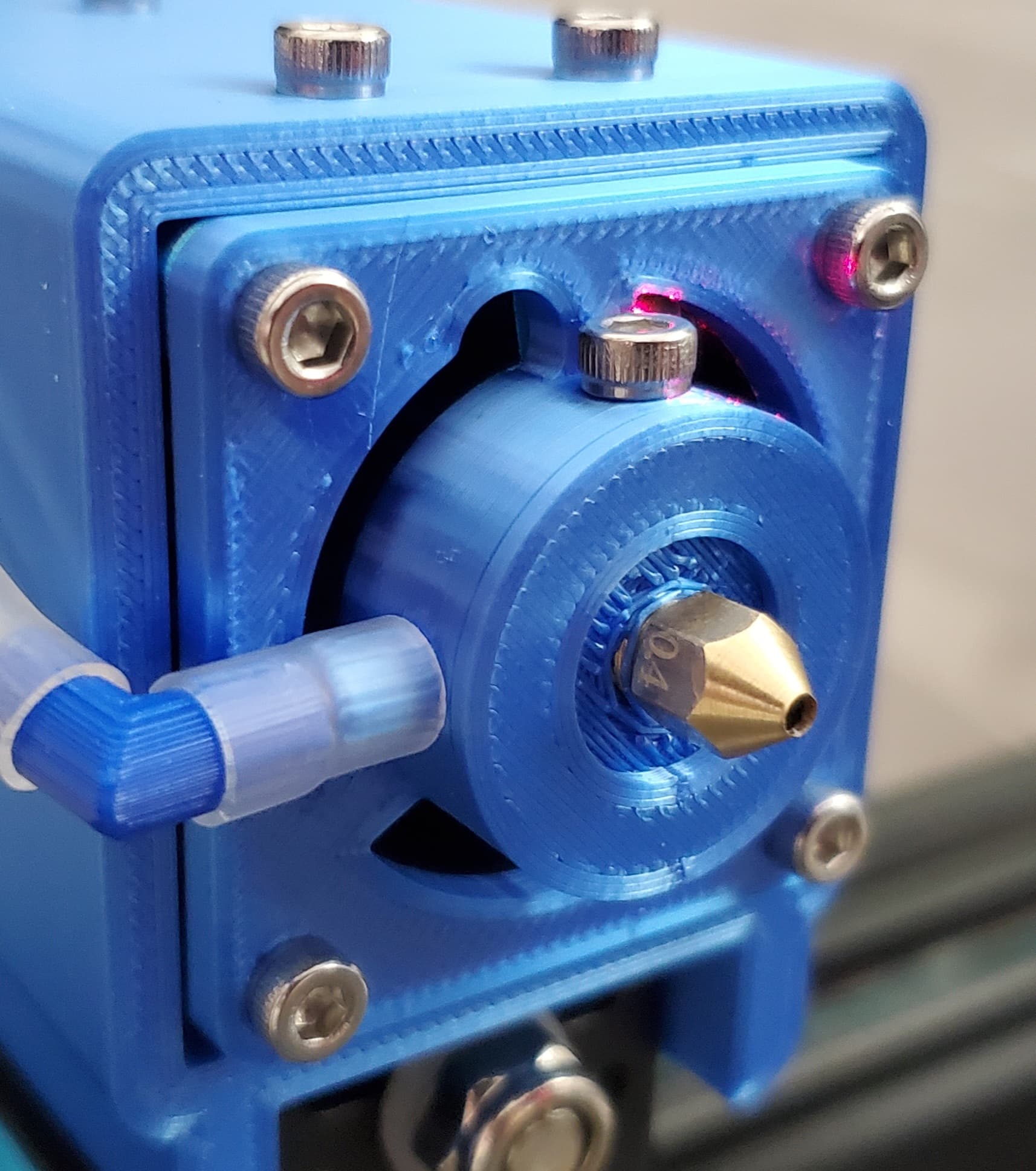
After seeing paulcw’s nozzle using a 3D printer nozzle, I tossed together a new design using a 3D printer nozzle. I drilled it out to 2mm. 3D printers are AWESOME!!!
That looks like a really neat job, My next move is a fixed focus laser, so i might be on the scrounge for the stl file 
I’m fine-tuning it a little bit. I’ll post the STL when I’m done. For the Totem S, it attaches to the bottom of the laser housing using the existing holes in the bottom. Out of the box, there are four little grub screws in the bottom that the red plastic shield sticks to using magnets. I simply removed the grub screws and used four 3mm x 8mm bolts.
Nervous system created an interesting air nozzle design that makes a cleaner cut
see their blog post :