LightBurn Software Forum
Alarm 2 G-code motion target exceeds machine travel
LightBurn Software Questions
grbl
dafrayser
(Debbie Frayser)
December 31, 2020, 2:59pm
21
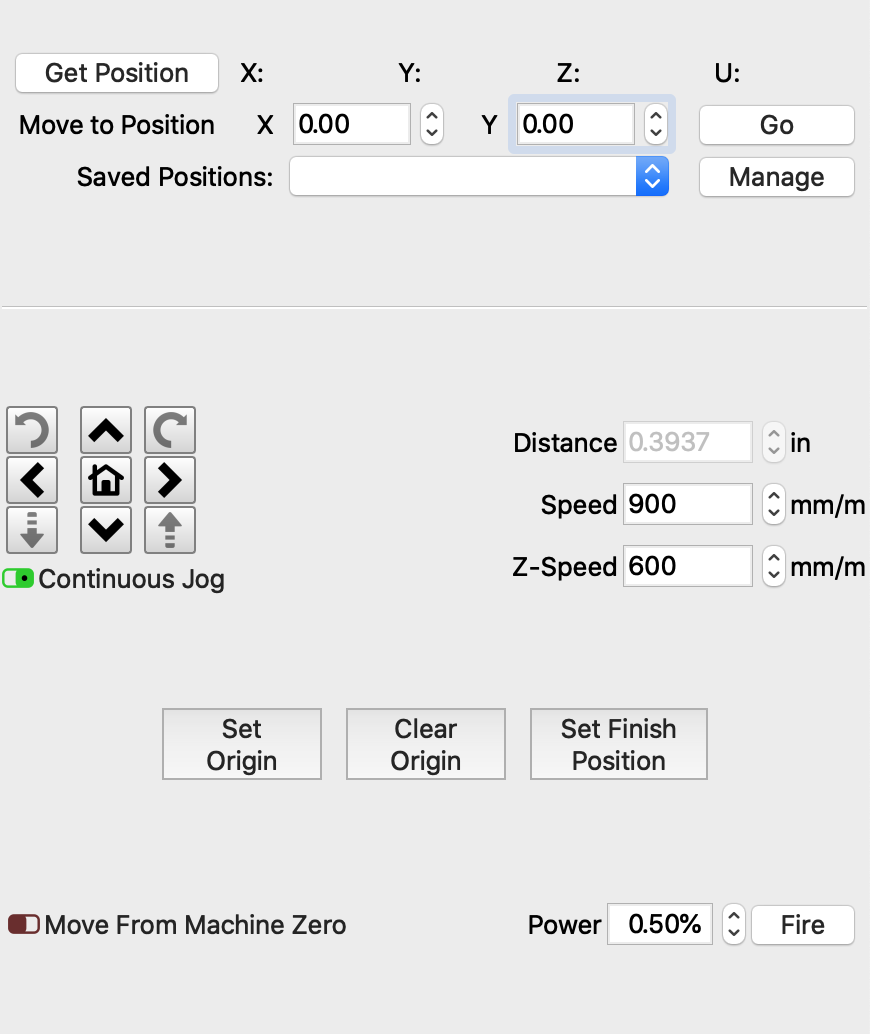
This is a screen shot of the Move panel. Seems the distance option is not activated.
Screen Shot 2020-12-31 at 9.59.08 AM
870×1034 59.8 KB
Program continually says it is out of range and will not run
show post in topic