Bonjour à tous
Je commence avec une carte DLC32 et l’utilisation de l’outil laser MKs et LightBurn.
J’ai réussi à configurer le déplacement des axes X et Y ainsi que la vitesse
Par contre je n’arrive pas à faire fonctionner les butées X et Y, ce sont de petits modules à effet hall utilisés sur imp3 (+, GND, E), la diode s’allume bien lorsque la butée est activée, mais les moteurs continuent de tourner et le home n’est pas validé.
Je joint le fichier extrait avec LightBurn.
J’ai regardé dans le fichier de configuration, sans succès.
Je cherche la solution à mon problème et suis intéressé par toutes les informations.
Merci
LMG
In the terminal send a question mark.
Look for Pn:
When a limit switch is not triggered there should not be anything after the Pn:
Then, trigger the x limit switch, then send another “?”. You should now see Pn:X.
Do this for all limit switches to verify they work.
If when triggered you don’t see the correct output, but do see the output when not triggered you need to invert the signal with $5.
Hello Joe
Thank you for your quick answer.
I have done the following tests and understood the use of ?
X and Y off Pn: P
X ON Pn : PX
Y ON Pn : PY
X and Y ON Pn: PXY
The engines don’t stop, regardless of the $5 configuration.
I’m in core XY, can there be a PB with the sense of engines.
Thank you
Don’t know what a PB is.
Are you sure the limits are being triggered by the machine itself?
IOW, with the laser powered off and you manually move the X axis to the switch, does it actually contact it and can you hear the switch being triggered?
By the way, the P in the Pn: menu is Probe, just for your reference.
Hello
Please consider the requests of a beginner.
I think it’s this one “V2.08_H24_20211223_C.bin”
But I would like to know the manipulation to verify it, from LightBurn or from MKS Laser Tools.
Under lightBurn I chose GRBL, but I see that there are GRBL LPC and GRBL M3, which one should I take.
As @misken stated, this looks like a firmware for CNC machine.
I think my actual firmware is V2.10_H35_2022_0621_N_ZX_001.bin but can’t confirm right now.
The “H35” defines the screen display. if you are using the TS24 (2,4 inch) screen then the firmware I mentioned will not work properly (screen issues, all the rest works just fine).
If you are using the TS24 screen you should choose a firmware with “H24” in it’s name.
Here you can learn something from the experience I went through.
I have a TS24 screen in core xy for laser I installed V2.08_H24_20220107_C.bin
No change, no detection of limits.
I’m completely lost with this new card. Under Marlin I have never encountered so many problems for a configuration.
The “C” indicate CoreXY. Do you have a CoreXY machine?
If not you want the firmware ending with an “N”. For normal.
Disregard, just noticed your last post with coreXY in it. That should be the correct firmware and it doesn’t look like a firmware issue to me since the switches are reporting.
Did you verify the switches are actually being contacted by the machine itself?
Try this, move the gantry to the opposite end, then home it. As soon as it starts moving, manually press the limit switch with your finger.
Does it stop?
Hi all
I started from scratch, reinstalled cleanly with the right firmware V2.08_H24_20220107_C.bin.
The homing works correctly, as well as the direction of the X and Y axes. Small question if but axes are very far from the home, they stop. I think §130 and §131 should be changed.
If I’m on the home 0 on X and y and in manual direction to the home the axes can move forward, I may need to use the hard limits.
$130 is X travel, $131 is Y travel. Basically your bed size.
Sounds like you have soft limits enabled. $20.
Set $20 to 0.
Home the machine, then move the X in the positive direction until it crashes.
If your bed is 400x400 you can do one move at 375mm, then go in small increments until the crash but keep a running total as you go. If you go in 5mm increments and it travels fine up to 390mm, then 5 more crashes, Home again, go X 390, then go in 1mm increments. When it crashes, subtract 1mm from your running total and set $130 to that number.
Do the same for Y and $131.
You can then re-enable soft limits and it’ll be correct.
I did the manipulations §20 = 0
I brought X to 360, back home, enter §365 (mechanical stop at 370)
same for Y, I wrote the changes in the configuration from LightBurn in the machine settings.
Passage §20 = 1.
When manually moving X and Y from LightBurn, each axis exceeds the bumps.
What is the importance of hard limits?
It’s not good!!
Then turn on Soft Limits. This checks the move commands for not reachable coordinates (it works as long as you don’t move the head manually by hand). Hard Limits stop the motion when the switches are triggered. So it only help in two directions usually. But you can also add switches to the other ends of the axis.
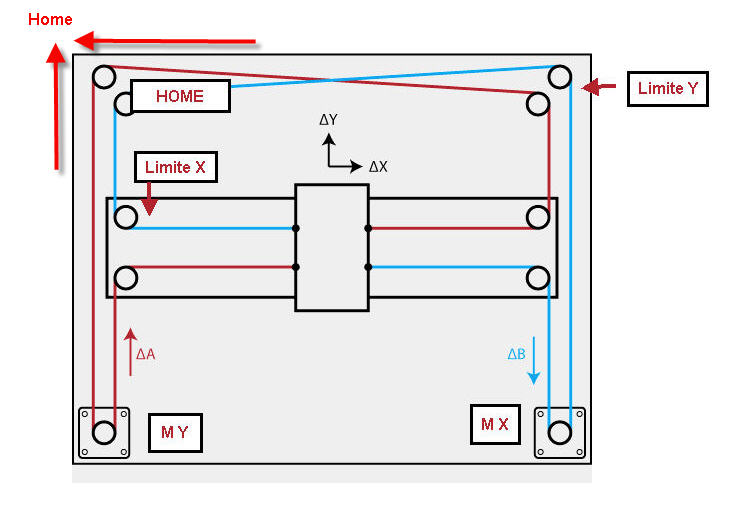
Hello After several tries, impossible to adjust the displacement of the limits, my chassis is 400*400, I put 390 in $130 and $131, on each axis this limit is exceeded. Maybe I don’t apply the instructions to the letter!! I attach the sketch of my structure, I want a home at the top left. I have configured this information in lightburn. Looking at my sketch, I would like to know if the X and Y motor assignment as well as the X and Y boundaries are positioned correctly. Would it be possible to have a valid *.lbset file that would match my configuration, I could do a test and if it works properly compare it with mine. A beginner in perdition.
From my knowledge it is possible, but then you will have to work with negative Y axis values if i am not wrong.
There a few topics about that subject.
CNC principle for routers / milling machines works differently of laser CNC.
Pardon my jumping in. I’m not familiar with this type of machine but am somewhat familiar with with DLC32. If you try to make a line engraving of a 100mm square, what do you get? I looked at your settings and your steps per mm are wrong for a typical gantry machine, but they might be correct for your machine, IDK. That’s why I ask about the test. If those settings are wrong, you will not be able to get the proper work area set.